

Die europäische Gesetzgebung hat mit der RoHS und der WEEE (beide sind mit dem ElektroG in nationales deutsches Recht umgesetzt worden) die Einführung des bleifreien Lötens weltweit erzwungen. Die technologische Folge hieraus ist ein wesentlich geringeres Prozessfenster beim Reflowlöten. Nach unten wird das Prozessfenster begrenzt durch den Schmelzpunkt der gewählten bleifreien Lotlegierung.
Dr. Hans Bell, rehm Anlagenbau, Blaubeuren
Der Favorit für das Reflowlöten ist das Legierungssystem Zinn-Silber-Kupfer (SnAgCu). Im Bereich 3,0 bis 4,7 % Silber und 0,5 bis 3,0 % Kupfer hat diese Legierung einen sehr schmalen Schmelzbereich bei 216 bis 217 °C [1]. Für die Zuverlässigkeit der Lötstellen spielt die präzise Zusammensetzung dieser Legierung keine signifikante Rolle, wie eine kürzlich veröffentlichte IPC-Studie über die Lote 96.5Sn3.0Ag0.5Cu, 95.5Sn3.8Ag0.7Cu und 95.5Sn4.0Ag0.5Cu berichtet [2].
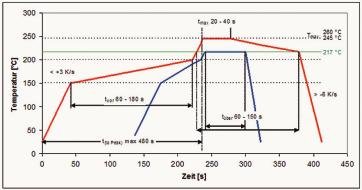
Die wesentliche Temperaturbegrenzung nach oben erfährt das Prozessfenster durch Verarbeitungsbeschränkungen der verwendeten Materialien und Komponenten. Insbesondere feuchteempfindliche Bauelemente sind hierbei kritisch zu bewerten. Der Standard IPC JEDEC J-STD-020C klassifiziert die feuchteempfindlichen nicht hermetischen SMD u. a. nach ihren Packageabmessungen und begrenzt die maximale Reflowtemperatur für Packagedicken $2,5 mm und Packagevolumen $350 mm³ auf 245 °C [3]. Aufheiz- und Abkühlgradienten (+ 3 K/s, – 6 K/s) sowie die Begrenzung der Verweilzeiten über bestimmten Temperaturniveaus sind zusätzliche Beschränkungen. Das Bild 1 zeigt das Arbeitsfenster für den Fall der maximalen Temperatur von 245 °C. Vor diesem Hintergrund muss der Prozessverantwortliche die richtige Reflowtechnologie für die Herstellung seiner Baugruppe auswählen.
Konvektion
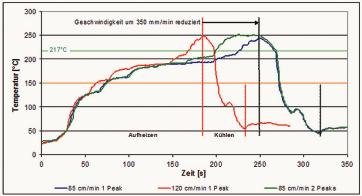
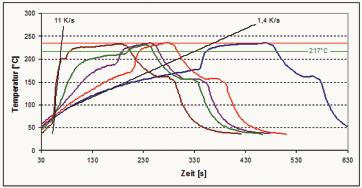
Konvektionsanlagen haben seit den neunziger Jahren die größte Verbreitung auf dem Markt. Unter Konvektion wird die Mitführung von Wärme durch strömende Flüssigkeiten oder Gase verstanden. Werden Flüssigkeiten oder Gase erwärmt, nimmt ihre Dichte ab, und durch den entstehenden Auftrieb werden Strömungen, Zirkulation, Konvektion hervorgerufen. Nicht die Wärmeenergie strömt, sondern das Medium, welches die Energie mit sich führt. In Konvektionsreflowöfen, die üblicherweise mit Luft oder Stickstoff betrieben werden, wird die Konvektion zwangsweise von außen durch Ventilatoren/Gebläse forciert. Im Unterschied zu Dampfphasensystemen verfügen Konvektionssysteme meist über mehrere voneinander unabhängig einstellbare Prozesszonen, die eine variable Reflowprofilierung ermöglichen. Es können sowohl die Temperaturen der Prozesszonen, die Strömungsgeschwindigkeiten des Gases als auch die Transportgeschwindigkeit der Baugruppe verändert werden. Das Bild 2 demonstriert die große Flexibilität von Konvektionsanlagen an drei Temperaturverläufen, die mit unterschiedlichen Parametereinstellungen an derselben Baugruppe gemessen worden sind. Bei annähernd gleichen Temperaturen in der Vorheizung und im Peak wurden sehr verschiedene Verweilzeiten (Vorheizzeit, Zeit über Liquidus) erreicht.
Der Wärmeübergang kommt durch die Berührung der Gasmoleküle (Luft/Stickstoff) an der kälteren Baugruppenoberfläche zustande. Die übertragene Wärme Q ist eine Funktion der Zeit t, der berührenden Fläche A, des Temperaturunterschieds D T und des Wärmeübergangskoeffizienten a, der im wesentlichen die Systemeigenschaften repräsentiert (1):
Q = a × A × t × DT [J], 1 Ws = 1 J
a = Wärmeübergangskoeffizient [W/m²K]
A = Fläche der Baugruppe [m²]
DT = Temperaturunterschied [K]
t = Zeit [s]
Insbesondere mit der Wahl der Transportgeschwindigkeit wird auch die erreichbare Zykluszeit pro Baugruppe/Nutzen festgelegt (2):
t Zyklus ist die Summe der Boardlänge bzw. Nutzenlänge (LBoard) und Abstand zwischen den Boards (LAbstand) dividiert durch die Transportgeschwindigkeit (VTransport) [min].
In [4] wird ausführlich über den Zusammenhang Zykluszeit und Ofenlänge diskutiert. Da der Wärmeübergang nach Gleichung (1) sowohl von der Verweilzeit der Baugruppe im Ofen als auch vom Temperaturunterschied zwischen dem Ofen und der Baugruppe abhängig ist, sind in kürzeren Öfen vergleichbar höhere Gastemperaturen erforderlich als bei längeren Öfen, wenn gleiche Zykluszeiten erwartet werden.
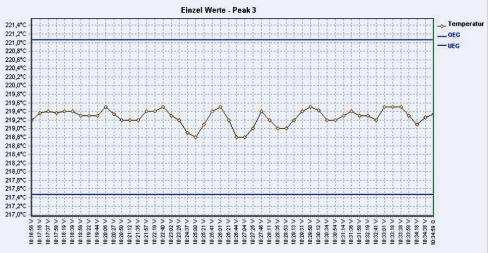
Dass die Gastemperatur des Ofens stets höher als die maximal erreichte Temperatur auf der Baugruppe ist, wird teilweise als Nachteil von Konvektionssystemen angeführt, da Überhitzungen hierdurch theoretisch möglich sind. In der Praxis sind diese Befürchtungen unbegründet, da moderne Ofensysteme Regel- und Überwachungseinrichtungen besitzen, die ein Driften oder Ausreißen der Prozesstemperatur und der Transportgeschwindigkeit verhindern. Auf dem Bild 3 ist die IST-Temperatur einer Zone eines Konvektionsofens gezeigt, die in einem sehr kleinen Bereich von <1 K schwankt. Moderne Überwachungssysteme für Konvektionsanlagen, wie das CCS (Capability Control System) sind zusätzlich in der Lage, Maschinenfähigkeitskoeffizienten online der laufenden Fertigung für jede Heizzone zu berechnen.
Kondensation
Das Kondensationslöten, auch Dampfphasenlöten oder Vapourphaselöten genannt, ist das ältere Reflowlötverfahren. Es wurde 1975 von R. C. Pfahl und H. H. Ammann [5] patentiert. Beim Kondensationslöten nutzt man die bei der Zustandsänderung vom dampfförmigen in den flüssigen Zustand freiwerdende latente Wärme (oder spezifische Verdampfungsenthalpie bzw. Phasenwechsel-Enthalpie dH genannt) eines speziellen Mediums, um eine Baugruppe zu erwärmen. Die Temperatur bleibt während der Zustandsänderung des Mediums (Phasenübergang) stets konstant, wodurch die maximale Temperatur der Baugruppe die Siede-/Kondensationstemperatur des Mediums nicht überschreiten kann. Die Begrenzung der maximalen Temperatur ist ein wesentlicher Vorteil des Kondensationslötens. Während der Zustandsänderung des Mediums wird ein sehr großer Betrag an Wärme freigesetzt, der zur raschen Temperaturerhöhung der Baugruppe führt. Von [6] wurden bis zu 300 W/m²K als Wärmeübergangskoeffizient für das Kondensationslöten ermittelt, während für das Konvektionslöten (Luft oder Stickstoff) Werte im Bereich von 20 bis 50 W/m²K typisch sind.
Das individuelle Delta-T der Baugruppe
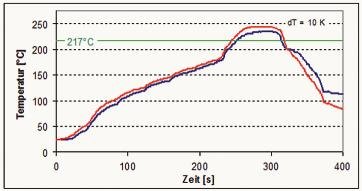
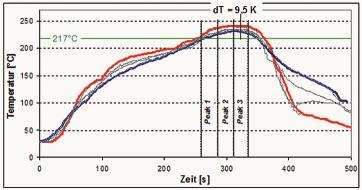
Der größere, gleichmäßige Wärmeübergang beim Kondensationslöten führt im Ergebnis zu kleineren Temperaturunterschieden zwischen den kleinen und großen thermischen Massen (Bauelementen) auf der Baugruppe (individuelles Delta-T genannt). Beim Vergleich der Bilder 4 und 5 wird dieser Unterschied sehr deutlich. Dieselbe Baugruppe erreicht beim Konvektionslöten DT = 10 K und beim Kondensationslöten DT = 3 K.
Bei Konvektionslötanlagen besteht die konstruktive Möglichkeit, die Lötzone in mehrere Peakzonen aufzugliedern, die jeweils einzeln steuerbar sind. Mit dem 3-fach-Peak der neuen V8.1-Konvektionsanlagen wurde hierdurch eine Halbierung des individuellen Delta-T für einige Baugruppen erreicht.
Der Aufheizgradient
Der Wärmestrom in die Baugruppe ist bei der Kondensation hauptsächlich vom Massenstrom des auf der Baugruppenfläche kondensierenden Mediums abhängig. Bei ausreichend vorhandenem Dampf bleibt dieser Massenstrom konstant, wodurch die Reflowprofile in Kondensationsprozessen durch nahezu lineare, sehr steile Anstiege gekennzeichnet sind. Steile Temperaturanstiege können beim Reflowlöten von elektronischen Boards zu Schädigungen (z. B. Popcorning) führen. Neben den feuchteempfindlichen SMD sind Elektrolytkondensatoren eine kritische Bauelementegruppe. Versuche von BC Components und rehm zeigten, dass der Kapazitätsverlust der Kondensatoren nach dem Kondensationslöten teilweise größer als nach dem Konvektionslöten war [7].
Mit Hilfe der spezifischen Verdampfungsenthalpie (die angibt, wie viel Energie in einem Kilogramm eines Stoffes zur Verfügung steht), kann die im gesamten Dampf zur Verfügung stehende Kondensationsenergie QKond berechnet werden (3):
QKond = m x dHi* [J]
m = Kondensierte Masse [kg]
dHi* = Spezifische Verdampfungsenthalpie [kJ/kg] .
Wird das Dampfangebot in der Prozesskammer verringert oder vergrößert, kann damit Einfluss auf die der Baugruppe zur Verfügung stehende latente Wärme genommen werden, also der Aufheizgradient gesteuert werden. Dieses Verfahrensprinzip (Injektion) wird in den Condenso Kondensationslötanlagen genutzt. Das Bild 8 zeigt eine Kurvenschar derselben Versuchsbaugruppe, die bei verschiedenen Prozessparametern gemessen wurde. Sehr schön ist darauf erkennbar, dass der Temperaturgradient der Veränderung des injizierten Medienvolumens folgt.
Beim Löten sehr schwerer Boards ist das Kondensationslöten aufgrund des sehr großen Wärmeübertragungskoeffizienten dem Konvektionslöten überlegen. Große Massen benötigen entsprechend mehr Wärme, um Löttemperatur zu erreichen. Je größer die Baugruppenmasse wird, umso flacher wird der Aufheizgradient, wenn das Dampfangebot konstant bleibt.
In Kondensationsanlagen wird üblicherweise nur ein Prozessmedium mit einer Kondensationstemperatur genutzt. In diesem Fall hat man quasi eine 1-Zonen-Reflowanlage, in der die Baugruppe während des Bearbeitungszeitraums stillsteht. Die gesamte Temperaturprofilierung der Baugruppe muss sich diesem Fakt unterordnen. Die relative Zykluszeit ist also stets die Prozesszeit (Reflowprofilzeit + Handlingszeit), dividiert durch die Anzahl der Baugruppen/Nutzen, die in der Prozesskammer Platz gefunden haben. Bei einer 4-fach-Beladung der Prozesskammer mit 300 mm langen Baugruppen kann eine Zykluszeit von 1 Minute erwartet werden. Demgegenüber erreicht eine Konvektionsanlage mit den gleichen Baugruppen eine Zykluszeit von <30 Sekunden. In Fragen der Zykluszeit und Flexibilität sind Konvektionslötanlagen den Kondensationsanlagen überlegen.
Zusammenfassung
Die Reflowtechnologie sollte den Bedürfnissen der zu lötenden Baugruppe angepasst ausgewählt werden. Konvektionsöfen sind für flexible Fertigungen mit Anforderungen an geringe Zykluszeiten bestens geeignet. Stickstoff sorgt darin für eine inerte Prozessumgebung und mehrere Peakzonen ermöglichen die Reduzierung des individuellen Temperaturunterschieds der Baugruppe. Kondensationsanlagen schränken die Flexibilität bei der Reflowprofilierung vergleichbar ein, sind aber beim Löten besonders schwerer Boards den Konvektionsanlagen überlegen. Die Kondensationstemperatur des eingesetzten Mediums begrenzt die maximal erreichbare Temperatur der Baugruppe. Der hohe und gleichmäßige Wärmeübergang produziert die kleinsten individuellen Temperaturunterschiede. Allerdings besteht bei nicht sachgerechter Parametrierung die Gefahr, dass Grenzgradienten leicht überschritten werden.
EPP 418
Literatur:
[1] Jennie S. Hwang, Environment-Friendly Electronics: Lead-Free-Technology, Electrochemical Publications, 2001, S. 232
[2] IPC Round Robin Testing and Analysis of Lead Free Solder Pastes with Alloys of Tin, Silver and Copper – Final Report 2005
[3] IPC/JEDEC J-STD-020C, Moisture/Reflow Sensitivity Classification for Nonhermetic Solid State Surface Mount Devices, July 2004, Tab. 4–2
[4] Hans Bell, Reflowlöten, Leuze Verlag 2005, S. 116 ff.
[5] Robert C. Pfahl, Hans H. Ammann, Method for soldering, fusing or brazing, Western Electric Company, Bell Laboratories, US Patent 3,866,307, 1975
[6] Hans Bell, Harry Berek, Heinz Herwig, Andreas Moschallski, Mathias Nowottnick, Inline-Kondensationslöten, VTE 14 (2002), Heft 2, S. 66
[7] Franz Wieser, SMD Alu Elkos für bleifreie Prozesse, 8. EE-Kolleg, Sant Jordi, März 2005
Unsere Whitepaper-Empfehlung

Entdecken Sie wie die automatische Röntgeninspektion (3D-AXI) in höchster Geschwindigkeit mit zweifelsfrei klaren und detailreichen Bildern bestmögliche Produktqualität sichert und die Kosten senkt.
Teilen:








{kind=link}