

Erwähnt man den Begriff „lunkerfreies oder lunkerarmes Löten“, so ist man von einer Vakuum-Lötanlage nicht weit entfernt. Will man auch noch kleine und große Lötstellen in Kombination mit empfindlicher Steuerelektronik lunkerfrei verlöten, so kommt man um eine Kondensations-Lötanlage dritter Generation mit Vakuum nicht he-rum. Der vermehrte Einsatz von Leistungsbauteilen und der Zwang zu weiterer Miniaturisierung hat zu akutem Handlungsbedarf geführt. Der zukünftige Einsatz bleifreier Pasten verschärft die Lunkerproblematik nochmals. Asscon bietet mit der Vakuum-Dampfphasen-Löttechnik jetzt ein Lösung für die Lunkerproblematik.
Uwe Filor, Asscon, Königsbrunn
Die bisherigen Erfahrungen haben gezeigt, dass die Lunkerbildung im konventionellen Bereich mit bleihaltigen Loten bis auf Leistungsbauelemente in den meisten Fällen noch akzeptable Dimensionen aufweist. Durch die Optimierung der verschiedensten Parameter wie Lotpaste, Metallisierungen,Druck und Prozessführung konnten akzeptable Lunkerraten im Bereich von maximal 25% der projezierten Lötfläche erreicht werden. Der vermehrte Einsatz von Leistungsbauteilen und der Zwang zu weiterer Miniaturisierung hat jedoch zu akutem Handlungsbedarf geführt. Der zukünftige Einsatz bleifreier Pasten verschärft die Lunkerproblematik nochmals.
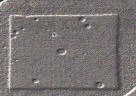
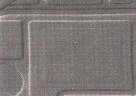
Natürlich gibt es beim Löten Lunker (Hohlräume), die auch in enger Beziehung mit den mechanischen Eigenschaften der Lötstelle stehen. Es können Dutzende von Hohlräumen auftreten, deren Durchmesser zwischen 10 µm und 1 mm liegen. Große Hohlräume mindern aber die Dauerfestigkeit der Lötstelle. Sie sind beispielsweise die Folge der Schrumpfung der Lote bei der Erstarrung (etwa 4%). Speziell beim Einsatz von bleifreien Pasten ändern sich die Verhältnisse jedoch grundlegend. Bedingt durch die Loteigenschaften, reduzierten Benetzungseigenschaften und höheren Prozesstemperaturen mit zwangsläufig höheren Ausgasungsraten aus Baugruppen und Bauelementen, erhöht sich das Lunkeraufkommen merklich. Der Lunkeranteil z.B. in den Anschlüssen von bisher problemlos verarbeiteten Prozessoren (besonders in den Balls der BGAs) kann dazu führen, dass die Abwärme des Bauelements nicht mehr ausreichend durch die mit Lunkern versetzten Wärmeableitflächen entfernt werden kann. Dies hat den Hitzekollaps des Bauelementes zur Folge. Außerdem sind Lunker immer prädestinierte Bereiche für das Auftreten von mechanischen Fehlern in einer Lötstelle.
Gerade diese beschriebenen Problemstellungen führten zur Entwicklung von Dampfphasen-Vakuum-Lötanlagen dritter Generation. Der Kern dieses Verfahrens ist die Kombination einer Dampfphasen-Lötanlage zum schonenden und absolut oxidfreien Aufwärmen jeglichen Lötgutes mit einer Vakuumkammer, die nach dem Löten jegliche Lunker aus der noch flüssigen Schmelze entfernt.
Der Prozessablauf einer solchen Anlage kann wie folgt beschrieben werden. Das gelötete Gut wird bei einer Temperatur oberhalb des Schmelzpunktes des Lotes aus der Dampfphase gehoben und bei diesem Temperaturniveau einer sofortigen Vakuumbehandlung zugeführt. Eine Evakuierung der gesamten Anlage ist nicht notwendig. Das Vakuummodul ist innerhalb der Lötanlage wie eine Haube angeordnet in die nach dem Löten das noch flüssige Lötgut eingefahren wird. Nach dem vakuumdichten Verschließen der Haube wird nur innerhalb dieser Haube ein Endvakuum von ca. 30 mbar erzeugt. Dieses Vakuum wird dann für rund 10 s gehalten. Während dieser Haltezeit entweichen alle gasförmigen Lunker aus der noch flüssigen Schmelze. Anschließend wird die Vakuumkammer mit Luft oder Stickstoff belüftet und wieder geöffnet. Das Lötgut fährt in die Kühlzone und kühlt ab. Selbst bei großen Lötstellen ist ein lunkerarmes Löten (Lunkeranteil 0,1 %) ohne Probleme möglich. Vorteile des Verfahrens sind:
• lunkerarmes Verlöten selbst bei großen Anschlussflächen,
• einfache Vakuumtechnik, nur geringe Volumina müssen evakuiert werden,
• bei bleifreien Produkten beträgt die maximale Temperatur 240 °C,
• Inline- wie Batch-Anlagen mit Vakuumtechnik sind bereits im Einsatz und
• Verlängerung der Gesamtprozesszeit nur um ca. 15 % bei Einsatz der Vakuumtechnik.
Die heute entwickelten und gebauten Vakuum-Dampfphasen-Lötanlagen lassen sich in zwei Gruppen einteilen. Batch-Anlagen die für kleine und mittlere Losgrößen geeignet sind. Der andere Bereich sind die Vakuum-Inline-Dampfphasen-Lötanlagen, die für die großen Serien ausgelegt sind. Batch-Anlagen besitzen Werkstückträgersysteme auf denen das Lötgut manuell oder automatisch der Lötanlage zugeführt wird – je nach Automatisierungsgrad. Diese Anlagen sind äußerst flexible Systeme, da unterschiedliche Produkte gleichzeitig gelötet werden können und keinerlei Rüstzeiten bei Produktionswechsel anfallen. Der Durchsatz wird über die Taktzeit inklusive der Vakuumverweilzeit bestimmt. Für höheren Durchsatz wurden die Inline-Anlagen konzipiert – speziell mit der Vakuumtechnologie. Die Inline-Systeme verbinden die bewährte Kondensations-Löttechnik der dritten Generation mit der Vakuumtechnik, die weitere Vorteile bei der Verarbeitung der bleifreien Lotpasten sowie im lunkerfreien Löten bietet.
Bedingt durch die physikalischen Gesetzmäßigkeiten, die dem Dampfphasenlöten zugrunde liegen, ergeben sich in Kombination mit der Vakuumtechnik äußerst stabile Prozessverhältnisse. Die Hauptvorteile der Prozesssicherheit sind:
• Überhitzung, Bauelementeschädigung und Delaminationen können nicht auftreten. Maximale Temperatur bleifrei 240 °C;
• 100 %-ige sauerstoffreie Lötung,
• lunkerarme Lötstellen,
• homogene Energieverteilung auf der Baugruppe,
• dreidimensionale Produkte sind problemlos zu verarbeiten und
• niedriger Energiebedarf durch hohen Wirkungsgrad.
Durch die Weiterentwicklung des ursprünglichen Kondensationslötens, jetzt in Verbindung mit der Vakuumtechnik, kann man heute auf ein Lötverfahren zurückgreifen, das wirtschaftliche und qualitativ hochwertige Lötungen ermöglicht. Auch zukünftige Bauelementeformen wie großflächige Keramik-BGAs, vollflächiges Löten von Bauelementen auf Kühlflächen oder das Löten von großflächigen SMDs auf massiven Multilayern sind durch dieses Lötverfahren problemlos zu bewältigen.
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}