

Es ist eine leidige Tatsache, dass sich Lötspitzen bei normalem Gebrauch stetig abnutzen. Bleifreie Lotlegierungen und ihre Flussmittel beschleunigen diesen Prozess jedoch noch, was häufigeres Austauschen erforderlich macht. Durch den gesteigerten Verschleiß wächst die Anzahl der benötigten Lötspitzen. Dadurch entstehen folglich höhere Betriebskosten des Lötsystems. Die Lösung besteht darin, sowohl die maximale als auch die durchschnittliche an der Lötspitze erreichte Temperatur zu senken, ohne dabei die Lötleistung zu beeinträchtigen.
Ed Zamborsky, OK International, Garden Grove, Kalifornien (USA)
Es gibt zwei Hauptursachen für den Verschleiß von Lötspitzen. Die erste ist, dass Zinn ein reaktiveres Metall ist als Eisen und daher natürlicherweise dazu neigt, die Eisenbeschichtung der Lötspitze anzugreifen. Die andere ist, dass Flussmittel für bleifreies Löten aggressiver sind als die für herkömmliche SnPb-Legierungen eingesetzten. Zinn ist allerdings zur Zeit der Hauptbestandteil bleifreier Zinn-Silber-Kupfer(SAC)-Lotlegierungen. Daher erhöht sich zwangsläufig die Abnutzung, wenn bleifreie Lote verwendet werden.
Dazu kommt – weil SAC-Legierungen einen höheren Schmelzpunkt haben als SnPb-Legierungen – die Tendenz, die Temperatur zu erhöhen, um die Bildung der Lötverbindungen zu beschleunigen. Dabei neigt man zu der Annahme, dass die Erhöhung des Lot-Schmelzpunktes von 180 °C auf 217 °C eine entsprechende Anhebung der Temperatur an der Lötspitze erforderlich macht. Wie aus Bild 1 zu entnehmen, ist dies aber nicht notwendigerweise richtig. Das Diagramm zeigt das Prozess-Fenster beim Löten mit SnPb-Lot und mit bleifreier SAC-Legierung im Vergleich. Die Temperaturspanne für die optimale Bildung einer bleifreien Lötverbindung ist viel enger, weil der obere Grenzwert derselbe ist. Erhitzt man die Lötstelle darüber hinaus, können Fehler entstehen, z. B. durch Beschädigung der Pad-Beschichtung. Was die Lebensdauer der Lötspitze betrifft, beschleunigt die Erhöhung der Temperatur die chemischen Reaktionen, welche die Spitze verschleißen lässt.
Daher kann die Temperaturerhöhung beim Verarbeiten von SAC-Legierungen – die für den Prozess eigentlich sowieso unnötig ist – die Baugruppe beschädigen und führt auf jeden Fall zu häufigerem Austausch der Lötspitzen. Höhere Temperaturen können auch zum Verbrennen des an der Lötspitze haftenden Flussmittels führen und so die Wärmeabgabe verschlechtern. Die dadurch entstehende Oxidation verkürzt die Lebensdauer der Lötspitze gleich zweifach: Erstens versucht der Anwender durch stärkeres Andrücken der Spitze die schlechtere Wärmeübertragung auszugleichen und erhöht so das Risiko einer Beschädigung der Spitze. Zweitens neigt der Anwender dazu, die Spitze öfter und mit aggressiveren Mitteln zu reinigen, was ebenfalls den Verschleiß der Eisenbeschichtung fördert und häufigeres Wechseln der Spitze nötig macht.
Passive Gegenmaßnahmen
Eine wichtige Grundregel, die immer eingehalten werden sollte ist, die Lötspitze stets gut mit Lot benetzt zu halten. Dies verlangsamt allerdings nur die Beschädigung der Spitze durch Einwirkung des Flussmittels, schützt sie aber überhaupt nicht gegen die Auswirkungen des hohen Zinngehalts der bleifreien Lotlegierung.
Eine Verstärkung der Eisenbeschichtung auf der Kupferspitze würde natürlich deren Lebensdauer erhöhen. Allerdings führen unerwünschte Effekte wie die verminderte Hitzeleitfähigkeit zwischen Kupferkern und Lötstelle zu Einbußen an Produktivität. Außerdem vergrößert sich durch eine stärkere Eisenhülle die Spitze, was mit den heutigen Fine-Pitch-Kontakten, dichten Bauteilbestückungen und kleinen Pad-Dimensionen nicht vereinbar ist. Der Herausforderung muss auf einer grundsätzlicheren Ebene begegnet werden.
Verbesserte Temperatursteuerung
Eine verfeinerte Regulierung der Temperatur an der Lötspitze ist entscheidend, sowohl beim eigentlichen Lötvorgang als auch in der Lötpause, um Überhitzung der Spitze zu vermeiden. Tatsächlich können bleifreie Lötverbindungen mit wirtschaftlich vertretbarer Benetzungsgeschwindigkeit hergestellt werden, ohne die Temperatur der Spitze über das beim Löten mit SnPb-Legierungen übliche Niveau zu steigern. Der Schlüssel liegt in der Kombination einer verbesserten Temperatursteuerung mit einer optimierten Geometrie der Lötspitze, welche ein Maximum an Wärmeenergie vom Heizelement auf die Lötstelle überträgt. Die nominelle Temperatur der Spitze beträgt dabei 382 °C, was dem empfohlenen Wert beim Handlöten mit SnPb-Legierungen entspricht. Die bleifreie Lötverbindung bildet sich bei 257 °C, wobei die Temperatur des Pads rasch ansteigt, während Wärmeenergie von der Lötspitze übertragen wird. Die meisten Lötwerkzeuge haben ein Keramik-Heizelement, das in den Griffel eingelassen ist, mit einem Temperaturfühler zwischen Heizelement und Spitze. Der Sensor wird zur Steuerung der Temperatur des keramischen Heizelements verwendet und sorgt so für eine konstante Temperatur der Lötspitze. Es ist jedoch nicht praktikabel, den Temperaturfühler an der Stelle anzubringen, an der die Lötspitze das Werkstück berührt. Aus diesem Grund kann die Steuerung des Heizelements nicht auf die tatsächliche momentane Temperatur an der Spitze reagieren, wodurch es zu unvermeidlichen Verzögerungen bei der Temperaturregelung kommt. Wenn die Steuerung das Signal erhält, das Heizelement wieder anzuschalten, ist die Temperatur an der Lötspitze bereits unter die optimale Prozesstemperatur gefallen. Wenn dann das Heizelement wieder aufheizt, wird die Lötspitze den gewünschten Grenzwert übersteigen, bis der Sensor die Steuerung veranlasst hat, das Heizelement erneut auszuschalten. Diese Überhitzung beschleunigt die schädlichen Reaktionen an der Lötspitze und birgt außerdem die Gefahr, die für den Lötprozess festgelegte Temperaturspanne zu verlassen und dadurch das Bauteil oder das Pad zu beschädigen.
Eine induktive, für Lötanwendungen maßgeschneiderte Heiztechnologie begrenzt von vornherein die Höchsttemperatur der Spitze und kommt ohne Temperaturfühler und Regelschaltkreise aus. Sie reagiert automatisch und schnell, um die Temperatur an der Lötspitze während des Wärmeabflusses stabil zu halten.
Temperatursteuerung ohne Sensoren
Heizen per Induktion funktioniert, indem ein Strom durch eine um einen magnetischen Kern gewickelte Spule fließt. Ein für Lötkolben geeignetes Induktionsheizelement besteht aus einem Kupferkern, der mit einer magnetischen Legierung überzogen ist und mit der stromführenden Spule umwickelt wird. Die Eigenschaften des magnetischen Überzugs können so eingestellt werden, dass, wenn der Kupferkern die gewünschte Höchsttemperatur erreicht, das magnetische Material zugleich seinen Curie-Punkt erreicht. An diesem Punkt verliert das Material seine magnetischen Eigenschaften, wodurch naturgemäß die induktive Wärmeentwicklung zum Stillstand kommt. Wenn die Temperatur des Kerns unter den Curie-Punkt fällt, zum Beispiel am Beginn des Lötvorgangs, wird der Überzug wieder magnetisch und die Spule kann erneut aufheizen. Da sich das Heizelement nahe an der Spitze befindet, kann eine präzise Regelung der tatsächlichen momentanen Temperatur an der Spitze erzielt werden.
Der wesentliche Vorteil dieser Heiztechnologie ist, dass das Lötwerkzeug nie die durch Dicke und Zusammensetzung der magnetischen Beschichtung bestimmte Höchsttemperatur überschreiten kann. Dies verhindert zudem, dass sich jemand – wie bei anderen Systemen möglich – unbefugt an der Temperaturregulierung zu schaffen macht, etwa wenn ein Mitarbeiter oder eine Mitarbeiterin glaubt, für bleifreies Löten eine höhere Temperatur zu benötigen.
Es steht fest, dass eine Temperatur um 380 °C für einwandfreie Lötergebnisse mit bleifreien Loten und Flussmitteln völlig ausreichend ist und schnelle Benetzung sowie ausgezeichnete Lötverbindungen ergibt.
Die Möglichkeit, diesen Wert so einzustellen, dass er nie überschritten wird, verlangsamt den Verschleiß der Lötspitze, welche durch den hohen Zinngehalt bewirkt wird, deutlich. Außerdem wird das Einbrennen des Flussmittels vermieden, was zu einer entsprechenden Verminderung der erforderlichen Andruckkraft beim Löten führt und weniger häufige Reinigungen der Lötspitze erforderlich macht.
Leerlauftemperatur
Maßnahmen zur Senkung der Temperatur während Zeiten, in denen der Lötgriffel nicht aktiv genutzt wird, spielen ebenfalls eine wichtige Rolle, wenn es darum geht, die von bleifreien Loten und ihren Fluxen verursachte Korrosion der Lötspitze aufzuhalten. Das eigentliche Löten, der Moment, in dem die hohe Temperatur gebraucht wird, nimmt im Arbeitsalltag nur einen relativ kleinen Teil der Zeit ein. Indem man die Temperatur der Lötspitze während der Zwischenzeiten drastisch senkt, können die Reaktionen, welche zum Verschleiß der Lötspitze führen, weiter minimiert werden.
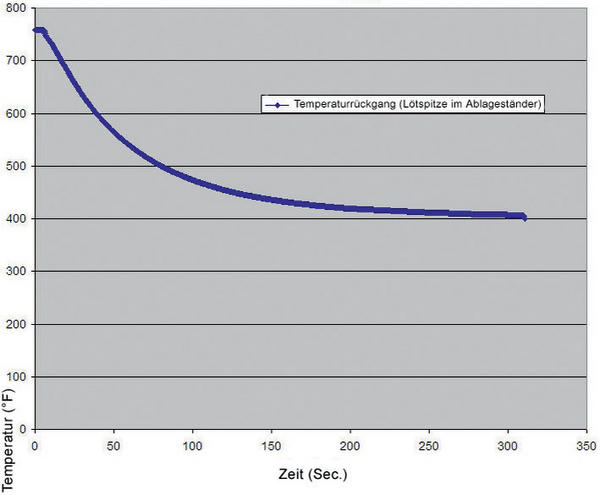
Bei einer induktiv beheizten Lötspitze kann dies mit einem Stand-by-Ablageständer (Bild 3) erreicht werden, der die Temperatur der Lötspitze absenkt, während sie nicht gebraucht wird. Dies erfolgt über eine Passivschaltung, die den induktiven Heizeffekt drosselt und die Temperatur auf ungefähr 150 °C senkt. Bild 2 zeigt, dass diese abgesenkte Leerlauf-Temperatur unter dem aktiven Temperaturbereich des bleifreien Lots liegt, so dass dieses die Spitze nicht angreifen kann. Ein Einbrennen von Flussmittel während der Ruhezeit ist damit auch ausgeschlossen, so dass es nicht mehr nötig ist, die Lötspitze zu reinigen, bevor man sie wieder benutzt. Auf diese Weise kann der Verschleiß der Eisenschicht an der Lötspitze, der sonst in den Leerlaufzeiten fortschreitet, erheblich verlangsamt werden. Wenn der Lötgriffel von dem Stand-by-Ablageständer genommen wird, erreicht er schnell wieder seine Arbeitstemperatur, ohne über den festgelegten Wert hinauszuschießen. In der Praxis kann die Lebensdauer der Lötspitze allein durch Absenkung der Leerlauftemperatur auf 150 °C um bis zu 40 % verlängert werden.
Zu den längeren Standzeiten der Lötspitzen kommen noch weitere Vorteile wie niedrigerer Stromverbrauch und geringere Lötrauchbildung. Diese Vorteile können beträchtlich sein, wenn mehrere Arbeitsplätze in einer Fertigung betrieben werden. Wer bleifrei lötet, sollte auch genau darauf achten, dass die Geometrie der Lötspitze und die der Lötstelle aufeinanderpassen. So lässt sich die Aufschmelzzeit des Lotes verkürzen, ohne die Betriebstemperatur der Lötspitze zu erhöhen. Die richtige Größe der Lötspitze maximiert die Kontaktfläche zwischen Spitze und Lötstelle und verbessert so die Wärmeleitung. Im Idealfall sollte die Spitze die gleiche Größe haben wie die Lötstelle.
Fazit
Obwohl bleifreie Lötverbindungen bei höheren Temperaturen gebildet werden als bei SnPb-Lot, ist es nicht erforderlich, die Temperatur der Lötspitze zu erhöhen, um gute bleifreie Lötverbindungen mit wirtschaftlichem Durchsatz herzustellen. Notwendig ist lediglich eine verbesserte Temperaturregulierung, um Überhitzung zu vermeiden, eine optimierte Lötspitzengeometrie, um die Wärmeleitung zur Lötstelle zu verbessern und ein Stand-by-Ablageständer, um die Leerlauftemperatur zu reduzieren. So kann der Verschleiß an den Lötspitzen minimiert und die Standzeit maximiert werden. Hohe Kosten für ständig neue Lötspitzen entfallen.
EPP 415
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}