
Too often factors such as changeover time and operator requirements are ignored when investing in a SMD placer for high-mix/high-volume applications. Instead, issues such as nominal placement speed and floor space are prioritized. But it is more profitable to consider the changeover time and operator requirements for such applications – especially for high-mix board assemblers in high-salary countries.
Managing director Mårten Lundberg,product manager Robert Helleday,Mydata Automation, Bromma, Sweden
For manufacturing management, there is nothing sadder than a SMT assembly line standing still. For assemblers with a high-mix production, this is unfortunately something that happens much too often. Next time you watch a high-mix SMT facility, have a look at how many of the machines are actually mounting components. There are not terribly many. Why this? One reason could be that chipshooters are great machines, but they are not designed to handle small batches with that many changeovers a day. Another reason might be too long changeover times. But too often the answer is unknown, and the explanations are as many as there are machines in the world. So what are the time-thieves and how can a low CMC (cost per mounted component) be reached when the batch size is only ten boards?
Focus on costper placed component
The best way to calculate a machine’s profitability over time is to exactly determine the cost per mounted component. Nevertheless, many SMT assemblers, especially in high-mix environments, don’t know how factors such as low changeover times and operator requirements can increase the profit. If focus is on the wrong parameters, the CMC will be unnecessarily high. Not only is it important to have a low placement cost for the current high-mix production, but as industry evolves, requirements of smaller packages and larger board sizes have to be met. Therefore, the equipment suppliers also have to plan for a low CMC over time.
If equipment suppliers were pressured to specify the actual costs of the placement machine over time, broken down into CMC, it would be easier for the board assembler to find profitable equipment. However, the actual cost per mounted component is hidden in technical specifications and flashy sales material. But if there was a method of breaking down cost factors such as operator requirements, floor space, actual speed, changeover time, spare parts, etc., cost could be clarified and used as a common denominator to compare machines for equal applications. In the end, this method would benefit the industry as a whole.
Mydata has developed a generic software tool for calculating and analyzing the cost per mounted component, regardless of equipment supplier. By entering the board manufacturing data, it’s easy too see what the large time-thieves are and where the most essential costs lie. Most people talk about these obstacles, but only a few have been able to quantify them and put them in black and white on paper. With this software tool, we will investigate three different scenarios. The aim is to prove what factors are most profitable when purchasing an SMT placement machine and therefore affecting the CMC for high-mix/high-volume conditions.
Quantification iskey to understanding
The key is to analyze the manufacturing environment and placement machine characteristics with calculations. Is the cost of floor space and how it affects the production economy really true? How many have believed that the fastest machine is the one with the highest nominal speed, rather than the one producing the highest number of boards during a day or week? The model is in no way limited only to Mydata machines. The results are valid no matter what type of placement machine is used. All results are related to how many components are mounted per year, a figure that reflects the number of produced boards and the bottom line.
The model for calculating the cost per placed component considers economical factors such as the initial investment, depreciation and interest rate. It also calculates the actual throughput of the machine based on the tact time for different components (for example, a board with a high number of fine-pitch devices will typically be assembled slower than a board with chip components only). Finally, production data needs to be entered. The board assembler has to add information such as the number of placed components per year, the amount of working hours and the different tact times. The software then calculates the actual throughput. The given output equals the amount of produced boards, how much time is lost for other things and of course the total CMC. The model also takes into account values such as operator requirements, rework and spare part costs.
It is easy to simulate different scenarios. The input data can be altered one parameter at a time, and the resulting change in output can be analyzed. This makes it possible to determine what will affect the result the most, thus determining which placement machine is optimum.
As already mentioned, three scenarios (batch sizes of 120, 50 and 200 boards) will be analyzed, reflecting different levels of high-mix production. The calculations are based on the following assumptions:
• The possible production time per year (2880 hours) equals two shifts
• The internal interest rate is 8%, depreciation is 4 years
• The boards have 273 parts, both chip and fine-pitch
• The cost of operators is 30euro/hour and the cost of floor space is 500euro/square meter and year
• Two placement machines in-line, with a 80% balancing factor
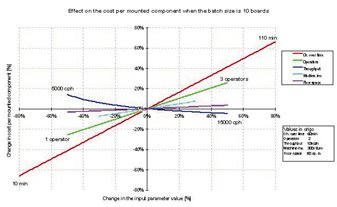
The variables are changeover time, initial investment cost, operator requirement, actual speed and floor space. For example, figure 1 shows how much the result (the CMC) changes when a variable is altered. The results are plotted as changes in percentage, making it possible to compare the different inputs with each other. The graph shows each individual input as a line where the change in its value, shown on the X-axis, gives a result that is plotted on the Y-axis.
The variable input parameters are defined as:
• Changeover time – the time spentwith setup, programming, etc. between batches
• Operators – the number of operators needed to run the equipment
• Throughput – the actual speed of each machine for a specified board
• Machine expenditure – the initial investment for the machine and accessories
• Floor space – the space required for the machines and accessories
The steeper the angle of inclination of the line in the figures, the more a change in the input variable effects the result. For example, a steeper line means more important input. The changeover considered here is the total time between machine operation, caused when changing a batch. Sometimes this time is prolonged by waiting for components, or through other external factors. Cutting such idle time is equally important as the actual changeover time, caused by the placement machine itself.
First scenario:ten-boards batches
This scenario features a simulation with a batch size of 10 boards. The result (fig-ure 1) reveals that the steepest line is the one describing the changeover time. In a high-mix environment with a batch size of 10 boards, a small improvement such as a 20%-cut in the changeover time meansthat the cost per mounted component decreases by 17%. In contrast, a 20%-increase in throughput results in a decrease of the cost per mounted component by 2%only.
Shortening the changeover time from 60 to 10 min means close to a 70%-reduction of the CMC. That large decrease can be compared with a 50%-increase of throughput (for example from 10,000 to 15,000cph) that gives only 5% lower CMC.
The operator requirement is the second most important factor in obtaining a lower CMC. If the machine is difficult to use and the software complicated, it will be necessary to use several operators to reach a lower changeover time. This raises the employment costs, for example increasing by 25% when adding a third operator to work with the machine.
Looking at the graph, under this high-mix production conditions, the machine investment and the floor space requirementsare almost non-significant. A variation of +30% of the machine investment adds only 7% to the CMC.
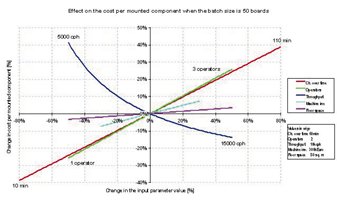
Second scenario:50-boards batches
When the batch size increases to 50 boards (figure 2), the relation between the variables has changed significantly. A lower throughput of 5,000 instead of 10,000cph means a 40% higher CMC. If the throughput is this low, it is even more significant than the changeover time. A shortening of the changeover time from 60 to 10 min means that the CMC will be reduced by 40%. At the higher throughput side, the relative gain decreases as the numbers go up: from 13,000 to 15,000cph, the decrease in CMC is 10 and 14% respectively.
Slightly more significant are the operator requirements. Here the CMC decreases with 25% by having one operator instead of two. Also in this case, machine investment and floor space give relatively small results: a 50%-reduction of floor space gives only a 3%-reduction of the CMC. Why? The answer is that of the total operating cost, wages stand for 69%, capital cost is 24% of the total, and the floor space cost is 7%. The larger part of the total that a variable has, the more significant the change will be. That is why the operator cost line is steeper than the others in the graph.
Also, the batch size does not affect this relationship. The operating cost is not connected to how much is produced. The operator, the machine and the floor space need to be there anyway. So, an increase in the cost of operation will directly affect the CMC.
CMC = Cost of operation/#mounted components
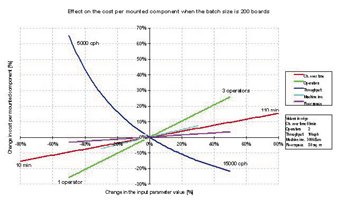
Third scenario:200-boards batches
In a medium-mix production environment with a batch size of 200 boards (third diagram), it is clear that a machine with anactual throughput of 5,000 instead of 10,000cph will cause a significant increase in the CMC – as much as 65%.
Since the relationship between throughput and CMC is an inverse one, the curve is less steep when it approaches 15,000cph. Therefore, increasing the throughput from 10,000 to 15,000cph means a decrease of 20% CMC, as compared to a 65% increase above. The conclusion is that it is more important to look for a SMT machine requiring only one operator instead of two, than to invest more money in a placer with a throughput of 15,000 compared to 10,000cph. In this scenario, machine investment cost, changeover time and floor space are less significant than nominal speed and operator requirements.
A reference batch of 5000 boards has also been simulated to study the situation in the low-mix case. This can be seen in the table. As can be expected, the throughput here is more important than the changeover time. However, a reduction of operator requirement is still important.
Discussion of results
Common factors regardless of batch size are the effects of the investment, operator and floor space requirements. To select a machine that has an operator requirement of one person instead of two can cut 25% off the CMC. Another solution is to relocate the manufacturing in a low-salary country. However, the boards made in a high-mix production are usually advanced and require high expertise. Just-in-time production and logistics can’t be bargained with. This drives the high-mix production to grow in high-salary countries. The operator requirement is therefore well worth considering when choosing a placement machine.
Mydata addresses these issues by:
• Making the high-mix and high-volume segment a top priority
• Analyzing important factors that determine successful production
• Implementing an analysis in machinery, software and external alliances
Continously repeating the steps keeps an optimal solution over time. According to the analysis, focus is on creating machines as autonomous and user-friendly as possible. This will lead to both shorter setup and changeover times and lower operator requirements. For the manufacturing companies, this gives a double effect in the CMC.
This proves that there is a correlation between low changeover time and operator requirement that originates from the basic structure of a flexible machine concept. A concept designed with these issues in mind from the beginning will give a good payoff in real-life production. And it is more profitable to consider the changeover time and operator requirements when purchasing a SMD placer for high-mix/high-volume applications – especially in high-salary countries.
Fax +46-8-475-5501
EPP 168
Zusammenfassung
Kostenbetrachtung beim Einsatz von Bestückmaschinen sind wesentlich, bestimmen sie doch wie effizient eine SMT-Linie arbeiten kann. Speziell in Fertigungen mit hohen Produktmix und geringen Losgrößen ist die Zeit für den Übergang von einer Baugruppe zur nächsten der treibende Kostenanteil. Dahinter treten die Maschineneninvestition oder der Platzbedarf in der Fertigung deutlich zurück.
Résumé
L’analyse des coûts est primordiale pour l’utilisation des machines à implanter les composants car c’est elle qui détermine l’efficacité de fonctionnement d’une ligne SMT. Dans le cas des fabrications avec une grande variété de produits et des lots réduits, le temps de passage d’une carte à l’autre représente un facteur de coût majeur, l’investissement consenti dans la machine ou l’encombrement dans la production venant nettement derrière.
Sommario
L’analisi dei costi dell’uso di macchine per montaggio è di primaria importanza in quanto essa determina l’efficienza con cui può funzionare una linea SMT. Soprattutto nella produzione di gamme di prodotto ad alta varietà e in piccoli lotti il fattore di costo più importante è il tempo che passa per il passaggio da un gruppo costruttivo a quello successivo. In tale ambito gli investimenti per la macchina o la necessità di spazio per la produzione hanno importanza notevolmente minore.
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}