
Mittlerweile haben alle Inline-Schablonendruckautomaten eine automatische Unterseitenreinigung. Einmal auf den Prozess eingestellt, erhält der Anwender nach jedem Reinigungszyklus eine perfekt gereinigte Schablone. Doch wie sieht es in der Praxis aus?
Wann und warum wird gereinigt? Beim Druckprozess wird Lotpaste (Lotkugeln und Flussmittel) durch die Apertur der Schablone auf die Pads der Leiterplatte gedruckt. Bei diesem Druckprozess gelangt auch Flussmittel auf die Unterseite der Schablone und wird dann wie ein Stempel auf die nächste Leiterplatte übertragen. Im Allgemeinen wird dies auch Verschleppung genannt. Sobald die Menge an verschleppten Flussmittel so groß ist, dass die Qualität der Baugruppe beeinträchtigt wird, sollte gereinigt werden. Das Reinigungsintervall richtet sich dabei stark nach der Komplexität der Baugruppe und der Beschaffenheit der Lotpaste. Es kann erforderlich sein nach jedem Druck zu reinigen, genauso gut ist es aber auch möglich, durchaus 20, 30 oder mehr Leiterplatten ohne Zwischenreinigung zu bedruckt. Spezielle Schablonen-Beschichtungen können dies noch deutlich verbessern.
Der Reinigungsprozess
Da die Hersteller von Druckmaschinen verschiedene Reinigungsoptionen anbieten, die fast beliebig kombinierbar sind, wird hier der Standard-Prozess „Nass-Trocken-Vakuum“ beleuchtet, da dieser in so gut wie jeder Maschine möglich ist.
Im ersten Schritt „Nass“ wird das Reinigungsvlies von oben oder unten mit einem Reinigungsmedium befeuchtet. Die Reinigungsleiste drückt das feuchte Tuch an die Schablonenunterseite und gleitet über die Schablone. Dabei wird das Flussmittel angelöst und vom Tuch aufgenommen. Anschließend werden mit einem trockenen Reinigungsvlies das restliche bereits angelöste Flussmittel sowie Reiniger-Rückstände aufgenommen. Im letzten Schritt gleitet die Vakuumleiste mit einem sauberen und trockenen Vlies über die Schablone. Dabei werden die restlichen Rückstände aus den Aperturen gesaugt. Die Schablone sollte nun sauber sein. Häufig ist dies allerdings nicht sehr zufriedenstellend.
Die Gründe für eine nicht ausreichende Reinigung sind sehr vielfältig und können am Reinigungsvlies, dem Reiniger, der Schablone, den Maschineneinstellungen usw. liegen.
Kontrolle des Reinigungsergebnisses
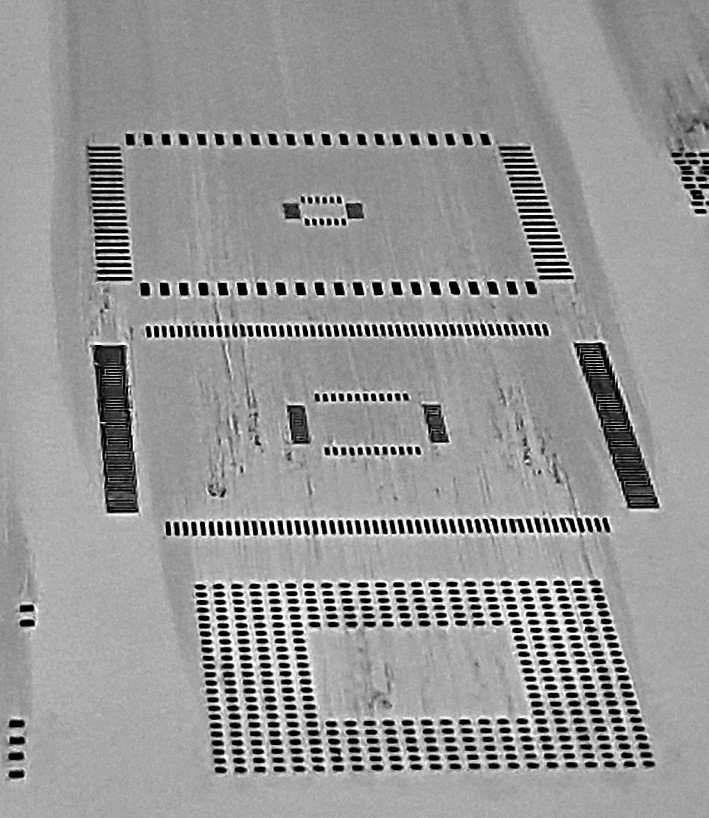
Nach jedem Test die Schablone ausbauen und begutachten, ist ein Weg. Mittlerweile bieten einige Schablonenhersteller Kontroll-Schablonen an. Anstelle einer Metall-Schablone wird eine Kunststoff-Folie verwendet. Damit kann sehr einfach und exakt festgestellt werden, wie die Reinigungseinheit des Druckers arbeitet.
Das Reinigungsvlies hat einen erheblichen Einfluss auf die Reinigung, es unterscheidet sich je nach Typ und Hersteller hinsichtlich seiner Qualität. Das Vlies ist in vielen Unternehmen eine Kompromisslösung, da in der Regel verschiedenste Anforderungen bzw. Schablonen gereinigt werden müssen und nicht bei jedem Produktwechsel auch das Vlies angepasst werden kann.
Überraschenderweise wird in vielen Fertigungen immer noch Isopropanol als Reinigungsmedium eingesetzt. Grund hierfür liegt häufig im günstigen Einkaufspreis. Dabei ist es als Unterseitenreiniger gänzlich ungeeignet. In Druckmaschinen sind Reiniger mit einem Flammpunkt über 55 °C empfohlen. IPA hat einen Flammpunkt von 13 °C und trocknet viel zu schnell ab. Zweiphasige Reiniger sorgen in Schablonenwaschanlagen für perfekte Sauberkeit der Schablonen, sind aber eher unbrauchbar in der Unterseitenreinigung. Der Grund ist einfach erklärt: Durch das Separieren des Mediums im Reiniger-Tank der Maschine werden die beiden Reiniger-Phasen nacheinander verwendet. Da die Reiniger-Phasen unterschiedlich zusammengesetzt sind, ergeben sich unterschiedliche Reinigungsergebnisse. Ein stabiler Prozess ist somit nicht gewährleistet.
Was muss bei der Auswahl des Reinigungsmediums beachtet werden? Unterschiedliche Reinigungssysteme in den Druckmaschinen, verschiedenste Qualitäten der Reinigungstücher, eine nicht überschaubare Anzahl an Lotpasten sowie Metall,- Nickel,- und Kunststoff-Schablonen mit oder ohne Beschichtung machen eine generelle Aussage zum Medium nicht immer einfach.
Roland Ruhfaß, Technical Sales bei der Firma Kissel + Wolf GmbH: „Kiwo hat speziell für die sehr hohen Ansprüche, die die Unterseitenreinigung stellt, verschiedene Reiniger entwickelt. Der wässrige Reiniger Kiwoclean EL 8170 trocknet sehr schnell ab. Ein großer Vorteil vor allem dann, wenn es auf jede Sekunde in der Taktzeit ankommt. Die moderne Formulierung dieses Reinigers gewährleistet ein schnelles Anlösen der Flussmittel und hinterlässt keine Rückstände auf der Schablone. Kiwoclean EL 7700, ein lösemittelbasierender Reiniger, ist neben der Reinigung von Lotpasten auch sehr gut geeignet für das Entfernen von Klebstoffen und zudem kompatibel mit vielen Schablonenbeschichtungen.“
SMT Hybrid Packaging, Stand 4-321
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Hier finden Sie mehr über:
Teilen:








{kind=link}