

Die Produktion von RoHS-konformen Baugruppen hat in den vergangenen Jahren zu einer der größten Materialumstellungen in der Geschichte der Elektronik geführt. Insbesondere für die Bauelemente stellen die höheren Löttemperaturen eine gewachsene Stressbelastung dar. Die Gruppen der feuchteempfindlichen IC-Packages und der Elektrolytkondensatoren sind hiervon besonders betroffen.
Dr. H. Bell & F. Oswald, Rehm Thermal Systems, Dipl.-Ing. R. Heinze & Dr.-Ing. H. Wohlrabe, TU Dresden, J. Pfülb, Beck, H. Yamada & T. Nakamura, ELNA
Für den Baugruppenproduzenten gibt es bislang keine Standards, die das Reflowlöten in sinnvollen Temperatur-Zeitgrenzen beschreiben. Daher sind zusätzliche Kenntnisse für die Herstellung zuverlässiger Baugruppen unerlässlich.
Moisture Sensitive Components
Für die Untersuchungen der feuchteempfindlichen ICs standen verschiedene Packages mit den MSL 3 und 4 zur Verfügung: SOT, SSOP, PQFP, MQFP, PFCM. Alle untersuchten ICs wurden vor der Reflowbelastung der feuchteresistenten Verpackung entnommen und entsprechend ihrem Feuchte-Level (MSL) 72 oder 168 Stunden bei 30 °C und 60 % relativer Feuchte gelagert. Anschließend erfolgte die Reflowbelastung nach unterschiedlichen Varianten (Tabelle). Vor und nach der jeweiligen thermischen Belastung wurden die ICs mittels eines Ultraschallmikroskops nach dem Impuls-Echo-Verfahren (C-Scan) untersucht.
Beim Kondensationslöten wird in gleicher Zeiteinheit 10 bis 20 mal mehr Wärme übertragen, als beim Konvektionslöten. Daher sind Schädigungen der Bauelemente, z. B. durch Delamination, eher nach dem Kondensationslöten zu erwarten. Für feuchteempfindliche Bauelemente stellt eine Vakuumumgebung eine zusätzliche Belastung dar. Restfeuchte erhöht beim Reflowlöten den Innendruck des Packages erheblich und das Vakuum den relativen Druckunterschied um weitere 1 bar. Daher lag der Fokus bei den Untersuchungen auf dem Vakuum-Kondensationslöten. Die dreifache Wiederholung der Belastung sollte die Grenze der Robustheit der Bauelemente gegen Mehrfachlötungen sichtbar machen. Für die Konvektionsbelastung wurde die maximale Temperatur auf 260 °C eingestellt. Dies entspricht der maximalen Klassifikationstemperatur für feuchteempfindliche Bauelemente. Die Kondensationslötanlage wurde mit Galden HS240 befüllt, wodurch die maximale Temperatur in diesem Prozess 240 °C nicht überstieg. Bei der adaptiven Vakuumbelastung wurde ein Enddruck von <10 mbar über einen Zeitraum von ca. 30 Sekunden erreicht. Die Aufheizgradienten waren stets <3 K/s. Alle uns verfügbaren Bauelemente hatten ein Moisture Sensitive Level von MSL3, nur ein Bauelement hatte MSL4 (nach IPC 020C).
Die untersuchten SSOP und SOT Bauelemente besitzen sehr robuste Packages, welche auch nach mehrfacher extremer Reflowbelastung keine Delamination zeigen. Als ebenso robust erwiesen sich die Bauformen MQFP80 und MQFP144. Hingegen zeigten die PQFP64 bereits nach dem Konvektionslöten und dem Kondensationslöten ohne Vakuum leichte Delaminationen am Chiprand, wobei die Unterseite des Chipträgers jedoch keine Veränderungen aufweist. Mit zunehmender Lötbelastung nimmt die Delamination in der Ebene Chipträger/Moldmasse zu und breitet sich über die gesamte Padfläche aus. Nach zweimaligem Vakuum-Kondensationslöten waren 90 % der untersuchten PQFP64 ausgefallen.
Mit komplexerem Gehäuseaufbau nimmt auch die Empfindlichkeit gegenüber Lötbelastungen zu, wie am Beispiel der untersuchten PFCM128 nachgewiesen wurde. Die Chips der ICs sind auf Interposer kontaktiert, die wiederum auf das Mittenpad des Leadframes montiert sind. In der Ebene Interposer/Leadframe sind mit zunehmender Lötbelastung Delaminationen erkennbar.
Das Konvektionslöten zeigt ein mit dem Kondensationslöten ohne Vakuum vergleichbares Fehlerbild. Es werden bei einfacher Lötbelastung entweder keine oder nur geringe Veränderungen in den Packages nachgewiesen. Mehrfache Lötbelastung unter Vakuum können komplexere Packages zerstören. Hinsichtlich der Lötwärmebeständigkeit unterschied sich das PFCM100 mit einem Moisture Sensitive Level MSL4 nicht von dem vergleichbar aufgebauten PFCM128 mit einem MSL3. Dieses Ergebnis unterstreicht, dass die Feuchteempfindlichkeitsklasse nicht die Lötwärmebeständigkeit charakterisiert.
Elektrolytkondensatoren
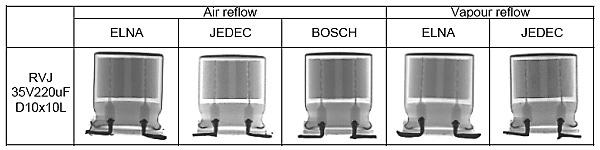
Es standen folgende Bauformen für die Untersuchungen zur Lötwärmebeständigkeit zur Verfügung: D10x10L; D8x6,5L; D6,3×5,3. Die Reflowtemperaturbelastungen orientierten sich an den Standards IPC J-STD 20C und IEC 60068–2–58 sowie der ELNA-Spezifikation für diese Bauelemente. Da häufig Elektrolytkondensatoren auch dem Kondensationslötprozess ausgesetzt sind, wurden zusätzlich zu den thermischen Belastungen unter Konvektionsreflowbedingungen auch Belastungen unter Vapourphasebedingungen durchgeführt. Die Elektrolytkondensatoren waren nicht für den Vapourphaseprozess spezifiziert. Alle Prozessparameter wurden so eingestellt, dass die entsprechend den Standards zugelassenen Grenztemperaturen nicht überschritten wurden. Nach den thermischen Belastungen wurden alle Elektrolytkondensatoren mittels X-Ray auf eventuelle mechanische Defekte untersucht und anschließend elektrisch vermessen. Sowohl nach dem Konvektionslöten als auch nach dem Kondensationslöten wurden keine mechanischen Defekte an den Kondensatoren nachgewiesen.
Die elektrischen Messungen ergaben stets kapazitive Verluste nach jedem Reflowprozess. Der wesentlich stärkere Wärmeübergang beim Vapourphaselöten hatte bei allen untersuchten Elektrolytkondensatortypen auch einen größeren Kapazitätsverlust zur Folge. Einige Kondensatoren wurden zwei- und dreimal in demselben Konvektionsreflowprozess belastet. Die anschließenden Messungen ergaben, dass der Kapazitätsverlust weiter zunimmt. Eine dreifache Belastung in der Konvektion erreicht einen gleichen Kapazitätsverlust, wie er bereits nach einem Kondensationsprozess erreicht wird.
Einfluss der Reflowparameter auf das Lötergebnis
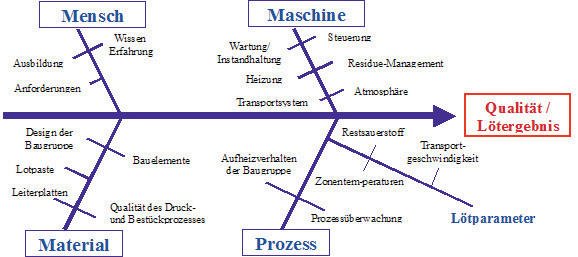
Auf die Endqualität einer Baugruppe wirkt eine Vielzahl von Einflussgrößen ein, die ausschnittsweise in Form eines Ishikawa-Diagramms dargestellt sind. So wurden in den letzten zwei Jahren am Institut für Aufbau- und Verbindungstechnik der Elektronik an der TU Dresden, unterstützt durch das Unternehmen, systematische Versuche zur Reflowqualität durchgeführt.
Benetzungsqualität: Die Leiterplattenoberfläche hat Einfluss auf die Benetzungsqualität. Eine Auswertung zeigt das Ergebnis eines Versuchs, bei dem chemisch Zinn eine bessere Benetzung aufwies. Im Widerspruch dazu trat beim ersten Versuch das erwartete Ergebnis ein, dass Nickel-Gold eine bessere Benetzung zeigte. Erwartet wird allgemein, dass Zinn mehr sensitiven auf Oxidation reagiert. Die Ursache für die widersprüchlichen Versuchsergebnisse kann in unterschiedlichen Qualitäten der angelieferten Leiterplatten gesehen werden. Dieses Ergebnis zeigt die Komplexität der Einflüsse auf die Reflowqualität. Die Benetzungsqualität an den Chips wurde mit Hilfe eines AOI ausgewertet. Insgesamt wurden ca. 300.000 Lötstellen aufgenommen. Je kleiner der vermessene Gap war, desto besser die Benetzung. Die Grafik zeigt auch den Einfluss der Peaktemperatur. Mit höherer Peaktemperatur (245 °C) wird der Gap geringer. Mit steigender Temperatur nehmen die chemisch/metallurgischen Wechselwirkungen zu und die Oberflächenspannung des schmelzflüssigen Lotes nimmt ab, wodurch insgesamt die Benetzung befördert wird.
Reflowatmosphäre/Stickstoff: Der Einsatz von Stickstoff beim Reflowlöten wirkt begünstigend auf die Benetzungsqualität. Im Versuch wurde das Löten unter Normalluft durch eine Variation des Restsauerstoffgehalts (100..1000 ppm) ersetzt. Stickstoff verdrängt den Luftsauerstoff aus der Reflowatmosphäre und verhindert somit die Oxidation der zu benetzenden Oberflächen.
Tombstones: Miteinander wechselwirkende Einflussgrößen können verschiedene Qualitätsresultate ergeben. So steigt die Tombstoneanzahl unter einer Stickstoffatmosphäre mit zunehmender Transportgeschwindigkeit, während sie unter Luft nahezu konstant bleibt. Oxidationsprozesse der zu benetzenden Oberflächen und der Lotpaste unter Luft verlängern die Benetzungszeit und verringern die Zeitverzögerung zwischen dem rechten und linken Anschluss. Pasten mit adäquaten Benetzungseigenschaften können auch unter einer Stickstoffatmosphäre gleich niedrige Tombstoneanzahlen erzielen, wie unter Luft. Während eine Stickstoffatmosphäre für die Tombstone-Entstehung teilweise negativ sein kann, beeinflusst sie die Benetzung insgesamt jedoch positiv. Mit Hilfe einer Stickstoffregelung, bei der vorgewählte Restsauerstoffniveaus konstant gehalten werden, hat man einen zusätzlichen Einstellparameter zur Verfügung, um Tombstones entgegen zu wirken.
Lotperlen: Lotperlen wurden an den Chips 0805 und 1206 mittels AOI ausgezählt. Haupteinflussfaktor auf das Beading ist die Körnung der Lotpaste. Je kleiner der Korndurchmesser, umso wahrscheinlicher ist deren Verschleppung in den Spalt unterhalb des Chip-Bauelements. Durch die größere Gesamtoberfläche des Lotpastenmetalls der feinkörnigen Paste tritt zudem eine verstärkte Oxidation mit dem noch vorhandenen Restsauerstoff auf, was das Beading ebenfalls fördert. Eine höhere Peaktemperatur reduziert die Oberflächenspannung des flüssigen Lots, wodurch es einfacher in den Spalt gelangen kann. Weiterhin sinken die Chips bei einer höheren Peaktemperatur stärker während des Lötens ein, was die durchgeführten Standoffmessungen belegen. Dadurch wird der Spalt unter dem Bauelement kleiner, wodurch sich der Kapillareffekt verstärkt. Längere Vorheizzeiten minimieren das Beading. Sie bewirken ein besseres Austrocknen der Lotpaste, wodurch der Flüssigkeitsstrom (Flussmittel) unter dem Bauelement abnimmt, und weniger Lotkörner dorthin verschleppt werden können.
Voids: Voidanalysen wurden an BGA-Lötstellen und an Flächenlötungen (QFN, Si-Chips) durchgeführt. Die Versuchsauswertung ergab offensichtliche Widersprüche. Ball- und Flächenlötungen verlangen (bis auf die Körnung der Lotpaste) unterschiedliche Reflow-Einstellungen für einen minimalen Voidgehalt.
Beim BGA treten bei einer schlechten Benetzungsqualität wenig Voids auf. Beim QFN ist es umgekehrt, gute Benetzungsqualität führt auch zu wenig Voids. Eine Ausnahme bildet die Korngröße der Lotpaste. Weiterhin hat die Peaktemperatur auf die Voids sowohl beim BGA als auch beim QFN einen größeren Einfluss. Bei den QFN-Packages bedeutet eine höhere Peaktemperatur auch eine höhere Verweilzeit im flüssigen Zustand des Lotes, so dass Gasblasen mehr Zeit zum Ausweichen haben. Weiterhin nimmt die Viskosität des flüssigen Lotes bei höherer Temperatur ab, so dass dadurch ebenfalls das Entweichen erleichtert wird. Beim BGA könnte die Verzögerung der Benetzung durch schlechtere Benetzungseigenschaften das Austreten der Gasblasen erleichtern. Durch eine höhere Peaktemperatur bildet sich auf den geschmolzenen Balls eine Oxidschicht, die das weitere Entweichen der Gasblasen erschwert.
Sollen auf einer Baugruppe beide Bauelementetypen verarbeitet werden, gibt es bezüglich einer angestrebten Minimierung aller Voids keine optimale Einstellung, sowohl was die Materialien als auch die Reflowparameter betrifft. Die primären Ursachen des widersprüchlichen Verhaltens sind zunächst in den geometrischen Unterschieden der Bauelemente zu suchen. Eine signifikante Verringerung des Voidings ist nur mit Hilfe von Vakuum-Lötverfahren erreichbar.
EPP 419
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}