



Die schmaleren Prozessfenster, die durch bleifreie (BF) Lote vorgegeben werden, stellen uns vor neue Herausforderungen. Alles weist darauf hin, dass bestehende Lötanlagen entweder komplett ausgetauscht und/oder aufgerüstet werden müssen, um das heute übliche DPM-Niveau zu halten, das mit bleihaltigen Loten und konventionellen Anlagen erzielt wird. Deshalb wird die BF-Implementierung die Prozess- und Investitionsentscheidungen von Baugruppenproduzenten maßgeblich beeinflussen. In den kommenden Jahren wird die Aufrechterhaltung qualitativ hochwertiger Produktionsprozesse mit akzeptablen Betriebskosten zu einem kniffligem Balanceakt.
Dieser Artikel behandelt spezifische Problembereiche bei der BF-Implementierung hinsichtlich der geänderten Lötprozessbedingungen, neuer Kapitalaufwendungen und der höheren Kosten pro Baugruppe. Die echten Kosten für den Umstieg auf BF werden bestimmt durch den jeweiligen Prozess und die dafür erforderlichen Anlagen, sowie durch den Eigenkostenanteil (Cost of Ownership) dieser Anlagen.
Die Quintessenz dieses Artikels ist ein Denkanstoss an die Industrie, den potenziellen Problembereichen offen gegenüber zu stehen, ein strategisches Konzept für die BF-Implementierung zu entwickeln und entsprechende Investitionen für den BF-Erfolg in die Budgetplanung aufzunehmen!
Die grundlegenden BF-Prozessprobleme
Wird konventionellem Lot das Blei entzogen, treten verschiedene Effekte auf: Der Schmelzpunkt steigt, die Benetzungseigenschaften ändern sich, flüssiges Lot oxidiert schneller, die Oberflächenspannung ist höher und der hohe Zinnanteil macht das Lot „aggressiver“. Aus diesen Tatsachen ergeben sich folgende Konsequenzen: die Lotkosten vervierfachen sich, die Prozesstemperatur steigt, das Prozessfenster wird schmaler, Flussmitteleigenschaften ändern sich, es kommt vermehrt zu Krätzebildung, Lottiegel und Lötspitzen verschleißen schneller, metallurgische Verunreinigungen des Lötbades kommen häufiger vor und die Verwendung von N2 wird nahezu obligatorisch. Auf einen einfachen Nenner gebracht: BF-Prozesse werden schwieriger zu steuern, Anforderungen an die Anlagen nehmen zu und die allgemeinen Betriebskosten werden steigen!
Um diesen härteren Rahmenbedingungen zu begegnen, müssen Unternehmen ihre eigene Erfolgsstrategie für die Bereiche Reflow-, Wellen-, Selektiv-, Rework- und Handlöten entwickeln, ebenso für die Inspektions- und Analyseprozesse.
Die Annahme, dass mit den gleichen Anlagen weiter gearbeitet werden kann und nur der Prozess für BF angepasst werden muss, kann ein teurer Fehler werden!
Schmalere BF-Prozessfenster
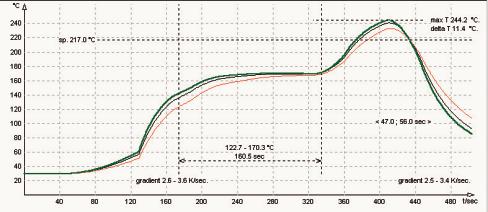
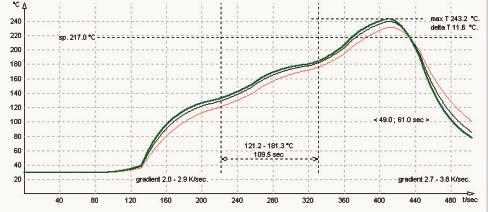
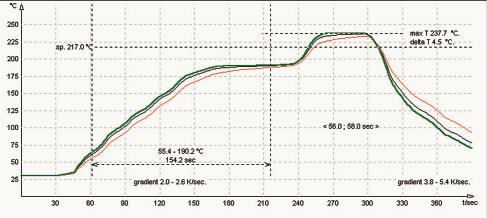
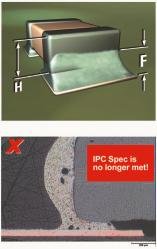
In Konvektions-Öfen erwärmen sich kleinere Bauelemente schneller als große. Ziel ist es, sicherzustellen, dass alle Anschlüsse heiß genug werden, um eine intermetallische Verbindung eingehen zu können. Auf keinen Fall dürfen sie jedoch zu heiß werden. Zwar ändert sich bei BF grundsätzlich nichts an der Baugruppe, andererseits steigen die Anforderungen an die thermischen Eigenschaften der Anlage aber enorm, um eine homogene Temperaturverteilung auf der Baugruppe sicherstellen zu können (Bild 1 bis 3).
Prozessparameter beim BF Reflow-Löten
- Maximal freigegebene BE-Temperatur und Temperaturgradient: 1 bis 4°C/s; Temperaturabfall: 3 bis 5°C/s.
- Flussmittelspezifikation; Durchwärmung; Benetzungsverhalten von BE und Pad.
- Laminattemperatur (Tg).
Die primäre Zielsetzung bei BF-Reflow muss lauten: Den erforderlichen Durchsatz bei möglichst niedriger Prozesstemperatur und geringstem Die primäre Zielsetzung bei BF-Reflow muss lauten: Den erforderlichen Durchsatz bei möglichst niedriger Prozesstemperatur und geringstem T zu erzielen. Ein für den erfolgreichen BF-Prozess optimierter Reflow-Ofen muss es Anwendern ermöglichen, innerhalb des erforderlichen Prozessfensters arbeiten zu können. Dies kann nur per zwangsgesteuerter Konvektion erreicht werden: eine optimale Steuerung des Luftstroms, die eine gleichmäßige Wärmeverteilung über die gesamte Baugruppe gewährleistet.
Die Zeiten, als Reflow-Öfen als einfache „Heizkisten“ angesehen wurden, sind endgültig vorbei. Eine erfolgreiche BF-Implementierung hängt maßgeblich von der Qualität des Reflow-Prozesses ab. Ein Ersa Multijet HighEnd Reflowofen (Bild 4), mit einem geringsten Die Zeiten, als Reflow-Öfen als einfache „Heizkisten“ angesehen wurden, sind endgültig vorbei. Eine erfolgreiche BF-Implementierung hängt maßgeblich von der Qualität des Reflow-Prozesses ab. Ein Ersa Multijet HighEnd Reflowofen (Bild 4), mit einem geringsten T über die gesamte Anlage, ermöglicht eine flache Temperaturkurve (Bild 5) und arbeitet innerhalb des erforderlichen Prozessfensters. Mehrstufiges Flux-Management, flexible Profile, aktive Kühlung, niedriger Energie- und N2-Verbrauch sowie niedrige Instandhaltungskosten runden das Anforderungsspektrum eines qualitativ hochwertigen Reflow-Ofens für BF-Prozesse ab.
Fazit: Probleme und Kosten werden von der Lötanlage verursacht! Wer dabei am falschen Ende spart, gefährdet die Gesamtrentabilität! Ein High-
End-Reflowofen ist eine Grundvoraussetzung für die BF-Produktion!
Nullserieninspektion im Zusammenhang mit Reflow
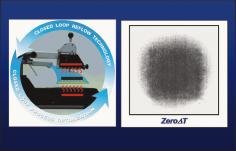
Für die BF-Implementierung müssen Hersteller ihre QS-Prozesse neu überdenken. Es ist einfach schwieriger, den BF-Prozess in der Anlaufphase in den Griff zu bekommen. Wie in den Bildern 6 bis 8 dargestellt, ist die Erfüllung der jeweiligen Normen eine echte Herausforderung.
Fazit: Die höheren Prozesstemperaturen und das schmalere Prozessfenster bei BF-Anwendungen machen eine erheblich intensivere Nullserieninspektion erforderlich. Manuelle optische Inspektionssysteme benötigen eine höhere Vergrößerung und flexible Betrachtungswinkel von 0 bis 90°.
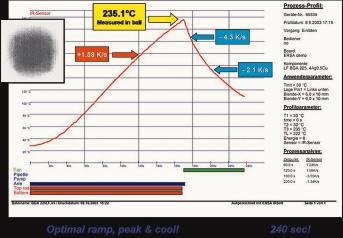
Die gleichen Prozessparameter wie bei Reflow treffen auch auf selektive Reflow-Prozesse zu, d.h. auch auf Rework. Höhere Prozesstemperaturen und schmalere Prozessfenster machen eine bessere Temperatursteuerung und ein kleineres Die gleichen Prozessparameter wie bei Reflow treffen auch auf selektive Reflow-Prozesse zu, d.h. auch auf Rework. Höhere Prozesstemperaturen und schmalere Prozessfenster machen eine bessere Temperatursteuerung und ein kleineres T bei selektivem BF-Reflow bzw. BF-Rework notwendig. Die Steuerung des T bei selektivem BF-Reflow bzw. BF-Rework notwendig. Die Steuerung des T bei Heißluftdüsen, die einen „Abstandsbereich“ von 3 mm haben, ist eine echte Herausforderung, insbesondere bei dicht bestückten LPs. Es sollte ernsthaft über alternative Reflow-Technologien nachgedacht werden, wie z. B. mittelwelliges IR. Mit dieser sicheren Technologie kann eine gleichmäßige Wärmeverteilung erzielt werden (Bild 9). Mit solchen Systemen kann Rework bei niedrigen Temperaturen und optimalen Gradienten (Bild 10) durchgeführt werden, Düsen oder N2 sind nicht erforderlich. Durch den Einsatz linearer Profile können die Taktzeiten halbiert werden.
Ein IR Rework-System mit mittlerer Wellenlänge bietet nicht nur den Vorteil einer in Echtzeit visualisierten Reflow Prozesssteuerung dank Zoomkamera, sondern ermöglicht auch die sichere und effiziente Bearbeitung von komplizierten Bauelementen, wie z. B.: BGA, CBGA, CCGA, CSP, QFN & MLF, PGA, PTH, flexible Schaltungen, Kunststoffbauelemente, Metallbauelemente und Abschirmungen, ungleichmäßige BEs, Buchsen, Stecker sowie Chips wie z. B. 0201 und 0402.
Fazit: Niedrigtemperatur Selektiv-Reflowsysteme mit mittelwelliger IR-Strahlung stellen bei BF-Anwendungen eine echte Alternative zu Heißluft-Reworksystemen dar. Sie sparen erhebliche Kosten bei N2 und Düsen, ganz abgesehen von den Kosten durch Rework-Fehler und niedriger Produktivität.
Bei der Serienfertigung muss der Bereich des Wellenlötens am genauesten überdacht werden. Von den Betriebskosten und dem Durchsatz her war Wellenlöten bisher bestimmend in der Serienproduktion. Die höheren Prozesstemperaturen und die höheren Anschaffungskosten für BF-Lote wirken sich jedoch stark auf die Kostenstrukturen dieses etablierten Prozesses aus.
Einschränkungen bei BF-Anwendung im konventionellen Wellenlöten
- Maximal freigegebene Bauelementtemperatur und Temperaturgradienten der BEs.
- Flussmittelspezifikationen und höhere Temperaturanforderungen für VOC-frei.
- Benetzungsverhalten von Bauelement und Pad.
- Maximale Laminattemperatur.
- Krätzebildung und N2-Verbrauch.
- Kupferverunreinigung des Lotbades.
- Fillet Lifting durch ungleichmäßiges Abkühlen.
Um die BF-Prozessanforderungen zu erfüllen, müssen moderne Lötanlagen die folgenden Eigenschaften aufweisen:
- 1. Ein Sprühfluxersystem für VOC-freie Flussmittel sowie Materialien, die für einen niedrigen pH-Wert geeignet sind.
- 2. Eine erweiterte Vorheizzone, die sowohl kurz- und mittelwellige IR-Strahler als auch Konvektion einsetzt, und über eine ausreichende Länge sowie eine flexible Konfiguration verfügt.
- 3. Eine verbesserte Düsenkonstruktion, die einen ausreichenden Rückfluss von BF-Loten ermöglicht, und gleichzeitig die Krätzebildung verhindert.
- 4. Einen neuen Lottiegel, der bei BF-Loten mit hohem Zinngehalt nicht so schnell korrodiert.
- 5. Stickstoffabdeckung- und/oder Tunneloption.
Der Einsatz von Stickstoff bei Wellenlötprozessen kann die Krätzebildung um bis zu 90% reduzieren. Unter Echtbedingungen bedeutet die Bildung von 5 bis 10 kg Krätze pro Wellenlötanlage pro Tag und pro Schicht erhebliche Lotkosten. Während die durchschnittlichen Kosten eines SnPb-Barrens bei ca. 4 bis 5 Euro/kg liegen, kostet der Barren SnAgCu BF-Lot ca. 12,50 Euro/kg. Bei BF-Wellenlötprozessen müssen also die Kosten für N2 gegenüber den Lotkosten sorgfältig analysiert werden.
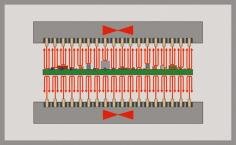
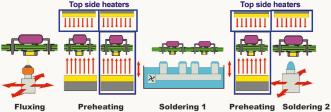
Fazit: Wellenlöten bei BF-Serienfertigung wird deutlich teurer werden. Der Mehraufwand durch die häufigere Wartung und Analyse des Lötbads sowie die höhere Krätzebildung vervielfachen die Kosten pro Lötbadfüllung. Wegen der kürzeren Standzeiten des Lötbads durch Kupferverunreinigungen, den enormen Kosten für N2 sowie der höheren DPM- und Ausschussraten sollten Serienfertiger erwägen, auf Selektivlötprozesse auszuweichen! Der globale Trend geht ganz klar von Wellenlöten hin zu doppelseitigen Reflow-Prozessen. Und wie werden dann die wenigen PTH-Bauelemente gelötet, die nach wie vor erforderlich sind? Möglichkeiten sind: Handlöten, Wellenlöten mit Lötmaskenträgern oder Selektivlöten. Selektivlöten wird definiert als Post-Reflow-Löten von PTH-Bauelementen auf doppelseitigen SMT-Baugruppen, wie z. B. Stecker, Leistungs-BEs, RF-Abschirmungen, etc. (Bild 11 und 12).
BF-Selektivlöten anstatt Wellen- oder Handlöten?
- Qualitativ hochwertige Lötverbindungen; höchste Reproduzierbarkeit und niedrigste DPM-Rate.
- Effiziente Bearbeitung plus Flexibilität bei kleinen Losgrößen.
- Niedriger Verbrauch von Lot, Flussmittel, N2 und Verbrauchsmaterialien senkt die Kosten pro Baugruppe signifikant.
Prozessvorteile von Selektivlöten: Besser, schneller, sauberer, günstiger.
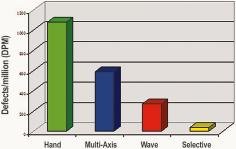
- Konsistente Qualität der BF-Lötverbindungen und deutliche Senkung der DPM-Rate (Bild 13).
- Kein Aufschmelzen der SMT-Bauelemente auf der Baugruppen-Oberseite wie beim Wellenlöten.
- Baugruppe wird während des Lötprozesses nicht bewegt.
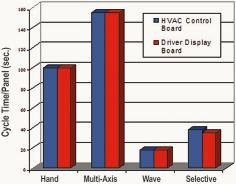
- Kürzere Taktzeiten als beim Hand- oder Mehrachsenlöten (Bild 14).
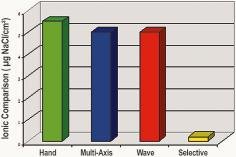
- Niedrige ionische Verunreinigungen (Bild 15) und niedriger Flussmittelverbrauch.
- Multilayer-Massenlöten ohne übermäßige thermische Belastung.
- Senkt Risiken und Kosten des anwender-abhängigen Handlötens.
- Signifikante Senkung der Material- und Verbrauchsmittelkosten (N2, Flussmittel, Lot, Spitzen, etc.).
Die Versaflow Selektivlöt-Lösung
Als Wegbereiter des modernen Inline-Selektivlötens für die Serienfertigung verfügt die Ersa Versaflow über originäre und fundamentale technologische Vorzüge sowie Kostensparpotenziale. Die Versaflow spiegelt den Inline-Prozess und führt die Baugruppe während des gesamten Lötprozesses über einen horizontalen Transport. Die Versaflow verfügt über ein multidirektionales (x-/y-/z-Servoantrieb) Lötmodul mit benetzbarer Düse, und stellt damit für die Serienproduktion eine echte Alternative zu Wellenlötanlagen dar. Sequentiell mit zwei Lötmodulen, simultan als Multiwave oder kombiniert als HighSpeed (Bild 16) können Versaflow Anlagen bis zu 6 Baugruppen gleichzeitig bearbeiten und bieten höchste Flexibilität und maximalen Durchsatz.
Sowohl für BF als auch für Massenproduktion und Multilayer-Anwendungen ist eine höhere Heizleistung erforderlich. Das Versaflow System ist die weltweit einzige Selektivlötanlage, die auf der Oberseite über Multijet Konvektions-Vorheizmodule verfügt, die parallel zu den Selektivlötmodulen auf der Unterseite arbeiten. Die Temperaturen der LP und der Lötverbindungen werden so während des gesamten Prozesses konstant gehalten, dadurch ist eine reproduzierbare Qualität gewährleistet.
Die Prozessvorteile der Versaflow beim Selektivlöten resultieren nicht nur in einem enormen Anstieg bei der BF-Lötqualität, sondern auch in erheblichen Kosteneinsparungen.
Fazit: Wann immer es auf BF-Qualität und Betriebskostensenkungen ankommt, sollte die Industrie ihre Produktionsprozesse bei der Serienfertigung überprüfen. BF-Anwendungen erfordern zuverlässige Prozesse unter komplexeren Bedingungen. Selektivlötprozesse sollten wann immer möglich ernsthaft in Betracht gezogen werden. Eine Renditeanalyse wird zeigen, dass die Kosteneinsparungen von Selektivprozessen gegenüber konventionellen Wellenlöten binnen 4 Monaten zur Amortisierung führen können.
Die größte Herausforderung stellt jedoch die Sicherung der BF-Qualität in den Bereichen Handlöten und Reparatur dar. Auch wenn in der Industrie Handlötvorgänge möglichst vermieden werden, müssen Firmen in der Lage sein, ggf. qualitativ hochwertige Handlöt- oder Nacharbeitsprozesse zu garantieren.
Einschränkungen beim BF-Handlöten
- Qualität der Lötverbindung und vollständige Durchkontaktierung bei dicken LPs
- Reproduzierbarkeit; langsame Nachheizung des Lötkolbens
- Höhere Prozesstemperaturen bei BF
- Starke ionische Verunreinigungen durch Flussmittelrückstände
- Schulung der Anwender
- Betriebskosten für Handarbeit, Lötdraht, Lötspitzen und Heizelemente.
Die höheren Anforderungen von BF-Anwendungen an die Produktionsanlagen kommen bei Lötstationen noch stärker zum Tragen. Moderne Lötkolben arbeiten bereits mit Temperatursollwerten von 380°C aufwärts. Durch die um 40°C höhere Temperatur bei BF-Prozessen arbeiten konventionelle Lötstationen an ihrem Limit.
Das Kernproblem liegt an der Konstruktion der Lötkolben hinsichtlich der Echttemperatursteuerung der Lötspitze. Die meisten temperaturgesteuerten Lötkolben regeln die Temperatur des Heizelements und nicht der Lötspitze, was zu Temperaturverlusten während des Handlötprozesses führen kann. Bei Punkt-zu-Punkt Lötvorgängen führt die mangelnde Nachheizung der Lötspitze dazu, dass jede Lötverbindung kälter als die vorhergehende wird (Bild 17).
Darüber hinaus sollten auch die finanziellen Aspekte des Einsatzes von Hochtemperaturlötspitzen mit Heizkartuschen nicht außer Acht gelassen werden. Diese Spitzen sind ausgesprochen teuer und haben nur kurze Standzeiten.
Speziell entwickelte 130 bis 290 W Lötkolben mit intern beheizter Lötspitze, die Typ-K Thermoelemente zur Messung des Wärmeverlusts im Vorderbereich der Lötspitze einsetzen, bieten die Nachheizleistung, die für BF-Handlötvorgänge bei niedrigeren Arbeitstemperaturen (zwischen 320 und 360°C) notwendig ist. Bei BF-Handlötanwendungen kann eine wiederholbare Qualität zu akzeptablen Betriebskosten nur durch den Einsatz von Lötstationen erzielt werden, bei denen die Lötspitzentemperatur geregelt wird, und nicht die Temperatur des Heizelementes.
Fazit: Ziel beim BF-Handlöten ist eine wiederholbare Lötqualität bei niedriger Temperatur zu möglichst geringen jährlichen Betriebskosten!
Was sind also die echten Kostenbelastungen beim Umstieg auf einen BF-Lötprozess? Generell haben die höheren BF-Prozesstemperaturen folgende Auswirkungen: höhere Aufheizzeiten und längere Taktzeiten, stärkere Krätzebildung, höherer Lotverbrauch, höherer Flussmittelverbrauch, höherer N2-Verbrauch, kürzere Mean Time to Failure bei Anlagen, höherer Wartungsaufwand, häufigere Analyse des Lötbads und kürzere Standzeit des Lottiegels, höherer Verbrauch von Wellenlötrahmen sowie höherer Verbrauch von Lötspitzen und Heizelementen bei Lötkolben.
Daraus folgt: Die BF-Implementierung wird die Prozess- und Investitionsentscheidungen von Baugruppenproduzenten maßgeblich beeinflussen. Das ultimative Ziel ist die Erhaltung qualitativ hochwertiger Produktionsprozesse bei gleichzeitiger Aufrechterhaltung der Rentabilität. Dies stellt jedoch eine neue Herausforderung dar. Die echten Kosten für den Umstieg auf BF werden bestimmt durch die dafür eingesetzten Anlagen und die Betriebskosten dieser Anlagen. Es muss ein strategisches Konzept zur Neubewertung jedes einzelnen Lötprozesses bezüglich Qualität, Produktivität und Betriebskosten eingesetzt werden. Vom wirtschaftlichen Standpunkt her sollte eine möglichst rasche Kosten- und Implementierungsplanung für den Umstieg auf BF-Betrieb durchgeführt werden. Vom Prozess-Standpunkt her ist ein früher Start und eine Lernphase von mind. 3 bis 6 Monaten absolut empfehlenswert. Es muss ein Budget für die Bewertung qualitativ hochwertiger Hochleistungslötanlagen eingeplant werden, die eine höhere BF-Lötqualität sowie eine höhere BF-Produktivität bei niedrigeren BF-Betriebskosten ermöglichen.
SMT, Stand 1-324
EPP 420
Unsere Webinar-Empfehlung

SAKI is a Japanese supplier of SPI, AOI, AXI, THD and coating inspection solutions as an all-in-one hardware and software platform.
Teilen:








{kind=link}