

Das Platzieren von LEDs in einer dreidimensionalen Struktur war bisher nur mit einem sehr hohen manuellen Aufwand möglich. Nun präsentiert Essemtec mit der Hydra eine absolute Weltneuheit. Die Hydra ist die erste Standardmaschine für das Dispensen und Bestücken in 3D, die sich einfach in eine Produktionslinie integrieren lässt. Sie ermöglicht die kostengünstige und vollautomatische Herstellung von 3D-Produkten.
Essemtec, Aesch (Schweiz)
Die Vorteile von LEDs gegenüber traditionellen Glühbirnen haben aus dem kleinen Signalbauteil eine schnell wachsende Leuchtmittelindustrie gemacht. An die Stelle von THT-LEDs auf Leiterplatten sind SMD-LEDs, Flip-Chips, COBs und 3D-MIDs getreten, die automatisch und kostengünstig produziert und montiert werden können.
3D-MID-Technologie als Zukunftstrend
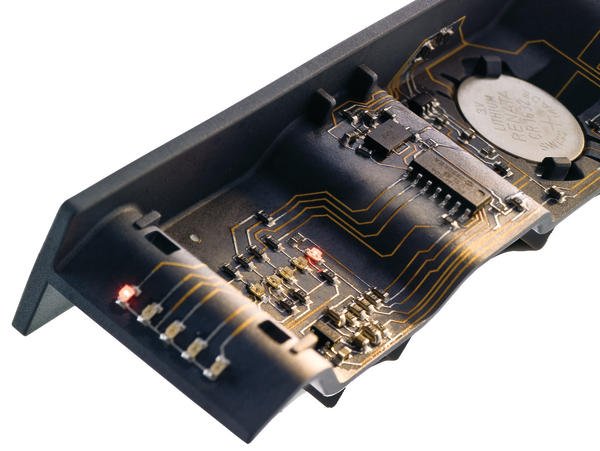
Für die Leuchtmittelindustrie ist speziell die 3D-MID-Technologie eine spannende Alternative zur traditionellen Montage auf Leiterplatten. Sie ermöglicht eine weitaus größere Gestaltungsfreiheit. Die LEDs können in praktisch jede Richtung montiert werden und ebenso abstrahlen, auch ohne Einsatz von Reflektoren oder Linsen. In einer Kavität montierte LEDs konzentrieren das Licht, LEDs auf einer konvexen Oberfläche streuen.
Diese Technologie bietet für Entwickler und Produzenten auch ein Spar-Potential, denn dreidimensionale Strukturen nutzen Rohmaterial optimal und benötigen weniger Montageschritte. Bisher blieb das Potential, trotz der klaren Vorteile, aus mehreren Gründen weitgehend ungenutzt. Zum einen war es schwierig, kleine Serien wirtschaftlich herzustellen. Zum anderen waren die Investitionen für Spezialmaschinen hoch – die bisher erhältlichen 3D-Bestückungsmaschinen waren nicht für die Serienproduktion in einer Elektronikfertigung geeignet, der Bestückungsprozess dauerte zu lange.
LDS-Verfahren für 3D-MID Kleinserien wirtschaftlich
Abhängig von der Anwendung werden 3D-MIDs im HPV (Heißpräge-Verfahren), als 2K (2-Komponenten-Spritzguss) oder mittels LDS (Laser-Direkt-Strukturierung) hergestellt.
Sowohl das 2-Komponenten-Spritzguss als auch das Heißpräge-Verfahren sind an produktspezifische Werkzeuge zur Herstellung der Leiterstruktur auf dem Bauteil gebunden. Die daraus entstehenden hohen Initialkosten für die Fertigung schränken die Flexibilität der Verfahren für Kleinserien oder Designänderungen deutlich ein.
Am flexibelsten ist hingegen die Laser-Direkt-Strukturierung (LDS). Ein Laser aktiviert einen dotierten Kunststoff dort, wo Leiterbahnen entstehen sollen. Diese Stellen werden anschließend metallisiert. Für eine Layoutänderung reicht die Umprogrammierung des Lasers. Ein seriennahes Prototyping lässt sich somit kostengünstig realisieren.
Rapid Prototyping
Seit kurzem erlaubt der von LPKF entwickelte Lack ProtoPaint-LDS aus fast allen beliebigen Grundkörpern 3D-MIDs herzustellen. Eine mit laseraktivierbaren Additiven eingearbeitete 30 bis 40 μm dicke Lackschicht wird bei der LDS-Technologie mit dem Laser aktiviert und anschließend metallisiert. Der Lack eröffnet ganz neue Möglichkeiten für 3D-MID-Prototypen. Eine besonders interessante Technik ist das 3D-Drucken, auch unter dem Begriff Rapid Prototyping bekannt. 3D-Drucker können komplexe Körper ganz ohne teure Spritzgussformen oder Werkzeuge direkt aus den CAD-Daten erstellen. Erst durch den ProtoPaint-LDS Lack können die für das Rapid Prototyping notwendigen Materialien selektiv aktiviert oder metallisiert werden. Die Beschichtung kann mit einer handelsüblichen Spritzpistole erfolgen, die Aktivierung und Metallisierung läuft danach wie beim normalen LDS-Prozess ab.
Dreidimensionales Dosieren und Bestücken
Auf den metallisierten 3D-Grundkörper werden SMD-Bauteile gelötet oder geklebt. Lotpasten und Kleber werden dazu auf die Kontaktstellen dosiert. Dann wird das SMD-Bauteil oder SMD-LED bestückt. Normale Dosier- und Bestückungsmaschinen für die Elektronik konnten bisher nur in einer Ebene arbeiten. 3D-MID-taugliche Maschinen waren deshalb eine Sache für den Spezialmaschinenbauer, was wiederum die Herstellung von großen Serien voraussetzte. Um 3D-MID auch in kleinen Serien wirtschaftlich herstellen zu können, braucht es eine hochflexible und universelle 3D-Maschine.
Verschiedene Hersteller versuchten, einen mehrachsigen Roboter mit einem SMD-Bestückungskopf auszurüsten. Das Werkstück stand fest und der Roboter konnte in einer Halbkugel an jede Position dosieren und bestücken. Das ist jedoch nach Ansicht von Essemtec nicht ideal, denn die Gravitation beeinflusst sowohl den Dosierprozess als auch die Bestückung. Hinzu kommt, dass die Bedienung und Programmierung eines Mehrachsen-Roboter in der Elektronikfertigung eher ungewöhnlich ist.
Standard-Bestücker mit 3D-Werkstückhalter
In enger Zusammenarbeit mit dem EMS-Unternehmen MID-Tronic entwickelte das Unternehmen die vollautomatische 3D-Dispens- und Bestückungsmaschine Hydra, die sich in der Bedienung nur wenig von einer normalen Bestückungsmaschine unterscheidet. Sie kann deshalb problemlos in einer Elektronikfertigung eingesetzt werden. MID- Tronic aus Wiesau in der Oberpalz, entwickelte eine neuartige Designerleuchte in 3D-MID-Technik. LEDs müssen bei diesem Produkt in verschiedenen Ebenen und Richtungen aufgelötet werden. Die Präzision ist äußerst wichtig, denn die LEDs strahlen mit optisch berechnetem Abstrahlwinkel in einen Reflektor ein. Die erhältlichen Montagemaschinen waren für MID- TRONIC zu wenig flexibel, zu ungenau und zu kompliziert in der Bedienung. Deshalb hat sich die Firma zur Zusammenarbeit mit dem Unternehmen aus der Schweiz entschlossen.
So kombiniert man einen normalen 2D-Bestückungsautomaten des Typs Paraquda mit einem 6-achs-Roboter, der einen Werkstückhalter frei positionieren kann. Die Bestückungsebene ist immer horizontal. Dank diesem Konzept kann die 3D-Bestückungsmaschine Hydra die gleichen Bauteil-Zuführungen verwenden wie eine normale SMD-Bestückungsmaschine, die gleichen Ersatzteile, das gleiche Visionsystem sowie die gleichen Bestückungs- und Dosierwerkzeuge. Die Maschinensoftware und die Steuerungselektronik des Bestückungsautomaten wurden lediglich um eine Robotersteuerung erweitert. Die Hydra kann Kleber in fast jeder Lage dosieren und SMD-Bauteile hochgenau bestücken, der 4fach-Bestückungskopf platziert im 3D-Mode bis zu 2.500 Bauteile pro Stunde, im 2D-Mode sogar bis zu 7.000.
Jet-Dosieren bei LED-Linse und Klebepunkte
Für das Dosieren empfiehlt das Unternehmen hierbei das Jet-Ventil CDS-JET-DS30/32. Im Unterschied zu traditionellen Jet-Ventilen kann das CDS-JET-DS30/32 auch einige gefüllte Klebstoffe verarbeiten und zudem lässt es sich einfacher reinigen. Das Dosiervolumen pro Hub kann genau von 2 bis 10.000 nl programmiert werden und liefert dabei exakte Reproduzierbarkeit. Das Ventil wird von LED-Herstellern und -Verarbeitern deshalb sehr vielseitig eingesetzt.
Anwendungsbeispiele in der LED-Herstellung sind die Phosphor-Kapselung, das Dosieren einer Linse oder die Herstellung der Reflexschicht um einen LED-Chip. Bei Klebe-, Schutz- und Verguss-Anwendungen ist das Jet-Ventil vorteilhaft, weil es berührungslos dosiert. Zum Beispiel bringt es bei COBs Klebstoff auf empfindliche Substrate auf, dosiert Kapillar-Underfiller beim Flip-Chip oder stellt eine Schutzschicht auf einem LED-Modul her.
Serienfertigung bleibt kein Exklusivgut
Die Hydra bleibt kein Exklusivgut von MID-Tronic, sondern ist als Standard-3D-Maschine erhältlich. Dies bedeutet einen immensen Fortschritt für die 3D-MID Bestückung, denn aufgrund der Hydra wird die 3D-MID-Technologie mit der traditionellen SMD-Produktion vergleichbar und damit auch wirtschaftlicher gemacht.
Anlässlich zur Produkteinführung veranstaltet die Essemtec AG gemeinsam mit MID-Tronic und LPKF Laser & Electronics AG am 6. März 2012 den ersten LDS-Technologietag in Wiesau. Die Veranstaltung thematisiert aktuelle Entwicklungen im Bereich 3D-MID und bespricht zahlreiche auf LDS-Basis gefertigte Anwendungen.
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








{kind=link}