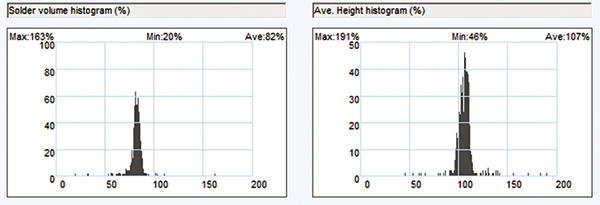

Die automatische Lotpasten-Inspektion ist für einen Großteil von Bestückungsunternehmen unverzichtbar. Die meisten Programmgeneratoren für die Pasteninspektion lesen die Gerber-Datei der Schablone, und setzen als Zielgröße für die Volumen der Pastendepots 100% des für die jeweilige Schablonenöffnung theoretisch möglichen Volumens mit einer Toleranz von ±50%, wenn vom Programmierer nicht anders vorgegeben. Auf den ersten Blick scheinen ±50% von der Nenngröße eine lächerlich große Toleranz zu sein!
Henk Biemans, MEK Europe B.V., Oirschot (Nl) & Chrys Shea, Shea Engineering
Ein SPI-Experte eines bedeutenden EMS-Unternehmens zieht folgenden Vergleich: Stellen Sie sich vor, in einer Blaupause ist ein Bohrloch mit einem halbe Zentimeter Durchmesser und einer Toleranz von einem Viertel Zentimeter angegeben. Ein 5mm-Bohrloch, das zwischen 2,5mm und 7,5mm im Durchmesser sein kann, klingt nicht nur absurd, sondern ist es auch. Aber für einen erfahrenen SMT-Prozessingenieur, der einen gesunden Druckprozess fährt, ist die Welt etwas komplexer als eine einzelne mechanische Toleranz. Wir leben in einer Welt voller störender Einflüsse, und es ist nicht unbedingt unsere Aufgabe, diese zu beseitigen, sondern vielmehr herauszufinden, wie wir trotzdem einen robusten Prozess aufrechterhalten.
Prozessparameter im Griff
Unser Experte empfiehlt, zunächst das Basis-Setup des Druckprozesses gründlich zu betrachten. Untersucht man die akkumulierten Toleranzen auf der Oberfläche einer Leiterplatte, wird einiges klar. Die Stärke der Lotmaske beträgt nominal 0,001“, plus 1 und minus ½. Wenn kein HASL-Finish vorhanden ist, findet man durchaus auch Masken, die dicker sind als die Pads. Beim Siebdruck ist der Auftrag oft 0,001“ oder höher, und wenn die Farbe besonders nachgiebig ist, kann dies den Druckprozess leicht zunichte machen. Bei einem HASL-Finish kommen weitere 0,002“ oder mehr an möglicher Abweichung der Leiterplatten-Topographie hinzu.
Nun der Blick auf die Leiterplattenunterstützung: Diese mag durch Pins erfolgen, die aber an gewissen Stellen Lücken in der Unterstützung lassen; es könnte eine flexibel selbstanpassende und universelle Unterstützung sein, die aber starke Verbiegungen oder große Komponenten nicht ausgleichen kann; oder es könnte sogar der Goldstandard sein: eine produktspezifische vakuumgestützte Fixierung. Aber selbst diese hält die Leiterplatte nicht perfekt plan und kann zur Bildung fehlerhafter Pastendepots beitragen. Also gleich welche Art von Leiterplattenunterstützung genutzt wird, auch sie steuert gewisse Schwankungen der Topographie bei.
Fügt man die Toleranzen aus allen möglichen Quellen zusammen: ein Promille hier, ein paar dort und vergleicht das mit einer nominalen Pastenhöhe von nur 0,005“. Zum Glück addieren sich alle diese Toleranzen normalerweise auch in Worst-Case-Szenarien nicht, und selbst RSS-Berechnungen scheinen etwas hoch, angesichts der tatsächlich beobachteten Abweichungen. Erlaubt man auf einer Leiterplatte eine topographische Abweichung von 0,001“, so entspricht dies 20% der Pastenhöhe von 0,005“. Dies scheint eine vernünftige (wenn nicht konservative) Einschätzung der Variation zu sein, die auf die mechanische Anordnung der Leiterplatte im Drucker zurückzuführen ist.
Diese 20% berücksichtigen noch nicht die normalen Schwankungen, die durch die Paste, die Umgebung, die Schablone, die Abstimmung und Bewegung des Druckers oder die Bediener verursacht werden. Bedenkt man die Anzahl der Joker in diesem Spiel, erscheint eine Ausgangstoleranz von ±50% doch nicht mehr so absurd, oder?
Eine Erklärung, die die Grundlagen für die Ausgangstoleranzen deutlich macht und die vielen verdeckten Herausforderungen im Prozess aufzeigt. Jedoch für einen Fachmann im Schablonendruck wird die willkürliche Zuordnung von ±50% für alle Toleranzen unglaublich vereinfachend, geradezu grenzenlos unverantwortlich erscheinen. Nimmt man zum Beispiel BGAs: Bei großen muss für genügend Paste gesorgt werden, bei kleinen darf dagegen nicht zuviel Paste aufgetragen werden. Wie kann die gleiche Spezifikation und Toleranz für beide funktionieren? Und das berücksichtigt nicht einmal, dass die Schablonenöffnungen für kleine BGAs ein sehr knappes Flächenverhältnis haben und in der Regel weniger als 100% des Öffnungsvolumens freisetzen. Offensichtlich müssen also die „Start-Toleranzen“ angepasst werden.
Angepasstes Druckvolumen
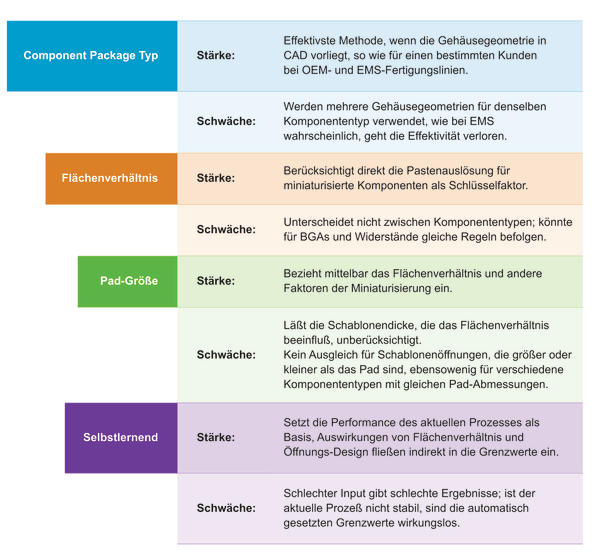
Unglücklicherweise gibt es kein Handbuch für die Bestimmung der Druckvolumen, und es ist ein gewisses Risiko, sie nicht korrekt zu definieren. Zu eng gefasst und sie bremsen die Produktion, zu weit erlauben sie Abweichungen und führen zu verminderter Ausbeute. Die Suche nach den besten Richtlinien für das Festlegen der Toleranzen führte zu verschiedenen Ansätzen, die alle ihre eigenen Stärken und Schwächen haben. Wenn eines dieser Konzepte alleine schon wirkungsvoll wäre, könnte es in eine Software einfließen, die dann automatisch die Inspektionsparameter setzen würde, und fortan gäbe es weit weniger Diskussion zu diesem Thema. Aber jedes dieser Konzepte versagt zumindest in einem Aspekt. Daher ist es erforderlich, mehrere Faktoren zu berücksichtigen, mit denen die typischen Lötfehler einer Baugruppe, die verringerte Pastenauslösung bei Flächenverhältnissen unter 0,8 und der Aufwand für die Nachbearbeitung erfasst werden, um die optimalen Werte für mittlere Volumen und Grenzwerte zu bestimmen.
Prozessbetreiber sollten nicht zulassen, dass die Angst, eventuell falsche Toleranzen vorzugeben, mögliche Verbesserungen verhindert. Wenn die Starteinstellung ein universell verwendeter Wert von ±50% des theoretischen Volumens der Schablonenöffnungen ist, wird jede Einstellung, die einigermaßen analytisch begründet ist, zwangsläufig besser als die vagen Vorgaben des Maschinenherstellers sein. Vielleicht ist ±50% für bestimmte Komponenten die beste Volumentoleranz – vielleicht aber auch nicht. Viele Toleranzbänder bleiben bei 100%, werden aber nach links verschoben für Leiterplatten, die für Brückenbildung anfällig sind und nach rechts für solche, die zu Problemen durch Verwellung oder zu Head-in-Pillow-Fehlern neigen. Andere Toleranzbänder werden eingeengt für bleifreie Baugruppen, die ein hohes Maß an Volumenkonsistenz in ihrer Umgebung verlangen. Und wieder andere bleiben bei der ±50%-Toleranz, reduzieren aber das Ziel-volumen, um den geringeren Pastentransfer bei kleineren Schablonenöffnungen zu berücksichtigen.
Es gibt keine festen und schnellen Regeln für das Einrichten der SPI-Spezifikationen und Toleranzen, nur Orientierungshilfen auf der Basis einer Mischung aus Prozesswissen, Statistik und ein wenig Ausprobieren. Wer ist am besten qualifiziert, die Spezifikationen festzulegen? Für gewöhnlich der Ingenieur oder Techniker, der dem Prozess am nächsten ist. Und wie haben diese ihr Handwerk gelernt? Durch Erfahrung an einer SMT-Linie als den besten Lehrmeister.
SMT Hybrid Packaging
Stand 7-419
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








{kind=link}