
Im dritten Artikel dieser Serie haben wir festgestellt, welche Lötprozesse im Hause durchgeführt werden. Somit liegen die Informationen über die einzelnen Maschinen, d.h. Wellenlötanlagen, Reflowmaschinen (Infrarot, Konvektion, Kondensation), Selektiv-Lötanlagen, Verzinnungs- und Beschichtungseinrichtungen und Handlötgeräte vor. Jetzt stellt sich die Frage: sind sie alle „bleifrei-tauglich“?
Am Kritischsten sind sicherlich die Wellenlötanlagen zu beurteilen, da hier das aggressive Bleifrei-Lot direkt mit Maschinenteilen wie z.B. Tiegel, Pumpenräder oder Kanäle in Berührung kommt. Wie wir im letzten Teil unserer Serie bereits feststellten, müssen Wellenlötanlagen nicht nur mit einem veränderten Fließverhalten der flüssigen Bleifrei-Lote zurecht kommen, sondern die Kontaktzonen vor allem auch vor dem korrosiven Verhalten der hochschmelzenden Lote geschützt werden. Verschiedene Hersteller wurden hier bereits aktiv und unterschiedliche Materialien und Beschichtungen sind mittlerweile erhältlich.
In dieser Folge unserer Serie legen wir nun das Augenmerk auf die übrigen Lötverfahren, d.h. den Reflow-Lötprozess, den Selektiv-Lötprozess sowie die Handlötverfahren. Im Verhältnis zum Wellenlöten gestaltet sich der Umstieg auf eine bleifreie Produktion bei diesen Lötprozessen nicht ganz so problematisch, dennoch sind auch hier einige wichtige Gesichtspunkte zu beachten.
Die Reflowlötanlage
Wir unterscheiden hier die drei bekanntesten Methoden: Infrarotstrahlung, Konvektion und Kondensation.
Infrarotanlagen
Die wenigen beweglichen Teile einer Infrarotanlage limitieren die Betrachtung auf den Transport, die Isolierung und die Fähigkeit, die geforderten Profile zuverlässig und langfristig zu reprodu- zieren. Das Grundproblem, das die Infrarotanlagen weitgehend vom Markt getrieben hat, ist das Die wenigen beweglichen Teile einer Infrarotanlage limitieren die Betrachtung auf den Transport, die Isolierung und die Fähigkeit, die geforderten Profile zuverlässig und langfristig zu reprodu- zieren. Das Grundproblem, das die Infrarotanlagen weitgehend vom Markt getrieben hat, ist das Die wenigen beweglichen Teile einer Infrarotanlage limitieren die Betrachtung auf den Transport, die Isolierung und die Fähigkeit, die geforderten Profile zuverlässig und langfristig zu reprodu- zieren. Das Grundproblem, das die Infrarotanlagen weitgehend vom Markt getrieben hat, ist das der Leiterplatte. Ohne erneute Anstrengungen beim Maschinenkonzept wird sich dieser Aspekt weiter intensivieren, da man (meist) höhere Temperaturen anfahren muss. Zudem werden kurze IR-Anlagen noch größere Schwierigkeiten haben, gewisse Profile zu erzeugen als bei den SnPb-Loten.
Offen ist dabei jedoch die Frage, ob in der bleifreien Technik das Offen ist dabei jedoch die Frage, ob in der bleifreien Technik das T die gleiche kritische Rolle spielen wird wie bisher. Bestehen bleibt jedoch der „gefährliche“ Temperaturunterschied zwischen den sehr heißen Heizkörpern und dem Ziel: die Baugruppe.
Wie auch bei anderen Reflow-Prozessen ist eine weitgehende Sauerstofffreiheit der Atmosphäre im Lötbereich fast unabdingbar. Stickstofffähigkeit ist also zu fordern.
Außerdem ist eine effiziente Bewirtschaftung der Innenatmosphäre wichtig, um die Wartung bei den zu erwartenden erhöhten Verschmutzungsraten in einem tragbaren Rahmen zu halten.
Konvektionsanlagen
Obgleich „Reflow“ nur eine gesteuerte Wärmeübertragung darstellt, sind viele dieser Anlagen (noch) nicht „bleifrei-tauglich“. Bei Durchsicht der Wartungsberichte eines Anwenders (Löten mit SnPb) wurde festgestellt, dass die Lüftereinheiten der Peak-Zonen regelmäßig alle drei Monate ausgewechselt wurden. Lager und Motoren waren nicht in der Lage, diese Temperaturen auf Dauer zu verkraften.
Wenn das bereits bei Zinn-Blei zu Problemen führt, wie steht es dann, wenn wir bei bleifrei die Temperatur um weitere 20 bis 40 K nach oben ziehen? Das heißt aber wiederum, dass wir auf die beweglichen Teile besonders achten müssen. Es ist auch nicht ausreichend, wenn der Hersteller Ersatzteile während der Garantielaufzeit umsonst zur Verfügung stellt. Schließlich sind es auch nicht die Kosten der Arbeit während der Reparatur, sondern vielmehr die Kosten des Produktionsausfalls, die zu Buche schlagen. Nimmt man für die Stillstandkosten einer Produktionslinie 10.000 bis 15.000 Euro an, wie international nicht unüblich, so kann man sich nach 10 Stunden Stillstand eine bessere Maschine leisten. Auf qualitativ hochwertige Lüftereinheiten und Motoren, am besten seitlich gelagert, da Hitze ja bekanntlich nach oben steigt, sollte also ein besonderes Augenmerk gelegt werden.
Die höheren Prozesstemperaturen im Vorheiz- und im Peakbereich bedingen gleichzeitig eine effektive Wärmeübertragung. Heizzonen nicht nur im oberen, sondern auch im unteren Anlagenbereich, sowie ein optimiertes Umwälzprinzip für das Prozessgas, wie beispielsweise im Falle von Tangentiallüftern, ermöglichen eine effektive und bauteilschonende Erwärmung des Lötgutes.
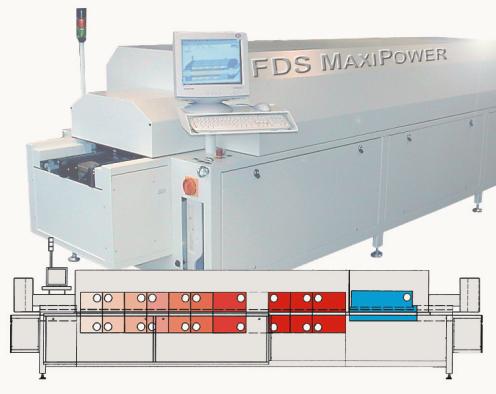
Je besser die Wärmeübertragung ist, desto niedriger können die Temperaturen an den Heizelementen eingestellt werden, da die Wärme nicht unnötig „verpufft“. Bei bleifreien Lötprozessen ist dies besonders von Bedeutung, da hierdurch die Temperaturbelastung der Bauelemente bzw. des Leiterplattenmaterials auf ein Minimalmaß reduziert wird. Neben der schonenden Verarbeitung der Baugruppen wird außerdem die Oxidationsrate geringer gehalten. Anlagen mit sogenannten Multi-Peaks, d.h. Doppel- oder gar Triple-Peakzonen sorgen außerdem für eine flexible Temperaturprofilgestaltung (Bild 1).
Aber bei diesen Maschinenteilen bleibt es nicht. Stickstofffähigkeit – bei geringem Verbrauch – ist eine weitere Bedingung, denn die Benetzungsfreudigkeit der bleifreien Legierungen lässt viel zu wünschen übrig. Stickstoff hilft hier ebenfalls, muss aber auch bezahlt werden. Niedrige Verbrauchsraten und vernünftige Restsauerstoffwerte sollten Berücksichtigung finden.
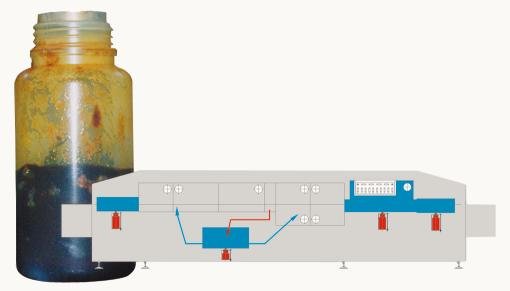
Die Tatsache, dass auch Pasten mit mehr Kolophonium formuliert werden müssen, fordert eine effiziente(-re?) Kontrolle der internen Verunreinigung. Hochleistungs-Kolophonium-Fallen werden verhindern, dass das Innere der Maschine bald wie eine Tropfsteinhöhle aussieht. Die Stalagmiten und Stalaktiten aus Flussmittelrückständen sehen nicht nur hässlich aus, sondern stellen auch eine direkte Gefahr für die Verunreinigung der Baugruppe dar.
Das Kondensatmanagement sollte also möglichst mehrstufig sein (Maschineneinlauf, Heizzone, Kühlzone und Maschinenauslauf) und – wie beispielsweise durch Antihaft-Beschichtungen – möglichst wartungsarm aufgebaut sein. Ein filterloses Kondensatmanagement hat hierbei durchaus einige Vorteile, da sich Filter im Laufe der Zeit unbemerkt zusetzen und damit den Prozess beeinflussen könnten (Bild 2).
Je nach Gewicht der Baugruppe und deren Größe muss man bei den höheren Temperaturen auch mit einer vermehrten Verwerfungsproblematik rechnen. Zumindest sollte eine adäquate Mittenunterstützung vorhanden sein, was bei zweiseitiger Bestückung durchaus ein Problem darstellen kann, besonders wenn der Layouter dies nicht beim Entwurf berücksichtigt hat. Unproblematisch gestalten sich die neueren Ketten-Mittenunterstützungen, die sehr stabil aufgebaut sind und zudem nur eine kleine Auflagefläche in Anspruch nehmen (Bild 3). Ist die Mittenunterstützung zudem in Höhe und Breite frei positionierbar, werden dem Layouter nahezu keine Grenzen gesetzt.
Schließlich wenden wir uns noch der Ausgangszone zu. Beim Abkühlen wird die kristalline Struktur der Lötstelle bestimmt, und obgleich wir noch mangelnde Information über den Einfluss dieses Faktors bei den unterschiedlichen bleifreien Loten haben, sollte zumindest eine regelbare Kühlung vorhanden sein. Zudem ist die Baugruppe am Ende der Peakzone heißer als gewohnt, und deswegen muss auch mehr Energie abgeführt werden, um eine Weiterverarbeitung nicht zu verzögern.
Die Kondensationslötung
Beim Dampfphasenlöten wird die Reflowtemperatur (meist, d.h. beim Prozess mit gesättigtem Dampf) durch den Kochpunkt der eingesetzten Flüssigkeit definiert. Wird eine Legierung gewählt, die einen höheren Schmelzpunkt hat, so muss der Kochpunkt der Flüssigkeit angepasst werden. Untersuchungen der Technischen Universität Dresden (Prof. Wolters – persönliche Kommunikation) scheinen darauf hinzudeuten, dass wegen des geringen Sauerstoffgehalts der Dampfzone eventuell mit einer geringeren Superwärme (Abstand: Schmelzpunkt des Lotes – Löttemperatur) gearbeitet werden kann, als selbst in inerten Konvektionsmaschinen. Da perfluorinierte Flüssigkeiten mit einer Vielzahl an Kochpunkten zur Verfügung stehen, ist aus Sicht der Chemie hier also kein Problem zu erwarten.
Der Prozessablauf in der Maschine wird nicht (außer bei gewissen Vorheizprozessen) durch eine Regulierung der Heizung gesteuert, sondern durch die Geschwindigkeitswahl des Transports in den unterschiedlichen Zonen des Profils. Kompatibilität der Anlage mit bleifreien Legierungen beschränkt sich somit weitgehend auf die Effizienz und Leistung der Heizung.
Zusätzlich muss man sein Augenmerk auch noch auf die Beseitigung der abgespülten Flussmittelrückstände lenken. Die Maschine benötigt ein hinreichend leistungsfähiges Filtersystem, das die Rückstände aus der Flüssigkeit beseitigen kann. Diese Vorrichtung wird gefordert, um die Wartung zu reduzieren und nicht um den Prozess zu schützen. Schließlich ist die Dampfzone wegen des Destillationseffekts hochrein.
Bei den heutigen Maschinen ist die Isolation der Außenhaut inzwischen so gut, dass die zusätzliche Wärme im Innern wohl kaum zu einer kritischen Temperaturerhöhung führen wird.
Da der Transport typischerweise als „Korb“ ausgeführt ist, erübrigt sich auch die Forderung nach Mittenunterstützungen.
Am Ausgang muss eventuell eine verbesserte Kühlung vorhanden sein, um eine Verzögerung bei der Weiterverarbeitung der heißen Baugruppen zu vermeiden.
Andere Lötprozesse
Wir haben recht gründlich die beiden Hauptprozesse des Lötens, nämlich das Wellen- und das Reflowlöten, besprochen. Aus diesen Bemerkungen lassen sich die notwendigen Bedingungen für andere Lötprozesse direkt ableiten.
Da das Selektivlöten entweder flüssige Lote (Mini-Wellen) oder aber Reflow (Heißgas, Laser) verwendet, ist die Relevanz direkt ersichtlich. Die Problematik ist jedoch wesentlich geringer anzusetzen, da selektiv, d.h. punktuell, gearbeitet wird. Speziell beim Miniwellenlöten unterscheidet sich der bleifreie Prozess nur unwesentlich vom herkömmlichen Prozess mit SnPb-Legierungen, sofern mit flexiblen Greifersystemen (Dre- hen, Kippen der Baugruppe etc.) ideale Lotabrisswinkel realisiert werden können, und so die verminderte Benetzungsfähigkeit bleifreier Lotlegierungen kaum ins Gewicht fällt. Einzig den aggressiven Zinnlegierungen muss durch geeignete Wahl der Materialien (Tiegel, Pumpen etc.) wie bereits beschrieben, Rechnung getragen werden.
Etwas anders liegt es vielleicht bei den Handlötgeräten, bei denen die Lebenserwartung der Spitzen geringer ist. Dass die entsprechenden Temperaturen am Gerät einstellbar sein müssen (Schmelzpunkt der Legierung + ca. 35 bis 50 K Überhitze + 70 K für den Energieverlust der Spitze bei Kontakt mit der Lötstelle), ist offensichtlich. Hier wird sich sowieso noch eine gewisse Problematik zeigen, denn alle neuen Legierungen sollten im Idealfall natürlich mit ihren eigenen Einstellungen gelötet werden. Vielleicht fällt den Geräteherstellern mal ein, gewisse Vorwahlen festzulegen (farbkodiert?), die auf die einzelnen Legierungen „geeicht“ sind, um den Arbeitern an den Lötstationen das Leben etwas einfacher zu machen?
Bewertung
Nachdem wir den Vergleich: Wunsch / Wirklichkeit vollzogen haben, stellen sich einige Fragen:
- Welche Maschineneigenschaften sind für uns von Wichtigkeit?
- Haben wir die „richtigen“ Maschinen und Geräte?
- Sind Nachrüstungen möglich?
- Ist eine Neuanschaffung wünschenswert?
- Wo liegen im Einzelfall die Kosten?
- Welcher Anbieter offeriert optimales Gerät, Service und Beratung?
EPP 412
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








 id=){kind=link}