Ein absolut nachhaltiger Rohstoffeinsatz würde stets geschlossene Materialkreisläufe erfordern, so dass dies aus Umweltgesichtspunkten auch beim Zinn und den übrigen Legierungsmetallen grundsätzlich zu favorisieren wäre.
Ressourcenschonender Metalleinsatz und Recycling
Aufgrund der hohen Anforderungen an die Reinheit ist der Einsatz von Recyclingmaterial zumindest bei qualitativ anspruchsvollen Lötaufgaben jedoch nicht zu empfehlen. Verunreinigungen verschlechtern das Fließ- und Benetzungsverhalten sowie die Eigenschaften der gelöteten Verbindung. Somit ist hier klar der Einsatz von Metallen erster Schmelze für Lotwerkstoffe zu empfehlen.
Für diesen Widerspruch aus Umweltschutz und Technik und Qualität ergibt sich jedoch eine einfache Lösung, wenn der Materialkreislauf in einem weiteren Blickfeld betrachtet wird. Bei einem jährlich noch immer steigenden Bedarf an Zinn einerseits und eine Verwendung von ca. zwei Drittel des Zinns in Bereichen mit geringeren Qualitätsansprüchen andererseits, z. B. für Weißblech, können die Metallabfälle und Krätzen aus Lötprozessen, bei denen dann ausschließlich Metall erster Schmelze zum Einsatz kommen kann, ideal über geeignete Recyclingbetriebe diesem breiten Feld sonstiger Zinnverarbeiter zugeführt werden, ohne dass ein deutlicher ökologischer Nachteil entsteht. Einen entsprechenden Service bieten Lothersteller wie Elsold für den Anwender einfach und wirtschaftlich attraktiv an. Auch gegenüber verschiedenen Methoden des In-House-Krätze-Recyclings durch Pressen oder Chemikalien ist ein solches professionelles, externes Recycling im Vorteil, da diese Methoden neben ggf. möglichen Gefahrstoffbelastungen einen negativen Einfluss auf die Qualität des Lotes haben. So eingebrachte Verunreinigungen können dann sogar zu einem Anstieg der Krätzebildung führen.
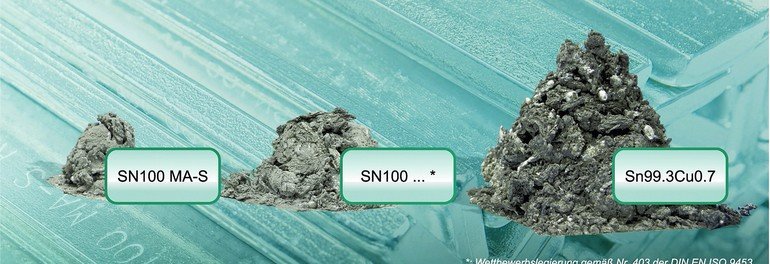
Sowohl ökologisch als auch ökonomisch effektiver als das Recycling von Krätzen ist darüber hinaus die Möglichkeiten von vorne herein die Krätzebildung direkt zu reduzieren und so einen sehr ressourcenschonenden Metalleinsatz zu gewährleisten. Durch die Mikrolegierung mit Ge und P, das an der Lotbadoberfläche einen nur wenige Nanometer dicken Schutzfilm ausbildet, sowie eine besonders hohe Reinheit wird die Krätzebildung bei Elsold SN100 (Ag) MA-S Legierungen um ca. eine Größenordnung verringert.
Gefahrstoffe in Flussmitteln
Bei flüssigen Flussmitteln, wie sie in Wellen-, Selektiv- und Reworklötprozessen zum Einsatz kommen, ist nach wie vor das verbreitetste Lösemittel Alkohol, d. h. beispielsweise Isopropanol oder Ethanol. Dieser ist zum einen als brennbare, flüchtige organische Verbindung (sog. VOC) ein Gefahrstoff, der negative Auswirkungen auf die Umwelt haben kann, insbesondere bei unzureichender Absaugung auch direkt beim Menschen in Form von Kopfschmerzen, Müdigkeit oder Reizungen der Atemwege.
Zum anderen kann er als Gefahrgut im Katastrophenfall durch seine Brennbarkeit ein hohes Risiko darstellen und muss deshalb bei Transport und Lagerung speziell behandelt werden. Um diese Nachteile zu überwinden können wasserbasierte Flussmittel als Alternative genutzt werden. Moderne Varianten wie das Elflux 3007 NC bieten inzwischen sowohl hinsichtlich Aktivität als auch Sicherheit der Rückstände ein sehr hohes Niveau. Einzige Voraussetzung ist lediglich eine für die Trocknung ausreichende Vorheizung, damit kein Wasser ins Lot eigebracht wird. Wird dies gewährleistet, können sehr gute Lötergebnisse und geringste Rückstände, die selbst unter schwierigen Bedingungen wie beim Selektivlöten sehr sicher gegenüber Korrosion und Elektromigration sind, erreicht und so ein einfacher Wechsel von alkoholbasierten auf VOC-freie Flussmittel ermöglicht werden.
Weitere Entwicklungstrends liegen zum einen auch bei den Aktivatoren der Flussmittel in der stärkeren Berücksichtigung von Umwelt- und Gefahrenaspekten, d. h. der Entwicklung gefahrstoffarmer Flussmittel. Zum anderen gibt es mit einer Anlagen- und Prozessentwicklung der Firma Seho, die Chance, den beschriebenen Aspekt des Verzichts auf alkoholbasierte Lösemittel noch weiter zu denken, indem komplett auf das Lösemittel verzichtet wird. Möglich wird dies durch eine Flussmittelapplikation mittel Plasmabeschichtung. Zum Einsatz kommen hierbei pulverförmige Flussmittel, die auch von Elsold angeboten und entwickelt werden. Unter Berücksichtigung eines Lösemittelgehaltes von bis zu ca. 98 % bei modernen flüssigen Flussmitteln der Klassifizierung ORL0, ergibt sich ein dramatisches Einsparpotential, was den Transport und die dafür benötigte Energie betrifft.
Energieeinsparung durch niedrigschmelzende Lote
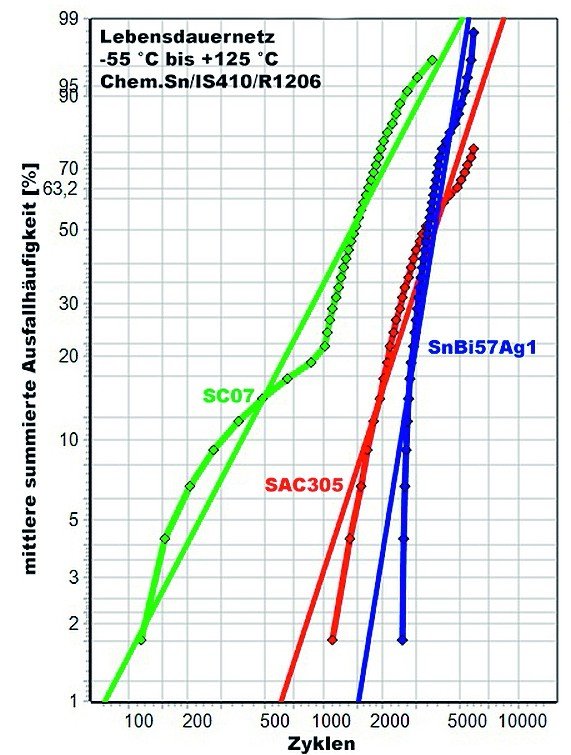
Insbesondere bei Reflowlötprozessen bei denen üblicherweise die Legierung SAC305 mit einer Schmelztemperatur von 217 – 219 °C zum Einsatz kommt, können SnBiAg-Legierungen eine technisch wie ökologisch attraktive Alternative darstellen. Als Paste können auch diese Legierungen einfach verarbeitet werden, die Schmelztemperatur liegt bei Bi57Sn42Ag1 aber mit 139 °C deutlich niedriger. Trotz der niedrigen Schmelztemperatur zeigten u. a. Studien des Fachverbund BFE Blei-Freie Elektronik e.V., dass selbst hohe Einsatztemperaturen und Wechselbelastungen je nach Anwendung mit diesen Loten möglich sein können.
Neben der geringeren thermischen Belastung der Bauteile liegt ein sehr großer Vorteil in der niedrigeren Schmelz- und damit Löttemperatur, von ca. 180 °C, in dem damit verbundenen hohen Einsparpotential der notwendigen thermischen Energie. Die Firma Lenovo, die entsprechende SnBiAg-Lote in ihren als LTS bezeichneten Prozessen zur Fertigung der Elektronik von Laptops nutzt, hat berechnet, dass hierdurch die CO2-Emissionen beim Löten um ca. 35 % reduziert werden können. Allein bei Lenovo wird so mit einer jährlichen Einsparung von 6.000 t CO2 gerechnet, was immerhin ungefähr der Klimawirkung von 10 vollbesetzten Flügen von Frankfurt nach New York entspricht.
.png)
Hier finden Sie mehr über:








{kind=link}