

In der Richtlinie des Europäischen Parlaments und des Rates zur Beschränkung der Verwendung bestimmter gefährlicher Stoffe in Elektro- und Elektronikgeräten datiert zu Brüssel, den 8. November 2002 unter dem Aktenzeichen: 2000/0159 (COD) – C5– 0487/2002 – PE-CONS 3662/02 – ENV 581 – CODEC 1273 lesen wir im Artikel 4 mit dem Titel ‘Vermeidung’: (1) Die Mitgliedstaaten stellen sicher, dass ab dem 1. Juli 2006 neu in Verkehr gebrachte Elektro- und Elektronikgeräte kein Blei, Quecksilber, Cadmium, sechswertiges Chrom, polybromiertes Biphenyl (PBB) bzw. polybromierten Diphenylether (PBDE) enthalten.
Hier bedarf die Verwendung der Redewendung „in den Verkehr gebracht“ einer Erläuterung, da sich viele Elektronikhersteller nicht klar darüber sind, was das Datum für sie wirklich bedeutet.
Eine Rücksprache mit dem Umweltministerium der BRD klarifiziert nun, dass es sich hierbei um den Übergabetermin von elektronischer Ware an den Endverbraucher handelt. Es bedarf also weniger Rechenkünste, um festzustellen, dass die Produktion nicht erst zum Stichtag umgestellt werden muss, sondern bedeutend früher. Je nach Hersteller und Länge „seines Weges“ von der Produktion bis zur Übergabe an den Endverbraucher kann der tatsächliche Termin zur Umstellung sehr viel früher liegen.
Außerdem muss natürlich auch dafür gesorgt werden, dass möglichst sämtliche Lager vor diesem Termin ausgeräumt werden – oder solche Ware eben nur noch in jenem Ausland vertrieben wird, in dem die europäische Gesetzgebung nicht greift.
Übrigens darf nach wie vor bleihaltig produziert werden und zwar für Länder außerhalb der EU und für dortige Kunden, die keine Bleifreiheit fordern, was die Situation in den Firmen nur noch komplizierter machen kann.
Grundsätzliches
Im dritten Teil dieser Artikelserie haben wir festgestellt, welche Lötprozesse im Hause durchgeführt werden. Somit liegen die Informationen über die einzelnen Maschinen, d.h. Wellenlötanlagen, Reflowmaschinen (Infrarot, Konvektion, Kondensation), Selektiv-Lötanlagen, Verzinnungs- und Beschichtungseinrichtungen und Handlötgeräte vor. Jetzt stellt sich die Frage: Sind sie alle „bleifrei-tauglich“?
Aber was heißt denn „bleifreifähig“? Hier gibt es wohl auch ein ganzes Spektrum an Ansichten, je nachdem ob Sie Käufer oder Verkäufer sind und wenn Sie beim Kauf Ihrer letzten Anlage nicht spezifisch genug waren, so haben Sie mit dem Maschinenhersteller zwar diskutiert, aber eventuell aneinander vorbei geredet.
Wir unterscheiden hier wieder zwei Stossrichtungen: Einerseits die Ersatzlote mit wesentlich niedrigerem Schmelzpunkt, andererseits die mit wesentlich höherem Schmelzpunkt. Die (meist Bi-Lote, da Indium wohl denn doch zu teuer kommt) mit niedrigerem Schmelzpunkt haben auch einen sehr viel geringeren Zinnanteil in der Legierung im Vergleich zu den hochschmelzenden Loten. Bei niedrigschmelzenden Loten liegt der Zinnanteil in etwa auf dem Niveau der eutektischen SnPb-Lote [1].
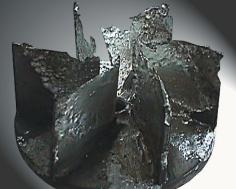
Dagegen haben die hochschmelzenden alle über 90% Sn-Anteil, nähern sich also schon dem, was man als Reinzinn verstehen könnte (z. B. SnCu mit nur 0,6% Cu-Anteil). Dies ist zunächst einmal überall dort kritisch, wo flüssiges Lot zum Einsatz kommt. Hierbei müssen wir uns bewusst sein, dass es das Zinn ist, welches aggressiv chemische Verbindungen eingeht. Der normale Reaktions-Mechanismus ist die Ausbildung eines Diffusionsmoleküls gefolgt von einem Ausschwemmen in das flüssige Lot. Somit hat man also gleich zwei Effekte: Einerseits die Korrosion an den Maschinenteilen (Bild 1) – vor allem an den beweglichen, bei denen auch noch eine gewisse Reibung mit zu dem Phänomen beiträgt – andererseits jedoch auch noch die Verunreinigung des Lots durch das ausgeschwemmte Material (Bild 2).
Bei einer Inspektion der Maschinen müssen wir also diese Eigenschaften und den Unterschied bei den Lotarten im Auge behalten. Jedoch bezieht sich die Tauglichkeit einer Anlage nicht nur auf Materialwerte, sondern muss auch die Funktion im Prozessablauf berücksichtigen.
Wellenlötanlage
Nähern wir uns unvoreingenommen einer Wellenlötanlage, so „zerfällt“ sie in folgende Module:
- Transport,
- Fluxer,
- Vorheizung,
- Lötmodul,
- Steuereinheit.
Vorausgesetzt, dass wir ein Lot mit niedrigem Schmelzpunkt und niedrigem Sn-Gehalt verwenden, brauchen wir nur sehr wenig neue Forderungen zu stellen. Wegen der allgemein schlechteren Benetzung aller Bleifreilote, ist an oberster Stelle auch hier die Stickstofffähigkeit zu nennen. Eine inerte Atmosphäre gleicht diesen Nachteil bei der Benetzungsfähigkeit weitgehend aus. Gleichzeitig genießt man durch die Abwesenheit des Sauerstoffs auch eine geringere Oxidbildung und deswegen eine ins Gewicht fallende Kostenreduzierung. Dies gilt vor allem auch deswegen, weil die neuen Lote meist viel teurer sind.
Je nach verwendetem Wismutgehalt kann sich das Lot beim Erstarren ausdehnen. Damit besteht die Gefahr, dass der Tiegel gesprengt wird. In diesen Fällen muss entweder verhindert werden, dass die Temperatur zu weit abfallen kann oder aber der Tiegel muss so ausgeformt sein, dass er beim Erkalten nicht beschädigt wird (z.B. durch einen Kompensationskörper, der die auftretenden Kräfte bei der Ausdehnung auffängt).
Einen Blick sollten wir noch auf den Fluxer richten, denn eventuell kommen auch bei Bi-Loten andere Flussmittel zum Einsatz. Wichtig ist deswegen, dass der Fluxer möglichst wartungsarm mit diesen Flussmitteln zurecht kommt und dass die aufgetragene Menge gut kontrollierbar ist.
Bei Loten mit höherem Schmelzpunkt und höherem Zinngehalt, sieht die Angelegenheit schon wesentlich kritischer aus. Gehen wir in diesem Fall Schritt für Schritt bei unserer Inspektion der Anlage vor:
Transport: Ruhiger Lauf, Parallelität und zuverlässiges Fassen der Baugruppe sind seine herausstechenden Eigenschaften. Der Konstrukteur muss sich bewusst gewesen sein, dass die bleifreien Lote a) eine höhere Temperatur bedingen (auch schon in der Vorheizung) und b) ein geringeres spezifisches Gewicht aufweisen als die bleihaltigen.
Somit dürfen sich auch bei den angehobenen Temperaturen weder die Transportschienen verwerfen oder verbiegen, noch darf das Schmiermittel sich zersetzen und so seine Wirkung verlieren. Da sich die Leiterplatte etwas mehr ausdehnen wird (auch die Vorheizung muss höher gefahren werden, um den 100 K Sprung in das flüssige Lot für die Bauteile zu garantieren), sollten die Finger oder die Palette (Lötrahmen) dem ebenfalls Rechnung tragen und ein höheres Maß an Elastizität bieten.
Das geringere spezifische Gewicht des Lotes wirkt sich auf das Abrissverhalten beim Austritt aus der Welle aus. Dem muss man entgegenwirken. Die Veränderung des Anstellwinkels des Transports ist eine Möglichkeit. Mit einem einfachen Kräfteparallelogramm kann man sich visuell davon überzeugen, dass ein steilerer Winkel den Vektor in Laufrichtung günstig beeinflusst. Wir nutzen also die Zerlegung der Gravitation in zwei Kräfte hier wieder aus. Verstellbarkeit des Winkels ist also ebenfalls ein Anspruch, der gestellt werden muss. Bisherige praktische Erfahrungen deuten auf Winkel im Bereich von 7 bis 9º hin, je nach Lot. Dabei spielen noch weitere Eigenschaften des flüssigen Lots, wie etwa die Oberflächenspannung und Viskosität, neben dem spezifischen Gewicht eine Rolle.
Bei der Veränderung des Transportwinkels muss jedoch die dadurch bedingte Höhe des Maschinen ein- und –auslaufs berücksichtigt werden, die – je steiler der Transportwinkel wird – sich umso ungünstiger für das Handling gestaltet. Die Übergabe vom und Übernahme in die peripheren Handlingsysteme, d.h. die Einbindung in ein Linienkonzept, könnte also ein Problem darstellen.
Um das Fließverhalten von bleifreien Lotlegierungen positiv zu beeinflussen, ohne die Nachteile durch eine Veränderung des Transportwinkels in Kauf zu nehmen, hat man bei Seho alternative Lösungen gesucht und gefunden. Statt den Transportwinkel zu verändern, wird die Lötdüse um bis zu 2° gekippt. Dadurch entsteht ein steilerer Winkel, der eine höhere Fließgeschwindigkeit des Lotes bewirkt und damit die schlechteren Benetzungseigenschaften der bleifreien Lote neutralisiert. Im Gegensatz zur Transportwinkelverstellung hat die Winkelverstellung der Lötdüse einen entscheidenden Vorteil: Die Benetzungslänge und –zeit bleiben konstant, ohne dass ein aufwändiges Nachjustieren der Lottiegelhöhe erforderlich ist.
Eventuell können auch die Nachteile beim Transport durch neue Düsenformen, wie sie z. B. von Seho angeboten werden, ohne Transportwinkelverstellung aufgefangen werden. Neue Düsengeometrien mit höherer Fließgeschwindigkeit haben sich in der Praxis bereits bewährt.
Eine bessere Abdeckung, um den Transport vor einem Verharzen durch die „neuen“ Flussmittel zu schützen und somit die Wartung in einem tragbaren Rahmen zu halten, wäre ebenfalls wünschenswert.
Das leitet dann direkt zum Fluxer über.
Fluxer: Da die intensive Recherche der Flussmittelchemiker in ihren „Giftküchen“ (oder ihren Vademeka) keine besser geeigneten Aktivatoren erbracht hat als die Dikarbonsäuren oder jene dann zu teuer wären, werden wir mit denen für das Löten bei höheren Temperaturen eigentlich ungeeigneten Chemikalien leben müssen. Vor allem wenn wir den Bauteilherstellern entgegenkommen, wird die Vorheiztemperatur erhöht werden müssen. Ein Versagen der Flussmittel wäre ohne vorbeugende Maßnahmen somit vorprogrammiert. Eine Reduzierung im Lösemittelanteil und eine Erhöhung der Harzkomponente sind die empfohlenen Gegenmittel. Eine Umkehr der Funktionen, d.h. Vorheizung vor Fluxen wie sie bereits in einigen Selektivmaschinen und gelegentlich in Japan eingeführt wurde, sind ebenfalls als Lösungsansätze für dieses Problem zu studieren.
Nur so als Nebenbemerkung: Am Horizont droht also gleich die Möglichkeit des Waschens!
Die Auswirkungen auf den Fluxer sind sofort abzuleiten: höhere Viskosität und mehr Rückstände = mehr Verunreinigung. Da wir nach wie vor die Wartung als wesentlichen Kostenfaktor gering halten wollen, sollte der Fluxer gerade in dieser Hinsicht günstig gestaltet sein und eventuell aus dem Innern der Maschine entfernt werden.
Ein separates Fluxmodul, das der Lötanlage vorgeschaltet ist, ist also absolut von Vorteil. Nicht nur, dass Verschmutzungen durch den Fluxprozess nicht in den eigentlichen Prozessraum der Lötanlage verschleppt werden können, der „neugewonnene“ Raum bietet außerdem die Möglichkeit, die Vorheizzone zu verlängern, was bei hochschmelzenden Loten ein Muss ist, sofern die Transportgeschwindigkeit nicht verringert werden soll. Ein einfaches Rechenbeispiel im nächsten Absatz veranschaulicht dies deutlich.
Vorheizung: Die Funktion der Vorheizung ist zweifach zu sehen: gemessene Temperaturerhöhung und erzielte Höchsttemperatur. Für komplexe Baugruppen wählt man heutzutage Gradienten zwischen 0,5 und 2,0 K/s.
Jetzt vollziehen wir eine einfache Rechnung, wobei wir gewisse Annahmen machen müssen, die aber für den Einzelfall geändert werden können.
- Annahme 1: Lottemperatur 285º C.
- Annahme 2: Sprung von Vorheizung in das flüssige Lot < 100 K.
- Annahme 3: Transportgeschwindigkeit = 90 cm/min.
- Annahme 4: Bei einer SnPb Löttemperatur von 250ºC haben wir die Oberflächentemperatur der LP auf etwa 110º C vor Eintritt in die Welle gebracht. Ein Unterschied von 140 K zwischen Schmelzpunkt und Lottemperatur – was natürlich durch die höhere Temperatur auf der Unterseite sich in etwa auf die geforderten 100 K einspielte. Extrapoliert entspräche das einer (bleifreien) Oberflächentemperatur von ca. 145º C vor Eintritt in das Lot.
- Annahme 5: Raumtemperatur = 20º C.
Mit diesen Eckdaten ergibt sich ein nötiger Temperaturanstieg von Raumtemperatur auf die rund 140º C in Höhe von 120 K. Bei einem Gradienten von 2,0 K/s brauchten wir also 70 s Verweildauer in der Vorheizung, bei einem Gradienten von 0,5 K/s hingegen bereits 280 s – ohne Haltezeit. Bei einer Transportgeschwindigkeit von 90 cm/min entsprechen die 70 s einer Vorheizlänge von 105 cm, die 280 s hingegen einer Vorheizlänge von 420 cm = 4,20 m!
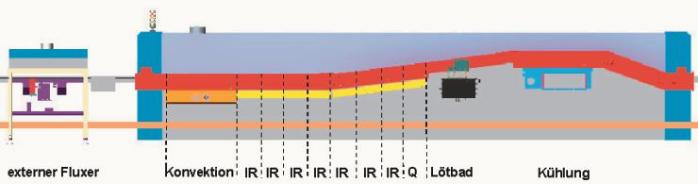
Die Alternative ist eine Reduzierung der Transportgeschwindigkeit, wodurch bei ausgelasteter Produktion der Durchsatz der Linie verringert wird. Will man dies nicht, sollte zunächst geprüft werden, ob die Vorheizkonfiguration verändert werden kann, z.B. durch den Einsatz von leistungsfähigeren Modulen wie Konvektion oder Quarzstrahlern anstelle der herkömmlichen IR-Strahler. Durch eine mögliche Herausnahme des Fluxers in ein separates Modul lässt sich die Vorheizstrecke zudem verlängern.
Lötmodul: Am kritischsten ist wohl bei den SnAg, SnAgCu und SnCu Loten der Tiegel mit der Pumpe. Wie schon lange bekannt, sind bei diesen Sn-Konzentrationen und Temperaturen die normalen V4A Stähle nicht mehr in der Lage, dem Angriff des Sn standzuhalten. Vor allem jene Teile, die einem ständigen Fluss ausgesetzt sind (Pumpe, Wellenformer), korrodieren schnell (siehe Bild 1). Aber auch die Wände zeigen nach einiger Zeit Porosität.
Zwar gibt es Metalle (z.B. Hastelloy), die dem aggressiven Zinn auch bei hohen Temperaturen pari bieten, aber das Material ist extrem teuer und sehr teuer zu verarbeiten. So hat sich die Industrie auf Beschichtungen konzentriert. Eine Reihe von Beschichtungen sind jetzt erhältlich – einige besser, einige weniger gut. Anzudenken ist, dass der Idealfall, d.h. keine mechanische Beanspruchung der beschichteten Oberflächen nicht gegeben sein wird. Besonders bei der Reinigung oder Wartung der Anlage werden die Oberflächen gekratzt (Schraubenzieher?) oder angeschlagen (Abklopfen der anhängenden Krätze?). Sobald aber die Beschichtung reißt, absplittert oder sonst wie beschädigt wird, kann man mit einem Unterfressen rechnen.
Die Beschichtungen reichen von einfacher Teflonbemalung, über Titannitratimprägnierungen zu keramischen Beschichtungen. Eine intensive Rücksprache mit dem Maschinenhersteller empfiehlt sich also. Bild 3 zeigt die von Seho gemeinsam mit Partnern aus der Industrie und Forschungsinstituten entwickelte Komposit-Beschichtung. Dieser Oberflächenschutz ist mittlerweile seit einigen Jahren erfolgreich im Einsatz und kann bei allen heute bekannten bleifreien Lotlegierungen eingesetzt werden.
Dass vor allem für die Lote, die einen höheren Schmelzpunkt haben, eine Stickstoffabdeckung unbedingt erforderlich ist, versteht sich aus den hohen Kosten der anfallenden Krätze. Während bei SnPb-Loten die Kosten Krätze/N2 sich in etwa die Waage halten und die Einsparungen aus der reduzierten Wartung abgeleitet werden, ist bei den bleifreien Loten die Rechnung viel direkter: Krätze ist wesentlich teurer als der Einsatz des Stickstoffs. Außerdem bedingt die schlechtere Benetzungseigenschaft dieser Lote, dass Stickstoff eingesetzt wird – im widrigen Fall müsste man sonst bei noch höheren Temperaturen löten.
Schließlich ein Wort zur Tiegelgröße. Je größer das Volumen, desto einfacher ist es, eine hohe Welle mit geringer Turbulenz zu erzeugen. Gleichzeitig dauert es wesentlich länger, Verunreinigungsschwellen zu überschreiten. Jedoch muss auch das Lot im Tiegel bezahlt werden und bei den Preisen der neuen Lote können das recht erkleckliche Summen sein. Wo ist hierbei der (firmeninterne) Kompromiss anzusiedeln?
Kühlung: Überprüfen Sie die Möglichkeit einer Kühlung der Baugruppen direkt nach dem Lötprozess, d.h. noch vor Verlassen der Maschine. Je effektiver und schneller die Kühlung erfolgt, desto positiver ist der Einfluss auf das metallurgische Gefüge der Lötstelle. Metallografische Längsschliffe durch THT-Lötstellen weisen beispielsweise bei bleifreien Lötprozessen ohne anschließende kontrollierte Kühlung sowohl an der Durchkontaktierungsmetallisierung als auch an der Metallisierung der Bauteile eine ausgeprägte intermetallische Phase (Cu6Sn5) auf. Die Lotstruktur zeigt kein gleichmäßiges Erstarrungsbild auf und hat eine gröbere Struktur.
Längsschliffe von Lötstellen, die nach dem Wellenlötprozess kontrolliert abgekühlt wurden, zeigen dagegen über den gesamten Lotquerschnitt ein gleichmäßiges Gefüge auf, wobei die Phasenverteilung sehr fein ausgeprägt ist.
Steuereinheit: Es sieht erst einmal so aus, als sei zumindest die Steuereinheit frei von zusätzlichen Bedingungen. Aber vielleicht sollte man aus den Erfahrungen der – bisher wenigen – Anwender lernen?
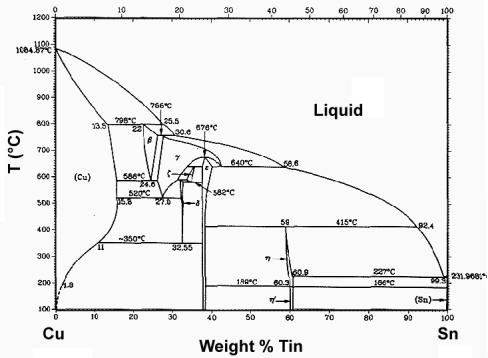
Wie es sich gezeigt hat, verändert sich bei der Produktion, dank des Ablösens von Cu von der Leiterplatte und den Bauteilen, der Kupfergehalt des Lotes schnell [4]. Ein Blick auf das Phasendiagramm dieser Lote (z.B. SnCu – Bild 4) zeigt auf, dass der Verlauf der Liquiduskurve in der Nachbarschaft des eutektischen Punktes recht ungünstig ist. Es fragt sich also, ob es nicht zumindest in einigen Fällen angebracht wäre, eine Ist-Analyse des Lotes in das Überwachungssystem einzubauen.
Wir haben uns in diesem Teil ausgiebig mit den Wellenlötanlagen beschäftigt, die sicherlich mit am kritischsten sind. In der nächsten Folge dieser Artikelserie legen wir das Augenmerk auf die Reflow-, Selektiv- und Handlötverfahren.
EPP 421
Literatur:
[1] Schroeder, V. et al.; Applicability of Bi-42Sn-1Ag Solder for Consumer Products; Presented at IPC SMEMA Council APEX; 2002
[2] A. Rahn & T. Raisch; Lead-free Soldering of BGA Packages; The Fifth International IEEE Symposium on High Density Packaging and Component Failure Analysis in Electronics Manufacturing (HDP´02); June 30 – July 3, 2002
Shanghai, China
[3] C. C. Dong et al.; Effects of Atmosphere Composition on Soldering Performance of Lead-Free Alternatives; Proceedings of the Technical Conference Nepcon W ’97; Anaheim, Cal., 1997
[4] A. Grusd; Integrity of Solder Joints from Lead-free Solder Paste; Proceedings of the Technical Conference, Nepcon West 99, Anaheim, Cal., 19997
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








 id=){kind=link}