

Die Entwicklung von Selektivlötsystemen mit Laser Technologie entstand in den letzten Jahren durch die große Vielfalt von elektronischen Geräten am Markt, kombiniert mit der Miniaturisierung und Integration von elektronischen Komponenten, verbunden mit den restriktiven Umweltschutzvorschriften, entstand ein schnell wachsendes Umfeld. Die Verfügbarkeit von Lötsystemen, die in der Lage sind, die kritischen Punkte auf einer elektronischen Baugruppe zu erreichen, wurde wichtiger. Ein Grund ist die Verwendung von bleifreiem Lot.
Alessio Raga und Kris Carlson, Seica SpA, Italien,
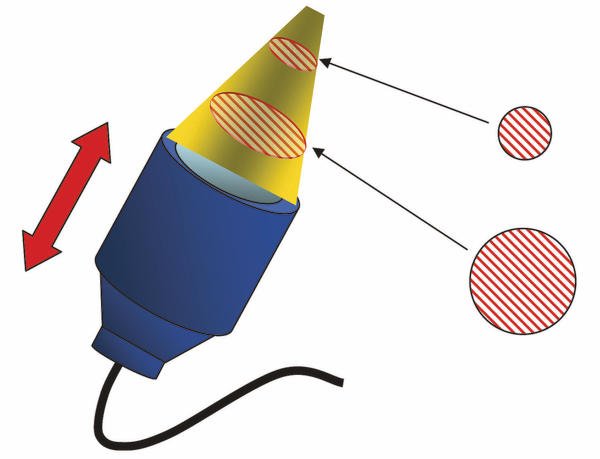
Die Hauptmerkmale einer Laser-Quelle sind die Leistung, die Wellenlänge, die Art der Strahlung und die Optik zur Strahlenübertragung. Unterschiedliche Anordnungen dieser Parameter machen den Laser passend für unterschiedliche Bereiche wie Medizin, Militär und Industrie. Die Leistungssteuerung der Laser-Quelle und die konstante Ausgangsleistung sind essentiell, um einen stabilen und wiederholbaren Prozess zu garantieren. Die Verwendung einer Optik, die für den Lötprozess entwickelt wurde, erlaubt einen konischen Strahl. Dieser konische Strahl kann so verändert und bewegt werden, dass er immer im richtigen Fokus an der Lötstelle ist.
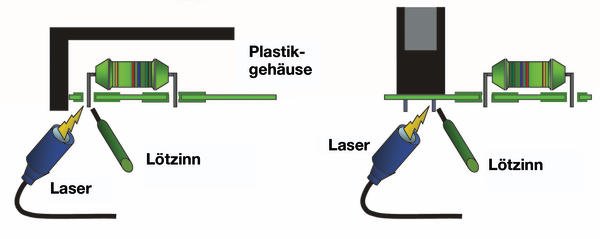
Die oben beschriebenen Eigenschaften sind in Jahren von Forschung und Entwicklung entstanden, die zu den heutigen, erweiterten Funktionalitäten von Laser Selektivlötsystemen führten. Die Verwendung der Laser Technologie für das Selektivlöten, ermöglicht eine präzise Erwärmung der Lötstelle, die einen hohen thermischen Stress verhindert und erlaubt das Löten von empfindlichen Komponenten bei hohen Temperaturen. Die Übertragung der Hitze und Energie durch den Laser-Strahl vermeidet komplett den mechanischen Kontakt, die Komponenten müssen nicht befestigt werden und die Anzahl der zu wartenden Teile ist wesentlich geringer. Die Verwendung einer Fokussieroptik erlaubt das Löten bei kleinen Abständen und von Finepitch-Komponenten. Eine motorisierte Optik optimiert den Fokuspunkt für jede Lötverbindung. Zu bemerken ist die niedrige Leistungsaufnahme dieser Systeme, kombiniert mit dem Wegfall von Aufwärmzeiten.
Prozessparameter
Verschiedene Variablen beeinflussen den Laser-Selektivlötprozess sowie in anderen Technologien wie die PAD-Goemetrie oder das Drahtende, die die Ausformung der Lötverbindung bestimmen; speziell das Verhältnis von PAD-Geometrie und Lochdurchmesser ist wichtig. Wenn das Verhältnis nicht optimal ist wie z.B. dass das Loch zu groß oder zu klein in Bezug auf den Drahtdurchmesser ist, entstehen Durchflussprobleme mit dem Lötzin. Wenn der Draht entweder zu lang oder zu kurz ist, entstehen Benetzungsprobleme am Pad und Pin. Zusätzlich zu den physikalischen und geometrischen Variablen der Baugruppen und Komponenten müssen noch die Lötparameter des Prozesses berücksichtigt werden. Die Steuerung des thermischen Profils für jeden Lötpunkt und erlaubt die Optimierung der Lötparameter wenn z.B. die Pad’s mit Masseflächen verbunden sind, die Platine eine große Anzahl von Lagen hat oder die Komponenten eine große thermische Masse haben. Die Verwendung von Temperaturmessmittel wie beispielsweise ein Pyrometer, erlaubt eine exakte Detektion der Temperatur an der zu lötenden Verbindung mit einer Reaktionszeit von weniger als 10 ms, wodurch das thermische Profile für jede Lötverbindung verifiziert werden kann. Diese Fähigkeit ist essentiell zur Verhinderung von Lötproblemen wie Lufteinschlüsse oder kalte Lötverbindungen. Die Verwendung eines Pyrometers beschleunigt die Lötprogrammgeneration und ist ein wichtiges Werkzeug für einen Bediener mit wenig Erfahrung über Lötprofile. Die Erfassung der Temperatur am Lötpunkt und des Lötprofils ist sehr nützlich für die Rückverfolgung des Prozesses.
Nutzung der Erfahrungen
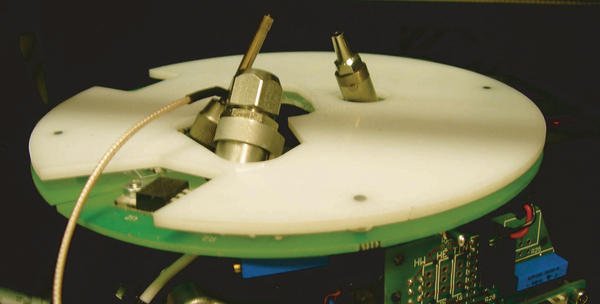
Die Erfahrungen von Seica bei Closed-loop-Achsenansteuerungen an Flying Probe Systemen, die Software Integration, Mechanik und Laser Technologie wurden auch an der Firefly-Linie der Selektivlötsysteme verwendet. Die Lötsysteme erlauben die Programmierung spezifischer Thermoprofile für jede einzelne Lötverbindung. Dies geschieht in drei Phasen und ist durch die Temeraturänderung über der Zeit charakterisiert. In der ersten Phase, wird die Temperatur über die Zeit zum Vorheizen des Pads und des Pins verwendet. In der nächsten Phase, bei einer höheren Temperatur im Vergleich zur ersten Phase, schmilzt das Lot, welches automatisch zum Lötpunkt zugeführt wird. Die Zeit der zweiten Phase ist proportional zu der Zuführgeschwindigkeit des Lötdraht, um die Lötverbindung auszuformen. Die dritte Phase wird zur Verbesserung der Benetzung und zur Vollendung des Durchflusses verwendet. Zur Steuerung des thermischen Profils wird ein Pyrometer verwendet, welches die Leistung, basierend auf der detektierten Temperatur sowie des thermischen Profils der spezifischen Lötverbindung des Laser’s, in einer geschlossene Regelschleife nachregelt. So werden die tatsächlichen Werte dem theoretischen thermischen Profils angepasst. Um die Vorteile der Laser Technologie zu nutzen, die bei den Firefly Selektivlötsystemen eingesetzt werden, sind alle Elemente in einem Lötkopf implementiert, der in der Lage ist, 180° zu rotieren. Dies erlaubt das Anfahren von Lötpunkten in jedem Winkel. und wenn notwendig, auch das Rotieren während der Lötphase, um die Benetzung zu verbessern. Gerade bei großen Lötverbindungen ist dies nützlich. Die Optik der 50-W-Laser Quelle ist durch ein Glasfaserkabel mit dem Kopf verbunden, der durch einen Motor den Laser Strahl fokussiert und den Strahldurchmesser an die Pad Größe anpasst. Die Zuführung des Lötdrahtes zum Lötpunkt geschieht durch einen Motor und einen Sensor, welcher wiederum in einer Closed-loop-Regelung den Durchfluss und die Menge des Lots in der Zuführung detektiert. Wegen der unterschiedlichen Dimensionen der elektronischen Komponenten, kann das System 500 Gramm Lötdrahtrollen mit Durchmessern von 0,5 bis 1mm verwenden.
Die Verwendung der Laser Technologie erfordert, dass der Laserstrahl immer perfekt am Lötpunkt fokussiert wird. Im Falle einer Durchbiegung der Platine kann der Fokus nicht perfekt sein. Daher ist ein Durchbiegungssensor am Lötkopf angebracht, um diese zu detektieren und über die Optik zu kompensieren. Eine Kamera in der Mittelachse des Lötkopfes dient zur Passermarkenerkennung für die X-/Y-Korrektur und zur Speicherung eines Videos von der Lötphase zur Verfolgung des Lötprozesses.
Management Software
Neben den Grundfunktionen der Software, umfassende Lötprogramme zu generieren, können auch CAD/CAM-Daten dazu verwendet werden. Die Viva Management Software des Firefly Laser Selektivlötsystems kann die notwendigen Parameter generieren, ausgehend von den CAD/CAM-Daten oder manuell durch ein Macro für den Lötprozess vom Bediener eingegeben werden. Durch die Verwendung von bleifreiem Lot mit für die Laser Technologie entwickelten Flussmittel, kombiniert mit zinnbasierenden Oberflächen, werden die erwarteten Ergebnisse erzielt. Die Software kann PCB Eigenschaften wie die Farbe, Oberflächen Finishing und die Legierungen des Lots berücksichtigen, um daraus die Lötparameter und thermischen Profile für alle Platinentypen und Komponenten zu generieren. Die Prozessrückverfolgbarkeit ist eine weitere wichtige Eigenschaft, um sofort genaue Ergebnisse über die Produktstabilität, Qualität und Wiederholbarkeit zu erhalten, wodurch eine mögliche Prozessdrift sofort erkannt wird. Die Software speichert die thermischen Profile von jeder Lötverbindung, die exakte detektierte Temperatur sowie ein Video vom Lötprozess. Die Automatisierung eines solch kritischen Teils des Ablaufs ist notwendig, um eine höchste Wiederholbarkeit der Lötergebnisse zu erreichen und um die Kosten zu optimieren.
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:







{kind=link}