





In der Elektronikindustrie schreitet die Miniaturisierung immer weiter fort. Flip-Chips oder Bauteile für die mobile Telekommunikation sowie für die Unterhaltungselektronik sind nur einige bekannte Beispiele dafür. Mit den kleiner werdenden Strukturen werden auch die tolerierbaren Produktionsfehler immer kleiner. Um den wachsenden Anforderungen an die Qualitätskontrolle zu genügen, müssen die Prüfverfahren mit dieser Entwicklung Schritt halten. Neben der Präzision steht natürlich in dem aktuellen schwierigen wirtschaftlichen Umfeld besonders die Kosteneffizienz im Vordergrund des Interesses. Der folgende Artikel soll daher am Beispiel der Video-Messmaschinen Nexiv VMR3020 (Bild 1) und VMR6555 von Nikon auch verdeutlichen, welchen Beitrag die industrielle optische Messtechnik zur Kostenreduktion leisten kann.
Dr. Michael Möller, Nikon, Düsseldorf
Die optische Messtechnik hat auf Grund der erreichbaren Präzision und der zerstörungsfreien Technik einen großen Stellenwert in der Qualitätskontrolle. Das Einsatzspektrum für die optische Messtechnik umfasst neben der Elektronik unter anderem auch die Telekommunikation (z.B. Lichtleiterverbinder) und die Mikromechanik. Um die Produktionsqualität sicherzustellen, wird die Anzahl der Stichproben stetig erhöht. Häufig wird sogar die gesamte Produktion einer Prüfung unterzogen. Insbesondere bei sehr komplexen Produkten, bei denen das Endprodukt erst nach einer Vielzahl von Prozessen entsteht, sind Kontrollen der Zwischenprodukte sinnvoll, und tragen trotz der zum Teil immensen Anschaffungskosten für die Prüfgeräte insgesamt zur Kostensenkung bei, da fehlerhafte Zwischenprodukte schon frühzeitig aus der Produktion genommen werden können. Neben dem Aspekt „Präzision“ wird auch die Frage nach der Geschwindigkeit, mit der bestimmte Kontrollen durchgeführt werden, immer bedeutender. Denn die Qualitätskontrolle darf nicht zum Nadelöhr in der Produktion werden.
Messverfahren
Prinzipiell unterscheidet man Messungen im Gesichtsfeld der Optik (Bereich der Probe der durch die Optik auf den CCD-Chip abgebildet wird) von solchen Messungen, bei denen die Proben nicht mehr komplett auf den CCD-Chip abgebildet werden können. Messungen im Gesichtsfeld der Optik können sehr schnell und mit hoher Genauigkeit durchgeführt werden. Dabei wird im Prinzip aus den Abständen der Bildpunkte auf dem CCD-Chip auf die realen Distanzen auf der Probe zurückgerechnet. Große Proben müssen mit Hilfe von hochpräzisen Messtischen unter der Optik verfahren werden. Dabei helfen Messwertaufnehmer (ultrapräzise gefertigte Glasmaßstäbe) im Messtisch den Verfahrweg des Tisches zu messen. Die Geschwindigkeit der Messung wird hier im Wesentlichen durch die Verfahrgeschwindigkeit des Messtisches bestimmt. Durch die hohen optischen Vergrößerungen, die man bei modernen Video-Messmaschinen erreichen kann, und durch die hohe Verfahrgenauigkeit der Tische, sind auch an großen Bauteilen Messungen mit Genauigkeiten unter 1 µm möglich.
Oft müssen bestimmte Probenmerkmale mit äußerster Präzision gemessen werden, während es bei der Vermessung der anderen Probenmerkmale in erster Linie auf die Geschwindigkeit ankommt, mit der die Messung durchgeführt werden kann. Aus diesem Grund wurde für die Nexiv-VMR-Serie eine neue 15fach-Zoom-Optik entwickelt, die so konzipiert ist, dass der Arbeitsabstand unabhängig vom eingestellten Zoom-Faktor konstant bei 50 mm liegt. Messungen, bei denen es eher auf Geschwindigkeit ankommt, können in einer niedrigen Zoomstufe gemessen werden, während für sehr präzise Messungen die höchste Zoomstufe gewählt werden kann. Der konstante große Arbeitsabstand von 50 mm ermöglicht in Verbindung mit dem zur Standardausrüstung gehörenden TTL-Laserautofokus auch tief liegende Probenmerkmale oder dünne Strukturen (Kanten oder feine Drähte) zu erfassen und sehr präzise im Raum (d.h. in drei Dimensionen) zu vermessen. Dort wo sich der TTL-Laserautofokus nicht einsetzen lässt (z.B. bei abgerundeten Kanten) kann der so genannte „Vision Autofokus“ für eine schnelle und präzise Fokussierung eingesetzt werden.
Neueste Produktionstechnologien erfordern bereits Messgenauigkeiten im Bereich von 0,1 µm. Beispiele dafür finden sich in der Produktion von Mikroelektronik, Sensoren oder Leiterplatten. Der Transfer von Produktionstechnologien aus der Mikroelektronik in die Bereiche Sensor- und Leiterplattenproduktion hat zum Beispiel auch hier zu einer deutlichen Verkleinerung der produzierten Strukturen geführt. Für solche Anwendungen muss eine Messmaschine mit einer extrem hoch auflösenden Optik ausgestattet sein. Nikon hat für derartige Anwendungen ein neues Modell entwickelt, mit dem sich auch diese hohen Genauigkeiten realisieren lassen. In dieser Maschine wird eine spezielle Zoom-Optik mit einem Objektivwechsler kombiniert. Auf diese Weise werden in der Maschine Vergrößerungen von 1fach bis 120fach und entsprechende Genauigkeiten realisiert. Selbstverständlich können die Maschinen dieser Serie auch in Reinräumen eingesetzt werden.
Effizienter Einsatz von CNC-Video-Messtechnik
Wichtig für den effizienten Einsatz eines Video-Messsystems ist, dass die Messaufgabe möglichst schnell, einfach und kostengünstig gelöst werden kann. Weil die Entwicklung und der Bau von speziellen Probenhalterungen sehr zeitaufwändig und damit auch teuer ist, sollte man nach Möglichkeit darauf verzichten. Dies gilt insbesondere dann, wenn viele unterschiedliche Produkte für die Vermessung mit einem Messsystem in Frage kommen. Aber wie kann man die Konstruktion von Probenhalterungen häufig überflüssig machen? Diese Frage wird mit der neuen „intelligenten Suchfunktion“ beantwortet. Bei dieser Funktion wird im Wesentlichen ein Probenmerkmal anhand bestimmter Merkmale eines zuvor gespeicherten Bildes gesucht. Da sich die untersuchten Probenmerkmale von Probe zu Probe leicht voneinander unterscheiden können, wer-den nur wesentliche Probenmerkmale verglichen. Dieses Verfahren lässt sich vielleicht am ehesten mit dem Abgleich von Fingerabdrücken mit einer Datenbank vergleichen. Mit Hilfe der intelligenten Suchfunktion können Bauteile oder bestimmte Probenmerkmale auf dem Messtisch innerhalb vorgegebener Toleranzen gefunden und vermessen werden, ohne dass eine spezielle Halterung die Proben genau in der Position hält, in der das Teil während der Programmierung lag. Mit dieser Funktion wird zum einen das Auffinden von Proben auf dem Messtisch auch dann möglich, wenn die Probe nicht immer exakt positioniert ist (Bild 2). Zum anderen wird auch bei nicht präzise gefertigten Werkstücken eine Messung an Probenmerkmalen möglich, die nicht an der vorbestimmten Position liegen (z.B. verbogene Kontakte bei Steckverbindern). Auch die Vermessung von Probenmerkmalen, die mit den herkömmlichen Messtastern nicht möglich ist, kann durch die intelligente Suchfunktion möglich werden.
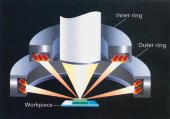
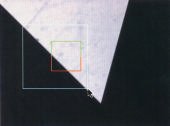
Eine der wichtigsten Voraussetzungen für die Einsatzmöglichkeit der optischen Messtechnik ist die Möglichkeit zur Erzeugung eines Kontrasts zwischen einem Probenmerkmal und seiner Umgebung. Daher ist die optimale Ausleuchtung der Proben von äußerster Wichtigkeit. Hierfür wurde ein neues Diodenringlicht entwickelt. Dieses Ringlicht besteht aus zwei Ringen mit je acht Sektoren. Alle 16 Elemente dieser Beleuchtung können unabhängig von einander geregelt werden. Dadurch wird die Ausleuchtung von Probenstücken unter verschiedenen Einfallswinkeln (Bild 3) und aus verschiedenen, auf die Tischkoordinaten bezogenen, Richtungen ermöglicht. Mit Hilfe dieser neuen Beleuchtung kann häufig auch bei schwierigen Oberflächen (Keramik, schwarze Kunststoffe etc.) ein Kontrast erzielt werden. Für die Abbildung von Konturen kann eine Durchlichtquelle verwendet werden und für raue Oberfläche oder tiefere Strukturen ist eine TTL-Auflichtquelle einsetzbar. Beim TTL-Auflicht wird durch den kleinen Einfallswinkel ein Schattenwurf vermieden. Die Konstrukteure haben bei allen Beleuchtungssystemen darauf geachtet, dass die Erwärmung der Proben oder von wichtigen Teilen der Messmaschine, die letztlich zu Messfehlern führen würde, vermieden wird. Für die Berücksichtigung äußerer Temperatureinflüsse verfügt die Messmaschine über einen Kompensationsmechanismus in der Software. Ein spezieller Kantenerkennungsalgorithmus (Auswertung von Grauwerten) kann beim Auffinden und Vermessen schwach kontrastierter Kanten helfen.
Die hohen Anschaffungskosten für eine optische Messmaschine amortisieren sich am schnellsten dann (ROI – Return Of Investment), wenn die Maschine ständig für Messungen zur Verfügung steht und nicht etwa während der Programmierung neuer Messaufgaben blockiert ist. Daher verfügen auch die neuen Messmaschinen über die Möglichkeit der „Offline Programmierung“. Diese Option ermöglicht es den Anwendern, große Teile der Messprogramme an Hand von CAD-Files zu erstellen. Dabei kann der Programmierer zum Beispiel in einem Büro und weit entfernt von der Messmaschine arbeiten, während das Messsystem gleichzeitig im Einsatz ist. Die Programmierung an CAD-Files hat zusätzlich den Vorteil, dass man hier an den Sollmassen programmiert. Ein für die Programmierung verwendetes Werkstück könnte indes bereits Produktionsfehler aufweisen, die dazu führen können, dass ein zu vermessendes Probenmerkmal sich nicht vom Messtaster finden und vermessen lässt. Der Programmieraufwand wird zusätzlich durch spezielle Messtaster verringert, die sich bei Bedarf automatisch an dem zu vermessenden Probenmerkmal ausrichten (Bild 4).
Die Schnelligkeit und einfache Bedienbarkeit des Messsystems ist aber nicht allein ausschlaggebend für die Effizienz, mit der sich das System nutzen lässt. Entscheidend kann auch die Frage sein, wie schnell sich die gewonnenen Messwerte auswerten und archivieren lassen. So lassen sich beispielsweise die Messdaten mühelos per Knopfdruck in Excel übertragen. Dort können automatisch weitere Berechnungen durchgeführt werden und die Daten in ein nach den Wünschen der Anwender gestaltetes Formblatt übertragen werden. Diese Formblätter können zum Beispiel auch automatisch (z.B. nach jedem 10. Werkstück) auf einem Drucker ausgegeben werden.
Die optische Messtechnik stößt dort an ihre Grenzen, wo die wichtigen Probenmerkmale beispielsweise auch nach einer Drehung der Probe nicht optisch zugänglich sind. In solchen Fällen kann man sich im einen oder anderen Fall mit sogenannten tastenden Messsystemen helfen oder man muss die Probe eben doch zerstören (Stichproben).
Anwendungen in der Elektronikindustrie
Ein gutes Beispiel für die Effizienz moderner optische Messsysteme finden wir in der Qualitätskontrolle der Solderball-Produzenten. Hier müssen zum Beispiel Durchmesser und die Rundheit der Kügelchen mit den Sollwerten verglichen werden. In den klassischen Messmethoden zwingt man dazu die „Solderballs“ auf exakt definierte Positionen und führt dann die Messungen durch. Man kann die Kügelchen zum Beispiel über eine Rampe die nur jeweils eine Kugel passieren lässt in das Gesichtsfeld des optischen Messsystems rollen lassen oder alternativ eine Platte aus Plexiglas bauen, an deren Oberflächen sich zahlreiche Bohrungen befinden, an denen von unten ein leichter Unterdruck erzeugt wird. Aufgrund des Unterdrucks lassen sich die „Solderballs“ in den exakt definierten Positionen der Bohrungen fixieren. Beide Lösungen sind sehr aufwändig. Mit Hilfe der intelligenten Suchfunktion kann auf derartig aufwändige Konstruktionen verzichtet werden. Dazu werden die Kügelchen einfach in eine flache transparente Schale gestreut. Die Maschine wird so programmiert, dass der Messtisch – nach dem Zufallsprinzip – Punkte in einem (abhängig von der Ball-Größe) definierten Raster abfährt. An diesen Rasterpunkten werden mit Hilfe spezieller Messtaster die erforderlichen Messungen (Durchmesser, Rundheit) durchgeführt. Sollte sich an einer angefahrenen Rasterposition keine Kugel befinden, hilft die intelligente Suchfunktion beim Auffinden der nächstgelegenen Kugel, und führt die vorgesehene Messung durch.
Ein weiteres typisches Beispiel für die Einsatzmöglichkeit der intelligenten Suchfunktion ist die Kontrolle von Steckverbindern. Damit der Stecker später in die vorgesehene Buchse passt, muss sich jeder Kontakt genau in der richtigen Position befinden. Bei Abweichung von der vorgesehenen Position kann der Kontakt mit Hilfe der Suchfunktion gefunden werden. Auf diese Weise wird die Analyse der Abweichung möglich. Wird zusätzlich die Frage gestellt, ob sich alle Kontaktspitzen wie vorgesehen in einer Ebene befinden, kann in der gefunden Position jedes Kontakts der sehr präzise TTL-Laserautofokus (Through The Lens) zur Ermittlung der Höhe eingesetzt werden.
Die Bestimmung der Positioniergenauigkeit von elektronischen Bauteilen auf Leiterplatten gehört zu den Standardaufgaben in der optischen Messtechnik. Bei Flip-Chips kann beispielsweise eine kleine Verdrehung oder Verschiebung auf der Platine zu Fehl- oder Kurzschlüssen führen. Die genaue Bestimmung der Position eines Bauteils wird dann schwierig, wenn Teile der Proben stark reflektierend sind. In einem konkreten Fall sollten die Positionen von LEDs, die auf stark reflektierenden flexiblen Leiterbahnen aufgeklebt werden, überprüft werden. Diese Aufgabe konnte nur mit Hilfe des neuen LED-Ringlichts (sehr flacher Einfallswinkel) und mit Hilfe von Bildanalysefunk-tionen in der Software (Filterfunktionen) gelöst werden.
Fazit
Die moderne optische Messtechnik wird mehr und mehr zum geeigneten Hilfsmittel in der Qualitätskontrolle. Durch intelligente Softwarefunktionen können optische Messsysteme helfen, die Kundenzufriedenheit zu erhöhen und gleichzeitig die Produktionskosten zu senken. Die Nexiv VMR ist optimiert für den Einsatz in der Elektronikindustrie (Leiterplattenherstellung, Baugruppenfertigung, Steckverbinder etc), Kunststoffindustrie (z.B. Spritzgussteile) und der metallverarbeitenden Industrie (Stanzteile, Schneidplatten etc.).
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}