

Die Alternativen zur konventionellen Kupferverdrahtung, wie das Kunststoffglasfaserkabel (POF) und das flexible Flachkabel (FFC), stellen die Kabelbearbeitung und Kabelkontaktierung vor weitere Herausforderungen. ImGegensatz zu herkömmlichen Kupferleitungen bereitet der Aufbau von FOC und FFC der automatisierten Kabelkonfektionierung immer noch Kopfzerbrechen.
Edgar Kaestner
Die Kabelbearbeitung läßt sich in fünf verschiedene Schritte unterteilen: Zuführen, Markieren, Ablängen, Abmanteln und Abisolieren. Die einzelnen Module und Produktionsschritte können in ihrer Reihenfolge variiert werden, je nach Art des Kabels – zusätzliche Arbeitsgänge lassen sich außerdem problemlos integrieren. Im allgemeinen wird die maschinelle Kabelbearbeitung auf verschiedene Geräte verteilt (Bild 1). Die Kabeltrommel dient zum Transport und zur einfachen Abwicklung der Leitungen. Eine Zuführeinheit läßt das Kabel automatisch abrollen und der sogenannte Zwischenspeicher sorgt für konstanten Zug. Damit man die Kabel ihrer späteren Bestimmung sicher zuordnen kann, werden sie auf der Bearbeitungsstation durch das Inkjet- oder Heißprägeverfahren bedruckt. Ein Ringwickler rollt besonders lange Kabel wieder zusammen, so daß sie für die Konfektionierung zum Transport bereitliegen. Neben dem Kabel ist auch die Auswahl des Steckers entscheidend: er muß optimal auf den Einsatz des Kabels und dessen Beanspruchungabgestimmt sein. Den gesamten Verarbeitungsprozeß kann man in zwei Bereiche aufteilen: zum einem wird das Kabel bearbeitet (Kabelbearbeitung), zum anderen verbindet man Kabel und Stecker zu einer für die Anwendung optimierten Einheit (Kabelkontaktierung).
das Kabel wird anpasst
Die Vielfalt der Kabel erfordert eine große Palette an Bearbeitungsmöglichkeiten. Auch die Anforderungen an die im Kabel verwendeten Materialien steigen aufgrund der immer schärferen Umwelt- und Recyclingbestimmungen. Neben dem herkömmlichen Einsatz von einadrigem Kupferkabel stehen Alternativen wie Flex-Wiring, Flachkabel und Faseroptik-Kabel (POF) zur Verfügung. Für diese Kabeltypen bieten verschiedene Hersteller Abläng- und Abisolierautomaten mit Klartextprogrammierung an, optional voll- oder halbautomatisch. Bei der Verarbeitung von Kupfer- und Koaxialkabeln schneidet eine programmierbare Rotationseinheit das Kabel vor (Bild 2) und ein quer zum Kabel verschiebbarer Messerblock führt die Abisolierung aus. Durch dessen Aufbau können gleichzeitig mehrere Messerarten, wie beispielsweise V-Messer, Radius-, Form- und Abisoliermesser, eingesetzt werden. So ist es möglich, den Hauptmantel und daneben auch die Ummantelung der einzelnen Adern zu schneiden, ohne den Automaten wechseln zu müssen.
Beim Glasfaserkabel kann die harte Kevlar-Ummantelung nicht vollautomatisch abisoliert werden. Das Spannen und Entnehmen der Adern erfolgt immer noch manuell. Auch wird das Kevlar nicht geschnitten sondern geschlagen.
Automaten werden heute per Tastatur programmiert. Mit einem PC und passender Software ist es außerdem möglich, die Abläufe über einen Monitor zu verfolgen und sie zusätzlich zu steuern. Prinzipiell lassen sich so Kabellängen von 1 bis 25 m und Kabeldurchmesser von 0,7 bis 14 mm bearbeiten. Die Bearbeitungsgeschwindigkeit richtet sich nach Kabelart und -durchmesser. Sie liegt zwischen 1,8 und 2,5 m/s. Die Größe der Automaten hat sich im wesentlichen aber nicht geändert: dort, wo früher die Mechanik untergebracht war, findet man heute das elektronische „Gehirn“ der Maschinen.
Stecker undKabel werden verbunden
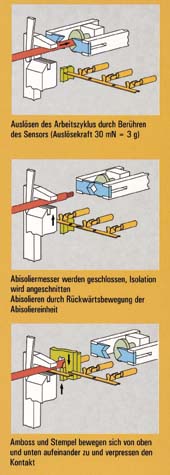
Bei der Kontaktierung ist die Automatisierung noch nicht so weit fortgeschritten. Zwar stehen für einadrige Kabel alleerdenklichen Möglichkeiten zur Verfügung, die automatische Kontaktierung von mehradrigen oder LWL-Kabeln steckt jedoch noch in den Kinderschuhen. Das Abisolieren und Crimpen kann in einem Arbeitsgang vorgenommen werden. Für die schier unendliche Anzahl von ge-crimpten Steckern benötigt man unterschiedliche Maschinenaufsätze – nur der Automat an sich bleibt gleich. Den prinzipiellen Ablauf zeigt Bild 3. Zuerst wird die Crimpauflage auf die Maschine montiert und der Automat der Steckverbindung entsprechend eingestellt. Sobald das vordere Kabelende den Sensor hinter denAbisolierzangen berührt, beginnt der Arbeitsprozeß. Die Abisoliermesser werden geschlossen und die Isolation wird angeschnitten. Durch Rückwärtsbewegung der Abisoliereinheit wird die Ummantelung abgestreift. Jetzt folgt das Crimpen (Quetschen): Amboß und Stempel bewegen sich von oben und unten aufeinander zu und verpressen den Kontakt. Durch einen Hebel wird anschließend das kontaktierte Kabelstück ausgeworfen. Markant ist hier, daß das Kabel während des gesamten Prozesses nicht bewegt und so jegliche Beschädigung der Litzen vermieden wird. Natürlich muß die Maschine für dasCrimpen der Kontakte vorher genau eingestellt werden. Das setzt drei Vorgänge voraus: Crimpkraftüberwachung, Crimpzugkraftüberwachung und Crimphöhenüberwachung.
Der ständig wachsenden technischen und physikalischen Anforderung an Kabel und Verbindung kann man nur durch eine entsprechende Qualität der Produkte gerecht werden. Die Automaten auf dem Markt werden zunehmend im Vorfeld mit Möglichkeiten der Fehlerüberwachung und-vermeidung ausgestattet. So wird auch die Programmiermöglichkeit immer wichtiger. Erst sie ermöglicht die vielfältigeund genaue Produktion in kürzester Zeit. Der PC und die dazu nötige Software ergänzen die direkte Klartextprogrammierung am Automaten. Durch übersicht-lichere Menüs und Prozeßdarstellungen auf dem Monitor wird der Gesamtablauf erleichtert.
Fernost im Trend
Bei der Konfektionierung von mehradrigen Kabeln und optischen Leitungen ist man teilweise noch auf manuelle Arbeitsschritte angewiesen. Hohe Personalkosten in Europa bewegen Unternehmen dazu, diese Prozesse nach Osteuropa oder Fernost zu verlagern. Die Lohnkosten dort sind günstiger, doch für effizienten Einsatz der Maschinen ist auch Know-how notwendig, diese Maschinen zu bedienen und zu warten. Der Service kann hier nur über Fernüberwachung und Ferndiagnose ablaufen. Durch den damit verbundenen höheren Aufwand steigen somit auch hier die Gesamtkosten. Die Überlegung liegt da nicht weit, trotz höherer Personalkosten, die gesamte Produktion nach Europa zu verlagern. Noch tendieren viele Firmen nach Fernost. Bleibt die Frage, wie lange es noch dauert, bis auch die komplizierten Kabelarten vollautomatisch verarbeitet werden können und sich somit der Stand-ort Europa wieder rechnet.
EPP 195
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}