
Am 01.05.2011 jährte sich zum zwanzigsten Mal die Gründung der BuS Elektronik GmbH & Co. KG (BuS=Bayern und Sachsen), einem Familienunternehmen, das teilweise aus dem ehemaligen Robotron bzw. Elektronik Riesa hervorgegangen ist und heute mit einem Umsatz von über 80 Mio. Euro zu den Top EMS-Firmen in Deutschland zählt.
Göpel electronic, Jena & BuS Elektronik, Riesa
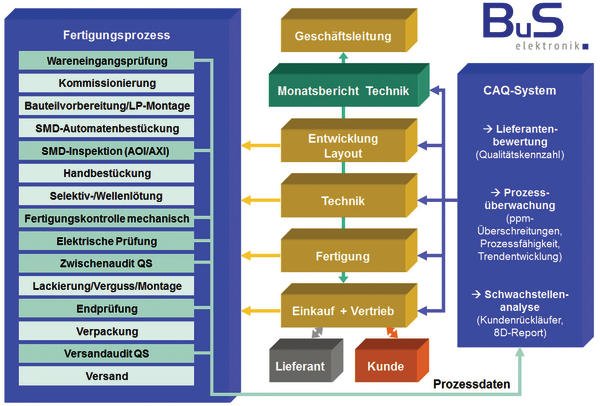
BuS Elektronik produziert jährlich über 15 Millionen Baugruppen bei Losgrößen zwischen 1 und 1 Million, wobei es sich um über 2.200 verschiedene Leiterplattentypen handelt, die für Kunden aus den Bereichen Automotive, Industrieelektronik, Kommunikationstechnik, Medizin- oder Verkehrstechnik gefertigt werden. Die durchschnittlichen Losgrößen liegen bei 900 bis 1.000 Stück. Dabei handelt es sich um einfache bestückte Leiterplatten mit zwei oder drei Bauelementen bis hin zu 14-lagigen Platinen mit mehr als 10.000 Lötstellen. Gerade in diesem Bereich ist High Mix/Low Volume zu verzeichnen, was natürlich große Herausforderungen an die Produktions- und Qualitätssicherungssysteme darstellt. Das Unternehmen verfügt über modernste Anlagen, beispielsweise zur SMD- oder THT-Bestückung, Einpresstechnik oder Reflowlötung sowie verschiedenste Systeme zur optischen und elektronischen Prüfung der gefertigten Baugruppen.
Qualität ist oberstes Ziel
Die Qualitätssicherung ist im Unternehmen kundenwunschabhängig, d.h. der Kunde legt fest, welche Testmethoden eingesetzt werden sollen. Allerdings empfehlen die Mitarbeiter des Riesaer Unternehmens entsprechende Technologien, um einerseits die Fehler- und Testabdeckung so hoch wie möglich zu gestalten und damit deine optimale Qualität der Baugruppen zu gewährleisten. Dabei werden alle gängigen Testmethoden vom In-Circuit-Test, Flying-Probe-Test, MDA, Boundary Scan bis hin zum Funktionstest und Automatische Optische Inspektion (AOI) eingesetzt.
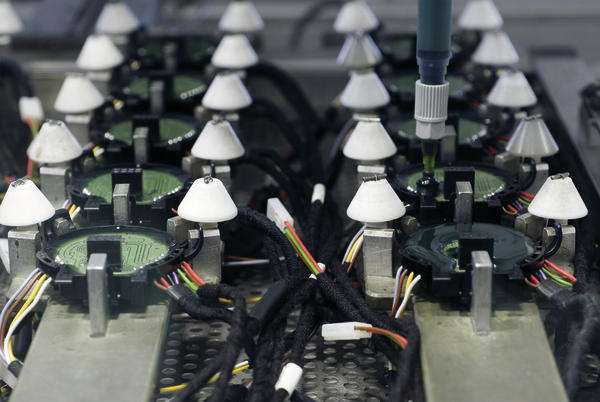
Zuvorderst setzt man in der Fertigung auf Inlinesystemen zur optischen und elektrischen Kontrolle. Damit beschreitet der „Auftragsfertiger des Jahres 2003“ den an sich normalen Weg. Doch das Unternehmen steht in speziellen Fällen auch vor speziellen Anforderungen. So fertigt man Baugruppen für Kfz-Spiegel, die in Werkstückträgern zu je 20 Platinen gelagert sind und mit diesen optisch überprüft werden müssen. Axel Jacob, Leiter Technologie, erklärt: „Das ist keine triviale Sache, denn der Werkstückträger ist vorgegeben und die Abmessungen schränken den Einsatz eines AOI-Systems ein.“ Also suchte man für diesen Fall einen AOI-Anbieter, der eine Lösung für diese projektbezogene Applikation liefern konnte und entschied sich nach eingehender Prüfung für Göpel electronic, die bereits 2001 ein speziell konzipiertes Inspektionssystem geliefert hatten. „Für diese spezielle Sache ist Göpel electronic ein guter Partner“, sagt Axel Jacob. Die Kapazität der zu prüfenden Baugruppen war für das alte Stand-alone-System nicht mehr abdeckbar, daher wurde ein neues OptiCon BasicLine beim AOI-Anbieter aus Jena geordert.
Eine weitere Herausforderung bestand in der Kontrolle bedrahteter Anschlüsse. „In diesem Bereich hat Göpel electronic besondere Eigenschaften entwickelt“, sagt Axel Jacob und fügt hinzu: „Wir fühlten uns von Anfang an gut aufgehoben.“
Speziell konfiguriertes AOI für spezielle Applikation
Pro Tag werden von diesen Baugruppen für Kfz-Spiegel ca. 9.000 Stück gefertigt. Abgesehen von der Masse von 5 kg, die das AOI-System aufnehmen muss, besteht die Herausforderung darin, 20 Baugruppen in einem Prüfablauf zu inspizieren. Obwohl die zu prüfenden Platinen keine Passermarken besitzen, werden Passermarken-geeignete Strukturelemente zur Inspektion genutzt. Das Prüfprogramm im OptiCon BasicLine ermittelt Kontrollpunkte und der Rahmen verfährt in eine bestimmte Position. Axel Jacob erklärt: „Es ist eine Gradwanderung. Einerseits sollen Pseudofehler nahezu ausgeschlossen werden, andererseits darf auch kaum Schlupf entstehen.“ Dabei ist Zeit ein weiteres entscheidendes Kriterium, denn „Nachbehandlungen“ wie eine manuelle Inspektion oder Nachlöten müssen in einem übersichtlichen Rahmen stattfinden. Die Aufgabe besteht außerdem darin, dass kein Zinn herausragen darf und keine Überlagerungen vorhanden sein dürfen. Dabei spielt die Lötqualität keine Rolle.
Im Detail ist der Ablauf wie folgt ab: wenn der Rahmen in Ordnung und geprüft ist, wird ein Steuerbit gesetzt, welches vom AOI-System erkannt wird. Nach erfolgter Prüfung wird die Vergussmasse auf die Baugruppen aufgetragen. Nach dessen Aushärtung wird das Steuerbit zurückgesetzt und der Rahmen mit neuen Baugruppen bestückt.
Elektrischer Test aus Jena
Bei BuS Elektronik vertraut man aber nicht nur auf die optischen Testlösungen aus Jena, sondern setzt seit einigen Jahren auch Boundary-Scan-Systeme des Unternehmens ein. Früher wurden die meisten Boundary-Scan-Tests ins Fraunhofer Institut ausgelagert, aber ein Kunde wünschte sich entsprechende Kontrollen mit Equipment des Thüringer Unternehmens auch in Riesa. Die Prüfexperten bezogen daraufhin ein kosteneffizientes Stand-alone-System namens Scanbooster/USB, da der Kunde die gleiche Testerkonfiguration im Haus hat. Der Vorteil ist, dass die Prüfprogramme bei diesem Kunden erstellt, und somit 1:1 übernommen werden können. Dabei werden einfache, nicht komplexe Boundary-Scan-Tests wie Interconnectiontests oder Infrastrukturtests durchgeführt. Da im Unternehmen eher selten Baugruppen gefertigt werden, die hochkomplexer Boundary-Scan-Tests bedürfen, wird Boundary Scan meist als „ergänzende Prüfung eingesetzt, die vorrangig durch Kunden getrieben werden“, sagt Matthias Tracksdorf, Leiter Prüftechnik. „Wir geben je nach Status Empfehlungen – auch für das Design-for-Testability. Am Ende hat der Kunde natürlich das letzte Wort.“ Da die meisten Baugruppen größtenteils mit analogen Bauelementen bestückt werden, wird Boundary Scan entweder als integrierter Test zur Erhöhung der Testabdeckung oder eben für spezielle Fälle eingesetzt.
Testlösung zur Bus- kommunikation via LIN
Der Umfang der eingesetzten Testsysteme des Herstellers setzt sich aber noch weiter fort. Für die elektrische Funktionsprüfung einer Automotive-Baugruppe, die Nachrichten nach LIN-Spezifikation 2.0 benötigte, musste ein entsprechender Controller angeschafft werden. Thomas Fischer aus der Abteilung TPT erklärt: „Der vorher verwendete LIN-Controller unterstützte nur Nachrichten nach LIN-Spezifikation 1.x, und außerdem nur eine feste Baudrate.“
Auf der Suche nach einer Alternative gab es folgende Vorgaben:
- Einfacher Anschluss an einen PC (RS232, USB, usw.)
- Einfache Einbindung in die Softwareumgebung LabWindows/CVI von NI
- Mindestens eine LIN-Schnittstelle
- Preisgünstig (max. 1000 EUR)
- Variable LIN-Baudrate
Im Zuge der Recherche nach der optimalen Lösung wurden von drei verschiedenen Anbietern Testsysteme geordert und getestet. Und auch hier machte das Jenaer Unternehmen das Rennen, besser gesagt die Testeinheit smartCAR. Hierbei handelt es sich um ein universelles, modulares und portables Hardware-Interface für die einfache Nutzung der Kommunikationsschnittstellen CAN, LIN, K-Line durch extern ansteckbare Transceivermodule. Die Systemanbindung erfolgt über eine USB 2.0 Schnittstelle. Dank dieser Testeinheit sind Transportprotokolle, Diagnose und Restbussimulationen (on-board) realisierbar. Das kompakte Testsystem erfüllte alle Anforderungen und noch mehr, wie Thomas Fischer erklärt: „Die Kommunikation mit der Baugruppe funktionierte nach sehr kurzer Einarbeitung absolut fehlerfrei, außerdem war die Unterstützung durch den Support sehr gut.“ Die Testeinheit kann außerdem nicht nur für LIN verwendet, sondern auch auf andere Schnittstellen z.B. CAN umgerüstet werden. Zusätzlich sind Gerätesoftware/Treiber und Routinen auch für andere Interfacekarten verwendbar, etwa PXI-Karten für LIN oder CAN. Inzwischen sind vier Anwendungen unter Verwendung des smartCAR auf zwei verschiedenen Funktionstestplattformen entstanden.
Zusammenfassung
Das Riesaer Unternehmen baut auf drei verschiedene Testlösungen aus Jena. Ob elektrischer Test mittels Boundary Scan, optische Inspektion mit einem genau konfektionierten AOI-System oder Buskommunikation mit Automotive Test Equipment – die Lösung kommt in jedem Fall aus Jena. Drei verschiedene Testsysteme aus einer Hand. Dies unterstreicht den Slogan des Unternehmens „Get the total Coverage!“ auch in praktischer Art und Weise.
Unsere Whitepaper-Empfehlung

Entdecken Sie wie die automatische Röntgeninspektion (3D-AXI) in höchster Geschwindigkeit mit zweifelsfrei klaren und detailreichen Bildern bestmögliche Produktqualität sichert und die Kosten senkt.
Teilen:








{kind=link}