



Veränderte Kundenanforderungen, neue Produkte und Materialien und vor allem hochschmelzende Mehrstofflegierungen erfordern ein Umdenken beim Reflowlöten. Waren bisher insgesamt vier Heizzonen für die Erzeugung eines guten Reflow-Temperaturprofils mit niedrigem D T absolut ausreichend, so stellen bleifreie Mehrstofflegierungen eine neue Herausforderung dar und erfordern bei gleicher Heiz- zonen- und Maschinenlänge mehr Flexibilität.
Dr. Ronny Horn &, Heike Schlessmann, SEHO Systems, Kreuzwertheim
Das Gleiche gilt für die Prozessgasreinigung. Die deutlich gestiegenen Prozesstemperaturen im bleifreien Lötprozess führen unweigerlich zu höherem Aufkommen von Ausgasungen, z. B. aus der Paste, den Komponenten, aus Lötstopplack und Leiterplattenmaterial sowie aus Reaktionsprodukten dieser Stoffe. Dieser Hintergrund führt zwangsläufig zu maßgebenden Veränderungen in der Anlagen- und Prozesstechnik moderner Reflow-Lötsysteme.
Nach fast zweijähriger Entwicklungsphase stellte Seho sein neues Reflow-Lötsystem MaxiReflow vor. Ziel bei der Entwicklung dieses neuen Ofens war es, den neuen Anforderungen Rechnung zu tragen und darüber hinaus noch einen Schritt weiter zu gehen. Was sich in der Theorie und in Laborversuchen als positiv erwies, musste sich jedoch in der Praxis noch beweisen. Mit der Firma Rafi wurde ein anspruchsvoller Partner gefunden, der die MaxiReflow in den vergangenen Monaten im Dreischichtbetrieb auf „Herz und Nieren“ getestet hat.
Im Hause Rafi werden für die Entwicklung und Herstellung der Produkte, die jährlich in Millionenstückzahlen die Werke verlassen, modernste Systeme eingesetzt. CAD-Anlagen unterstützen die Konstrukteure, Präzisionsteile werden auf CNC-gesteuerten Maschinen hergestellt. Concurrent Engineering garantiert optimale Ergebnisse, da schon in der Entwicklungsphase eines Produktes Fertigungsplanung und Qualitätssicherung einbezogen werden.
Die Produktionsmethoden orientieren sich sowohl an ökonomischen als auch an ökologischen Maßstäben. Ziel ist die Erreichung eines definierten Qualitätsstandards bei optimaler Wirtschaftlichkeit sowie ein hohes Maß an Umweltverträglichkeit.
Das Transportsystem der MaxiReflow
Äußerst innovativ und weltweit einzigartig stellt sich das neue Transportsystem „LowMassConveyor“ der MaxiReflow dar.
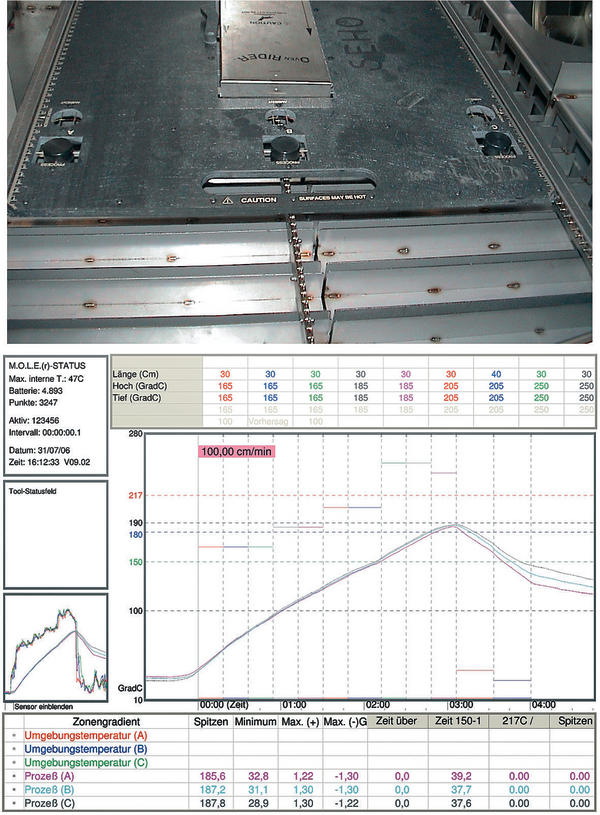
Bei diesem Transportsystem werden die Kettenführungsprofile von durchlaufenden Stahlseilen getragen, die mit einer Zugkraft von jeweils 1,5 Tonnen durch die gesamte Anlage gespannt sind. Damit wird eine absolute Parallelität der Kettenführungsprofile erreicht, gleichzeitig können extrem „schlanke“ Kettenführungsprofile verwendet werden, die damit „thermisch unsichtbar“ sind. Ein ähnliches Prinzip wird für die Mittenunterstützung verwendet, die damit ebenfalls auf dem Temperaturprofil nicht zu sehen ist (Bild 1). Sowohl das Leiterplattentransportsystem als auch die Mittenunterstützung stellen eine minimale thermische Masse dar und bieten damit der heißen Gasströmung im Ofen keinen Widerstand (Bild 2).
Ein weiterer Vorteil dieses innovativen Transportsystems ergibt sich für den Bereich der Wartung. Da die Parallelität der Kettenführungsprofile nicht durch Spindeln im Ofen, sondern allein durch die Zugkraft der Spannseile erzielt wird, ist nur noch ein Spindelmechanismus innerhalb der Prozesszone erforderlich. Damit ist weniger potenzielle Angriffsfläche für die Kondensation von verunreinigtem Prozessgas gegeben, wodurch der Wartungsaufwand und möglicher Verschleiß auf ein Minimum reduziert werden.
Dieses neue Konzept überzeugte auch die Juroren bei der Vergabe des international anerkannten „Global Technology Award 2006“. Sie bewerteten die MaxiReflow als das innovativste Lötsystem, das im Jahr 2006 auf den Markt gebracht wurde.
Eine effektive Wärmeübertragung ist gefragt
Die Effektivität der Wärmeübertragung ist bei modernen Reflow-Lötsystemen eines der wichtigsten Kriterien. Allgemein gilt: Je niedriger die eingestellten Ofentemperaturen sind, desto geringer ist die thermische Belastung für Bauteile und Leiterplattenmaterial und desto niedriger ist auch die Oxidationsrate. Da der bleifreie Lötprozess aufgrund des kleineren Prozessfensters insgesamt weniger Raum für potenzielle Fehlereinflüsse bietet, spielt die Flexibilität des Reflow-Lötsystems darüber hinaus eine wichtige Rolle. Hier haben definitiv Anlagen „die Nase vorn“, die über eine ausreichende Anzahl an Zonen, speziell im Peakbereich, verfügen.
Bei Rafi in Ravensburg wurde eine MaxiReflow 3.6 evaluiert, die über sieben Vorheizzonen und fünf Peakzonen verfügt. Durch diesen Mehrfach-Peak bietet sich die Möglichkeit, die Zeit über Liquidus und das D T auf der Leiterplatte zu beeinflussen, ohne dass weitere wesentliche Ofenparameter, wie zum Beispiel Transportgeschwindigkeit oder Vorheiztemperaturen, verändert werden. Das System verfügt über die bewährte Tangentiallüftertechnologie der FDS MaxiPower-Serie. Ein hohes Gasumwälzvolumen bei gleichzeitig moderaten Strömungsgeschwindigkeiten sorgt dabei für eine sehr effiziente und homogene Wärmeübertragung auf die Flachbaugruppen, so dass man mit vergleichsweise niedrigen Einstelltemperaturen arbeiten kann.
Dies kommt den heutigen Anforderungen mit dem engen Prozessfenster der bleifreien Lötprozesse entgegen. Alle Bauteile werden sicher gelötet, während die Temperaturbelastung insbesondere der massearmen Bauelemente deutlich reduziert wird. Gleichzeitig werden die Temperaturunterschiede zwischen massereichen und massearmen Bauelementen sichtbar reduziert. „Im Hause Rafi spielt vorrangig die Minimierung des D T eine wichtige Rolle“, erklärt Bernd Spahlinger, verantwortlich für den Bereich Prozesstechnologie im Unternehmen. „Auf vielen zu verarbeitenden Baugruppen sind Bereiche mit großen unterschiedlichen thermischen Massen zu finden. Diese unterschiedlichen thermischen Massen machen es schwierig, für alle Bereiche auf der Baugruppe eine geeignete Lötumgebung zu gewährleisten“, so Bernd Spahlinger weiter. „Durch das Prinzip des Mehrfach-Peaks lassen sich hier jedoch sehr gute Ergebnisse erzielen.“
Um ein möglichst kleines D T zu erzielen, wurde die Temperatureinstellung in der ersten Peakzone höher gewählt als in den folgenden. Wichtig ist hierbei, dass der Anstiegsgradient von max. 3 K/Sek. berücksichtigt wird. Durch dieses Verfahren wurde mit der getesteten Baugruppe ein D T von 18,5 K erreicht. Gemessen wurde dieser Temperaturunterschied zwischen der Leiterplattenoberfläche und einer sehr massereichen Kupferspule. Bei einem System mit gleicher Heizzonenlänge, jedoch geringerer Anzahl an Heizzonen war hier lediglich ein D T von 25 K zu erzielen.
„Ein weiterer sichtbarer Vorteil des Multi-Peaks ist die maximale Temperatur im Peakbereich“, erläutert Bernd Spahlinger. „Durch das gesonderte Regeln der einzelnen Zonen wird es möglich, einen flachen Peak zu erzeugen. Hierdurch kann die Lötzeit über Liquidus variiert werden, ohne dass die maximale Temperatur im Peak angehoben wird, was letztendlich eine geringere Temperaturbelastung für die Baugruppen bedeutet.“
Effiziente Prozessgasreinigung spart Geld
Ein effizientes Kondensat-Management-System mit Prozessgasreinigung ist für ein modernes Reflow-Lötsystem ein absolutes Muss, um sicherzustellen, dass die unweigerlich entstehenden Dämpfe nicht innerhalb des Prozessraums oder – was noch wesentlich höhere negative Auswirkungen hätte – auf den Produkten kondensieren.
Die bei Rafi getestete MaxiReflow ist mit einem weiterentwickelten Prozessgasreinigungssystem ausgestattet, das lange Wartungsintervalle ermöglicht. Neu ist hierbei, dass alle beheizten Zonen direkt an die Prozessgasreinigung angeschlossen sind. Das entnommene Prozessgas wird zudem innerhalb des heißen Bereichs bis zur Reinigungsstelle geführt, um eine kontrollierte Kondensation zu gewährleisten. Die erste kalte Stelle, auf die das zu reinigende Prozessgas trifft, ist das Reinigungssystem selbst: ein thermisch konditionierbarer Abscheidezyklon.
Physikalisch gut durchdacht, aber auch praxistauglich? Bei der Installation der Testanlage bekamen die Mitarbeiter die „Anweisung“, die Lötanlage nicht zu reinigen. Ein Härtetest sollte zeigen, ob die Prozesstechnologen bei Seho mit ihren physikalischen Berechnungen und Labortests richtiglagen. Nach 1160 Betriebsstunden (dies entspricht etwa 9 bis 10 Wochen Produktionszeit) ohne Reinigung und 26 300 Leiterplatten, ein Großteil davon im Format 340 x 340 mm mit 6 Nutzen, wurde die MaxiReflow erstmals „unter die Lupe genommen“. Das Ergebnis stellte nicht nur die Prozesstechnologen von Seho, sondern auch Rafi zufrieden:
Der Sammelbehälter am Abscheidezyklon war zu 90 % gefüllt (Bild 3). Die Innenwände des Zyklons waren ca. 7 mm dick mit Rückständen belegt, die sich mit einem Industriestaubsauger einfach entfernen ließen. Viel wichtiger jedoch: Die Heizzone wies nahezu keine Rückstände auf und war absolut sauber, Rückstände befanden sich lediglich im Einlauftunnel, der jedoch mit einer Anti-Haftbeschichtung versehen und einfach zu reinigen ist. Derzeit wird bei Rafi im Vierwochenrhythmus gereinigt. Die Reinigung des Zyklons ist in kurzer Zeit erledigt, und die Rückstände fallen in absolut konzentrierter Weise an. Wenn schon problematischer Abfall (unter Umständen), dann bitte nur wenig davon!
Auch für kleine bis mittlere Fertigungsserien
Nach dem erfolgreichen Start der MaxiReflow, die auf große Fertigungsserien ausgelegt ist, wurde das Reflow-Produktionsprogramm konsequent erweitert. Mit der PowerReflow steht nun auch ein innovatives Reflow-Lötsystem für kleine bis mittlere Fertigungsserien zu einem äußerst attraktiven Preis zur Verfügung. Dabei hat man die Ergebnisse aus dem Feldtest mit der MaxiReflow in die Entwicklung der PowerReflow einfließen lassen. Das mit dem Global Technology Award 2006 ausgezeichnete Transportsystem der MaxiReflow wurde genauso in der PowerReflow umgesetzt wie das effektive Prozessgasreinigungskonzept.
Darüber hinaus verfügt die PowerReflow über eine bisher einzigartige Einlüfter-Technologie mit Tangentiallüfter (Bild 4). Dieses neue Lüfterkonzept bedient gleichzeitig den oberen und unteren Anlagenbereich und sorgt damit für eine sehr gleichmäßige und effektive Wärmeübertragung mit hervorragenden Lötergebnissen.
SMT, Stand 9-536
EPP 432
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}