Der Lotpasten-Druck ist in der Fertigung immer noch die größte Fehlerquelle. Dabei sind für die Qualität des Drucks nicht nur die Drucker, die Schablonen und die Lotpaste vonBedeutung, auch die verwende-ten Rakel spielen eine maßgeb-liche Rolle. Im folgenden Artikel werden Metallrakel mit Permalex-Kante beschrieben, die die Qualität des Pastenauftrags steigern.
PB-Technik, Hanau
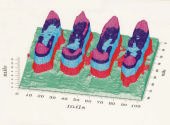
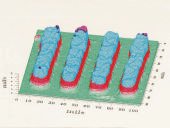
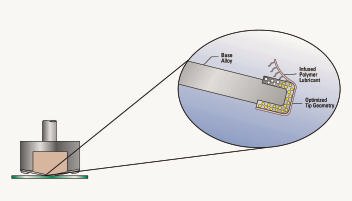
Die heute üblicherweise im Lotpasten-Druck eingesetzten Polymer-Rakel haben die Eigenschaft, beim Ziehen über die Schablone in das Lotdepot einzutauchen und Paste aus den Schablonenöffnungen zu schaufeln. Beim Abheben der Schablone entstehen, wie in Bild 1 gezeigt, Vertiefungen in den Depots, die eine sichere Verbindung zwischen Bauelement-Anschluss und Leiterplatte gefährden. Im Gegensatz dazu gleiten Permalex-Rakel leicht über die Schablonenoberfläche, wobei sie nicht den Kontakt mit der Oberfläche verlieren. Die gefederte Präzisions-Metallkante gleitet über die Schablonenöffnungen hinweg, ohne Paste hochzusaugen oder zu schöpfen (Bild 2). Dabei bleiben feine Details scharf und eine Brückenbildung wird weitgehend verhindert. Diese Rakel gehen nicht einfach über hohe Stellen hinweg, sondern passen sich unebenen Oberflächen auch bei gestuften Schablonen an. Somit werden präzise Druckergebnisse mit geringeren verfahrenstechnischen Schwankungen und eine höhere Produktqualität erzielt. Die Kante der Permalex-Rakel zeichnet sich durch eine geringe Reibung, eine hohe Härte und eine lange Lebensdauer aus. Dabei liefern sie eine kon-stante Druckqualität sowohl bei großen D-Pak-Schablonenöffnungen als auch bei Bauelementen mit Ultra-Fine-Pitch-An-schlüssen. Die glatte Kante reduziert Zug und Dehnung der Schablone, wodurch bessere Lagegenauigkeit und längere Schablonenlebensdauer erreicht werden. Weil sich die Rakel an den Schablonenöffnungen nicht verformen und somit keine Paste angesaugt wird, kommt es seltener zum Verlaufen und Verstopfen. Damit ist die Notwendigkeit der Reinigung entsprechend geringer. Die verschleißarme Permalex-Kante (Bild 3) wurde für starke mechanische und chemische Beanspruchungen der SMT-Druckverfahren entwickelt. Kosten für Nachbearbeitung und Schärfen des Rakelblatts entfallen damit und die Ausfallzeiten für das Tauschen werden minimiert. Durch das leichte Gleiten der Rakel über die Schablone findet auch kein Verschieben des Boards während des Druckvorgangs statt, womit Schablone und Leiterplatte genau zueinander aus-gerichtet bleiben. Die Rakel sind in manueller Ausführung und als Nachrüst-satz für die meisten Drucker erhältlich. Metallrakeln mit Permalex-Kante sind außer-dem mit gestuften Schablonen kompatibel.
Dünnere Schablonen
Weil Probleme wie das Eintauchen oder das Hängenbleiben von Paste bei Metallrakeln mit Permalexkante nicht auftreten, können dünnere Schablonen für die gleiche Lotpastenmenge verwendet werden. Der Hersteller der beschriebenen Rakel, Transition-Automation, empfiehlt als Faustregel ein Verringern der Schablonendicke um 50 mm. Durch das Verwenden dünnerer Schablonen kann eine übermäßige Brückenbildung wegen zu großer Lotpasten-Mengen verhindert werden. Bei dünneren Schablonen kommt es auch seltener zum Verstopfen. So ergibt sich ein Verfahren, das scharfe Konturen und eine einheitliche Lotpastenhöhe liefert. Für gestufte Schablonen wird ein Min-destabstand zwischen Stufenkante und Öffnung von 3 mm je 50 mm Stufe empfohlen.
Optionale Paste-Retainer
Der Einsatz von Paste-Retainern ist ein weiterer Schritt im Bereich der Druck-technik. Diese Retainer sorgen dafür, dass die Paste innerhalb des Druckbereiches bleibt, wodurch ein Einschreiten desBedieners seltener erforderlich ist undder tatsächliche Produktionsdurchsatz erhöht wird. Da die Paste nicht mehr zur Seite wegrutschen und dort vor-zeitig trocknen kann, werden Pastenver-luste weitgehend vermieden und somitdie Produktionskosten gesenkt. Sie sind wie die Permalex-Rakel zum Nachrüsten der meisten Industrie-Siebdrucker erhältlich. Vorteile der Paste-Retainer sind unter anderem:
• Die Paste bleibt innerhalb des Druckbereichs
• Der Produktionsprozess wird nichtunterbrochen und damit die Effizienz gesteigert
• Es treten weniger Pastenverluste durch frühzeitiges Trocknen der Paste auf
• Die Lötqualität wird durch die frisch bleibende Paste verbessert
Sie sind für die meisten Metallrakel mit Permalex-Kante erhältlich und für wiederholbaren Fine-Pitch-Druck ohne Schöpfen bis 0,3 mm Pitch geeignet.
EPP 163
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}