


So wie die Elektronikindustrie insgesamt unterliegt der Bereich Leiterplattenreinigung kontinuierlichen Veränderungen. Es ist noch nicht so lange her, dass die allgemeine Meinung überwog, dieser Mehrwert-Prozess sei nicht länger erforderlich oder erwünscht. No-Clean-Flussmittel und -Pasten galten als die Zukunft und Reinigung sollte aussterben. Doch dies hat sich geändert. Heute sehen wir in der Industrie viele Kunden, die genau die No-Clean-Flussmittel reinigen müssen, die in der Vergangenheit als Allheilmittel angesehen wurden.
Richard Burke, Speedline Technologies, Franklin (USA)
Das ist schwierig, weil diese Materialien im Gegensatz zu den herkömmlichen wasserlöslichen (organische Säure) und nicht wasserlöslichen (Harz) Flussmitteln nicht für eine Reinigung formuliert wurden und dadurch viel schwerer zu entfernen sind. In der Industrie wird aus vielen Gründen weiter gereinigt, sei es aus kosmetischen Gründen (Erscheinungsbild des Produkts), für langzeitige Produktzuverlässigkeit oder andere Prozessanforderungen wie Underfill und konturgetreue Beschichtung, wo die Oberflächenhaftung kritisch ist.
Wie bei vielen anderen Prozessen der Elektronikindustrie ist auch die Reinigung vom Wechsel von bleihaltigen zu bleifreien Legierungen betroffen. Die Frage, die zu Recht häufig gestellt wird, ist: Welchen Einfluss haben bleifreie Legierungen auf die Fertigung in Bezug auf die Reinigungsanforderungen? Leider gibt es nicht eine Antwort, die für alle Anwendungsfälle richtig ist. Wir wissen, dass die Flussmittel auf Grund der höheren Temperaturen sowohl beim Reflow als auch beim Wellenlöten sowie der verlängerten Kontaktdauer der Welle mit bleifreiem Lot leichter verkohlen. Dadurch sind diese Flussmittel normalerweise schwieriger zu entfernen und können in solchen Fertigungen zu größeren kosmetischen Schwierigkeiten führen, die momentan nicht reinigen. Eines ist sicher: Genau wie der Wechsel zu Bleifrei immer schneller voranschreitet, so wird dies auch im Bereich Reinigung geschehen.
Zurück zu den Grundlagen
Ein erfolgreicher Reinigungsprozess ist tatsächlich ein mehrstufiger Prozess, der sowohl Reinigung als auch Trocknung beinhaltet. Der Erfolg hängt stark von verschiedenen Variablen bzw. Parametern ab, die sich auf den Reinigungs- und den Trocknungsprozess beziehen. Im Reinigungsabschnitt dieses Prozesses gehören dazu die chemische Zusammensetzung der zu entfernenden Rückstände und des Reinigungsmittels, die Fähigkeit des Sprühwassers, Rückstände abzulösen und wegzuspülen, auch wenn diese nicht vollständig vom Reinigungsmittel aufgelöst wurden (mechanische Energie), die angemessene Einwirkung des Reinigungsmediums auf die Rückstände (Zeit) und die höhere Temperatur des Reinigungsmittels, um den molekularen Zusammenbruch der zu entfernenden Rückstände zu beschleunigen. Beim Trocknungsprozess sind mechanische Faktoren, Zeit und Temperatur die ausschlaggebenden Parameter für einen erfolgreichen Prozess.
Vor der Wahl eines bestimmten Reinigungsmittels bzw. der Konfiguration eines Reinigungssystems ist es wichtig, genau zu verstehen, was entfernt werden muss.
Was für Rückstände sollen entfernt werden?
Flussmittelrückstände gehören auf jeden Fall zu den erwarteten Rückständen, sind sie aber wasserlöslich oder erfordern sie eine Reinigungschemikalie, um den Prozess zu unterstützen? Die grundlegende Frage ist wichtig, da sie bei der Auswahl des Reinigungsmittels hilft (nur Wasser oder Wasser mit einer Reinigungschemikalie). Die Antwort hilft auch bei der Definition der Systemanforderungen. Ein Prozess, der nur Wasser einsetzt, ist sehr verschieden von einem, bei dem eine Reinigungschemikalie benutzt wird. Damit ist auch klar, dass sich eine Maschine, die ausschließlich Wasser als Reinigungsmittel einsetzt, sehr von einer Maschine unterscheidet, die eine Reinigungschemikalie benutzt (Bild 1 und 2). Nachdem diese Frage beantwortet ist, muss man sich für eine Reinigungsmethode entscheiden.
Inline oder Batch?
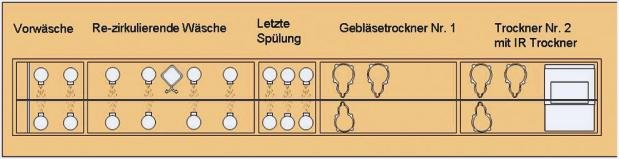
Ein Einzelchargenprozess ist am besten für Anwendungen mit niedrigem Volumen und hoher Produktvielfalt geeignet. Solche Anlagen sind normalerweise preiswerter, sind aber für mittel- bis hochvolumige Fertigungsbedingungen nicht geeignet. Ein Inline-Prozess oder, genauer, ein Luftsprüh-Inline-Prozess ist die in der Elektronikindustrie am häufigsten eingesetzte Methode. Dies ist ein äußerst vielseitiges und weitläufig akzeptiertes Verfahren zur erfolgreichen Reinigung und Trocknung elektronischer Baugruppen. Zu anderen, weniger üblichen Technologien gehören Ultraschall-Batch-, Dampfentfettungs-, Halbwässrige und Zentrifugensysteme. Obwohl wie gesagt eher selten angewandt, kann eine dieser Methoden für Ihre spezifische Anwendung sehr gut geeignet sein. Dieser Artikel beschäftigt sich mit dem Inline-Luftsprühprozess. Im Speziellen werden wir diesen Prozess in seinen verschiedenen Phasen/Modulen untersuchen.
Phase 1 – Vorwäsche:
Die Bedeutung der Vorwäsche wird häufig übersehen. Sie wird oft einfach als Prozessschritt angesehen, wo die zu reinigende Baugruppe benässt wird. Tatsächlich beginnt in diesem Modul bereits der Reinigungsprozess und liefert verschiedene Funktionen, je nachdem, ob der Prozess wasserlöslich (nur Wasser) oder nicht wasserlöslich (Wasser mit einer Reinigungschemikalie) ist. Ein typisches Vorwaschmodul besteht aus mehreren oberen und unteren Sprühverteilern, die jeweils mehrere Flutdüsen aufweisen. Das Reinigungsmedium (Wasser oder Wasser mit einer Reinigungschemikalie) wird üblicherweise vom Waschtank über eine Pumpe in das Vorwaschmodul geführt. Die Funktion des Vorwaschmoduls hängt davon ab, ob es sich um einen wasserlöslichen oder nicht wasserlöslichen Prozess handelt.
Bei einem wasserlöslichen Prozess (organisches säurehaltiges Flussmittel) ist das Vorwaschmodul darauf ausgelegt, den Großteil des exponierten Flussmittels zu entfernen. Dies ist kritisch, da viele dieser Flussmitteltypen Schäumungsmittel (erforderlich für Schaum-Flussmittel-Anwendungen während des Wellenlötprozesses) enthalten, die zu Schaumproblemen im darauf folgenden Waschbad führen können. Bei dieser Anwendung wird das gebrauchte Vorwaschwasser aus der Maschine geleitet, anstatt zurück in den Waschtank. Dieser Vorgang ist auch für das Entfernen von wasserlöslichen Lötstopplacken geeignet, die eventuell während des Wellenlötens eingesetzt wurden.
Bei einem nicht wasserlöslichen Prozess (RMA und viele No-Clean-Flussmittel) fungiert das Vorwaschmodul als eine Erweiterung des Waschmoduls. Der Reinigungsprozess startet mit der beginnenden Zersetzung des Harzes durch die erwärmte Reinigungschemikalie. Im Gegensatz zu dem oben beschriebenen Prozess wird das Vorwaschabwasser in den Waschtank zurückgeleitet, da in diesem Prozess wertvolle Chemikalien eingesetzt werden.
Phase 2 – Re-zirkulierende Wäsche:
Diese Phase ist der Hauptwaschgang und schließt daher die wichtigsten Funktionen ein. Während des Ladens des Produkts muss die Temperatur erhöht und gehalten werden können. Erhöhte Temperaturen sind ein wichtiges Element für die Lösbarkeit von Rückständen. Typische Waschbadtemperaturen liegen zwischen 60 °C bis 65 °C bei wasserlöslichen Flussmitteln und zwischen 65 °C bis 71 °C bei Flussmitteln auf Harzbasis. Bei der re-zirkulierenden Wäsche muss die Reinigungsflüssigkeit außerdem mit maximaler mechanischer Energie auf die Leiterplatte aufgebracht werden. Diese Funktionalität ist umso wichtiger bei Baugruppen, deren Bauteile nur einen geringen Abstand zur Leiterplatte aufweisen, maskierten und/oder abgeschatteten Bereichen sowie bei solchen Rückständen, die aus verschiedenen Gründen mit dem Reinigungsmittel nicht völlig aufgelöst werden können. Moderne re-zirkulierende Waschmodule schließen normalerweise Spezialdüsen oder solche Düsen ein, die maximale Energie auf mögliche Rückstande abgeben. Die wirksamsten dieser Spezialdüsen sind die, die ein zusammenhängendes Sheet Reinigungsmittel mit hohem Volumen und hohem Druck abgeben. Diese Düsentypen in Kombination mit herkömmlichen Flutdüsen gewährleisten maximale Reinigungsleistung.
Aus der Kombination der Länge des Vorwasch- und des re-zirkulierenden Waschmoduls, der mechanischen Fähigkeit, Rückstände zu entfernen, der Effektivität des Reinigungsmittels bei der Auflösung von Rückständen und dem Schwierigkeitsgrad des zu reinigenden Produkts ergibt sich die Geschwindigkeit, mit dem das Inline-Reinigungssystem arbeiten muss (Bild 3).
Phase 3 – Chemische Isolation:
Der Zweck dieser Prozessphase ist es, die Verzögerung bzw. Übertragung der Reinigungschemikalie vom re-zirkulierenden Waschmodul zu den nachfolgenden re-zirkulierenden Spülschritten zu minimieren. Bei wasserlöslichen Anwendungen ist dieser Schritt nicht erforderlich, da keine Reinigungschemikalien verwendet werden. Ansonsten ist diese Phase für den dauerhaften Erfolg des Inline-Reinigungsprozesses äußerst wichtig. Und ganz besonders, wenn das Spülwasser in einem Kreislauf zirkuliert, da die ionischen Eigenschaften vieler Reinigungschemikalien die Lebensdauer des DI-Filtrationsmittels erheblich verkürzen. In diesem Szenario kann der Betrieb ohne eine sorgfältig konzipierte chemische Isolationsphase zu einem teuren Unternehmen werden. Ein effektives chemisches Isolationsmodul sollte verschiedene wichtige Funktionen beinhalten. Dazu gehört eine adäquate Modullänge, denn nur das Isolationsmodul an sich ist nicht ausreichend. Wenn die zu reinigende Baugruppe länger ist als das Isolationsmodul und sie sich damit in drei Modulen gleichzeitig befindet, ist das Modul nicht wirksam. In diesem Fall käme Wasser mit der Baugruppenoberfläche in Berührung und würde direkt über die Baugruppe fließen, während diese sich im chemischen Isolationsmodul befindet, und dann direkt in den Spültank. Die Module müssen außerdem für maximale Wirksamkeit über Luft- und Wasserverteiler verfügen. Wenn die Baugruppe vom Waschen zum Spülen fährt, wird der Großteil des Waschwassers mechanisch mit Air Knifes entfernt. Dieses Chemikalien enthaltende Wasser wird in den Waschtank zurückgeleitet. Daraufhin wird eine niedervolumige Druckwassersprüheinheit eingesetzt, um die verbleibende Waschchemikalie zu verdünnen. Zuletzt wird ein Großteil des verbleibenden, bereits verdünnten Wassers mit Air Knifes entfernt, bevor die Baugruppe in das re-zirkulierende Spülmodul gefahren wird. Jeder dieser Schritte spielt für den erfolgreichen Betrieb eines chemischen Isolationsmoduls eine kritische Rolle (Bild 4).
Phase 4 – Re-zirkulierende Spülung:
In einem wasserlöslichen Prozess liefert diese Phase erhöhte Kapazität/längere Verweildauer im Wasser und an mechanischen Sprühdüsen. Bei einer nicht wasserlöslichen Anwendung ist diese Phase noch wichtiger, da sichergestellt sein muss, dass die Reinigungschemikalie und harzige Flussmittelrückstände von der Baugruppe gespült werden. Dafür muss die Anordnung von Düse/Verteiler mindestens so gut konzipiert sein wie bei einem re-zirkulierenden Waschmodul. Wenn das Chemikalien-haltige Waschwasser an schwer erreichbare Stellen vordringt, muss das auch das Spülwasser tun.
Phase 5 – Letzte Spülung:
Dies ist die letzte Nassphase in einem Inline-Reinigungsprozess. Wie beim Vorwaschmodul wird die Bedeutung dieser Phase häufig übersehen. Oft werden Einzelsprühverteiler eingesetzt, um die Equipmentkosten zu reduzieren, allerdings auf Kosten der Leistungsfähigkeit. Da dies die letzte Nassphase ist und diejenige, bei der das sauberste Wasser benutzt wird (oft DI Wasser im Bereich 1– 18 Megaohm), sollten hier keine Kosten eingespart werden. Der Zweck dieser Phase ist es, alle verbleibenden Rückstände zu verdünnen und von der Baugruppenoberfläche zu spülen. Nach dem Sprühvorgang läuft das Wasser der letzten Spülung in den Spültank und bei wasserlöslichen Anwendungen vom Spültank in den Waschtank. Bei einer nicht wasserlöslichen Anwendung läuft das Spülwasser nicht zum Waschtank, sondern wird aus dem Reinigungsgerät entweder in einen Abfluss oder in ein geschlossenes System geleitet.
Phase 6 – Trocknung:
Die Trocknung ist die letzte Phase eines Inline-Reinigungsprozesses. Hier wird das Wasser durch mechanisches Stripping entfernt oder durch Verdunstung in Bereichen, wo mit mechanischen Mitteln nicht hinzukommen ist. Die mechanische Entfernung ist generell die bessere Methode, da damit sichergestellt wird, dass alle Verunreinigungen von der Baugruppe entfernt werden. Verbleibende Verunreinigungen werden von der Baugruppe geblasen, während das Wasser abgestreift wird. Leider weisen manche Baugruppen blinde Stellen auf und/oder einen sehr niedrigen Bauteilabstand, in die die Luft eines Gebläses und einer Air Knife Kombination nicht vordringen kann. In solchen Fällen muss das verbleibende Wasser durch Verdunstung entfernt werden. Dies ist ein weiterer Grund, warum der Einsatz von DI Wasser im letzten Spülgang empfehlenswert ist. Hier wird das Wasser durch mechanisches Stripping entfernt oder durch Verdunstung in Bereichen, wo mit mechanischen Mitteln nicht gearbeitet werden kann. Wenn kein DI Wasser benutzt wird, können harte Wasserrückstände in Wasserflecken zurückbleiben, die das kosmetische Erscheinungsbild beeinträchtigen. Erhöhte ionische Rückstände, die zurückbleiben, sind allerdings ein schwerwiegenderes Problem. Solche Rückstände können zu langwierigen Zuverlässigkeitsproblemen führen.
Sonstige Faktoren
Bei einem Inline-Reinigungsprozess müssen auch die abfließenden Strömungen berücksichtigt werden. Dazu gehören Wasser mit oder ohne chemische Zusätze, je nach verwendeten Reinigungsmedien, und die Abluft. Systemlösungen wie in sich geschlossene Systeme mit entionisiertem Wasser (DI) können und sollten zur Minderung der abfließenden Strömungen berücksichtigt werden. Solche Systeme sind nicht nur umweltfreundlich, sondern bieten auch Kostenvorteile und unterstützen die Löslichkeit der zur entfernenden Rückstände, da entionisiertes Wasser aktiver/aggressiver ist als Leitungswasser.
In sich geschlossene wässrige Reinigungssysteme gelten als allgemein akzeptierte Prozesslösung, die verschiedenste Vorteile bietet (niedrigere Betriebskosten, bessere Reinigungsleistung und höhere Umweltfreundlichkeit). Das am weitesten verbreitete Konzept ist der Einsatz eines Kohlenstoff- und Ionen-Filtermediums als Mechanismus zur Entfernung von Unreinheiten im Wasser, während es durch die unterschiedlichen Mediumgefäße fließt. Ein typisches Filtrationssystem setzt sich normalerweise aus den folgenden Mediumtypen zusammen:
(HMR) = Entfernung von Schwermetall (Heavy Metal Removal): Entfernung von Blei und/oder anderen positiv geladenen Ionen.
(GAC) = Granulöse Aktivkohle (Granular Activated Carbon): Entfernung organischer Materialien.
(CA) = Kation (Cation): Entfernung positiv geladener Ionen.
(AN) = Anion: Entfernung negativ geladener Ionen.
Der resultierende Ausstoß eines solchen Systems ist von der Qualität entionisierten Wassers im Bereich von 1 bis 3 Megaohm. Entionisiertes Wasser dieser Qualität ist für die meisten elektronischen Baugruppen mehr als ausreichend. Wenn ultrareine Wasserqualität erforderlich ist, steigert der einfache Zusatz einer Mischschicht nach der Kationschicht die Wasserqualität auf einen Bereich zwischen 10 und 18 Megaohm. Bei wasserlöslichen Anwendungen ist die gesamte Reinigungsanlage normalerweise in sich geschlossen, während bei nicht wasserlöslichen Anwendungen die Spül- und letzte Spülmodule in sich geschlossen sind.
Die Zukunft der Reinigung mit Wasser
In einer sich so schnell ändernden Industrie wie der unseren ist es schwer vorauszusagen, wie die Reinigungsanforderungen der Zukunft aussehen. Die Hersteller von Reinigungsequipment und Chemikalien wie Flussmittel, Paste und Reinigungsmitteln werden allerdings weiter eng zusammenarbeiten, um sicherzustellen, dass der Markt auf veränderte Materialien, besonders im Bereich Bleifrei, vorbereitet ist.
Die Hersteller der Reinigungssysteme werden Reinigung, Trocknung und Regelkreissysteme zur Maximierung der Leistungsfähigkeit weiterentwickeln. Für alle ist Reduzierung der Betriebs- und Investitionskosten immer ein wichtiger Aspekt. Die Industrie wird in Zukunft weiter dazu gedrängt werden, die Energiekosten sowie den Einfluss auf die Umwelt zu reduzieren. Chemikalienlieferanten fahren fort, Materialien zu formulieren, die weniger belastend für Reinigungsprozess und Umwelt sind. Das Ziel sind leichter lösliche Pasten- und Flussmittelrückstände, damit zu deren Entfernung weniger Energie erforderlich ist.
Das Fazit ist: Die Antworten auf die Reinigungsanforderungen des Marktes existieren. Und gemeinsam mit dem Kunden kann genau definiert werden, was wichtig ist, um bewährte Lösungen für heute und morgen zu liefern.
EPP 423
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}