





Bereits 1921 hat der Firmengründer Ernst Sachs in Berlin nach diesem Motto den Markt revolutioniert, damals mit dem ersten elektrisch beheizten Lötkolben. Heute, knapp 100 Jahre später, setzt die Ersa GmbH abermals neue Maßstäbe im Bereich der Selektivlöttechnik. Die Smartflow 2020 – kostengünstig, einfach zu bedienen, höchste Qualität, in jeder Beziehung der ideale Einstieg in die Technologie des Selektivlötens.
Ersa GmbH, Wertheim
Vor 20 Jahren wurde bei Ersa die erste Selektivlötanlage entwickelt. Der stetige Entwicklungstrend hin zur SMT, bei einem gleichzeitig beständigen Bauteilspektrum im THT Bereich, hat der Selektivlöttechnik einen festen Platz in den Fertigungen elektronischer Baugruppen beschert. Selektivlötprozesse sind deshalb elementar und aus dem modernen Produktionsumfeld nicht mehr weg zu denken.
Auf Grund dieser Verbreitung und Akzeptanz rückt die Forderung nach stabilen und überprüfbaren Lötprozessen auch für Anwendungen in den Fokus, die wegen geringer Stückzahlen z.B. von Hand gelötet werden. Ein weiterer Grund zur Beibehaltung manueller Lötprozesse ist oft die Investitionshürde. Vor allem bei kleineren Unternehmen die einen hohen Produktmix in kleinen Stückzahlen fertigen, steht die Wirtschaftlichkeit einer Investition an erster Stelle. Neben den Investitionskosten sind es aber steigende Anforderungen an die Qualität der gefertigten Baugruppen, die die Unternehmen zum Umdenken zwingen.
Gerade große, exotische THT Bauteile wie Stecker, Elkos, Relais oder Drosseln, die wegen ihrer hohen Wärmekapazität sehr schwer manuell zu löten sind, bedürfen am Markt kostengünstiger Lösungen, um sie sicher auf den Baugruppen verarbeiten zu können. Unter diesen Randbedingungen wurde die Smartflow 2020 entwickelt. Die Zielvorgaben lauteten deshalb, geringe Investition für den Kunden, einfache intuitive Bedienung und eine Baugruppen Qualität wie sie die High End Anlagen der Versaflow Familie garantieren. Das Ergebnis dieser Entwicklung ermöglicht dem Anwender den kostengünstigen Einstieg in die Welt des automatisierten Selektivlötens auf höchstem Niveau.
Das Konzept
Die Smartflow 2020 definiert das Selektivlöten auf einer neuen Basis und ist gleichzeitig Beweis dafür, dass sich die Forderungen nach kostengünstigem Design und höchsten Qualitätsansprüchen sehr wohl vereinen und realisieren lassen. Klein aber fein, das ideale, flexible System für geringe Stückzahlen und/oder kleine Fertigungen.
Das System ist als kompakte Einzelplatz Lötanlage mit manueller Baugruppen Be- und Entladung konzipiert, das Fluxen, Vorheizen und Löten findet sequentiell statt.
„Plug and Play“ – mit diesem Konzept wird erstmalig der Ansatz verfolgt, den Anwender in die Lage zu versetzen, ohne Training die Anlage in Betrieb zu nehmen und zu bedienen. Wie einst mit dem ersten Lötkolben wird diese Art der einfachsten Bedienung mit der Smartflow 2020 wieder zum Leben erweckt. Ein gewisses Prozessverständnis vorausgesetzt, wird der Bediener durch die Software geleitet und so in die Lage versetzt Lötprogramme zu erstellen und Baugruppen zu löten.
Kompakt ist das System bei einer maximalen Baugruppengröße von 508 x 508 mm (20 x 20“), parallel dazu die optionale Möglichkeit der vollflächigen Vorheizung von unten und oben. Gleichzeitig nimmt die Stellfläche nicht mehr Platz in Anspruch als ein normaler Handlöt-Arbeitsplatz. Die Umsetzung dieser Entwicklungs-Vorgaben wird durch die Aufteilung der Bewegungskinematik erreicht. Die Baugruppe bewegt sich auf einer Y-Achse, Lottiegel und Fluxkopf auf der X und Z-Achse. Mit der Wahl dieser Bewegungskinematik wird das Verhältnis von maximaler Baugruppengröße zu erforderlicher Stellfläche der Anlage am günstigsten, das Design der Anlage fällt deshalb sehr kompakt aus.
Hohe Qualität: Zu den hohen Anforderungen an die gelöteten Baugruppen gibt es durch die erprobte Technik keine Kompromisse. Um jegliche Risiken auszuschließen, werden für das Fluxen, Vorheizen und Löten generell die gleichen, bewährten Funktionseinheiten eingesetzt wie in der übrigen Versaflow Familie. Diese Standardisierung vereinfacht nicht nur die Ersatzteilbevorratung, ein weitaus größerer Vorteil ist die Vergleichbarkeit der Prozesse und die damit verbundene Kompatibilität der Lötprogramme über das gesamte Produktspektrum der Selektivlötanlagen des Unternehmens.
Eine einfache Bedienung ist gewährleistet, da mit der Bedienersoftware Ersasoft 5 eine neue Plattform geschaffen wurde. Die neue Version der bewährten Steuerungssoftware überzeugt neben einer modernen Visualisierung durch ihre bedienerorientierte Struktur. Zur Programmierung der unterschiedlichen Baugruppen-Lötprogramme steht optional die Programmiersoftware Ersa CAD 3 bereit. Sie erlaubt sowohl die Programmerstellung direkt an der Maschine, wie auch offline z.B. am Schreibtisch. Die Prozessüberwachung ist ebenfalls zentraler Bestandteil der Bedienersoftware. Viele relevante Prozessparameter sind zyklisch überwacht und werden protokolliert. Dank moderner PIP-Technik (Picture in Picture) sind z.B. die Lötparameter und ein live Prozessbild der Lötwelle, auf einen Blick nebeneinander verfügbar. Damit ist die optimale Kontrolle bei jedem einzelnen Lötvorgang, oder beim Setup sichergestellt. Das Baugruppenhandling erfolgt generell über Werkstückträger (WT). Der mit der Baugruppe bestückte WT wird auf einen Schiebetransport aufgelegt. Ist die Anlage betriebsbereit, öffnet sich die Einlaufschleuse und der WT wird manuell auf die Aufnahme der Y-Achse geschoben. Nach Betätigung des Start Tasters wird der WT auf der Achse verriegelt, die Einlaufschleuse geschlossen und die Bearbeitung der Baugruppe beginnt. Ist der Prozess abgeschlossen, wird die gelötete Baugruppe im WT zur manuellen Entnahme an derselben Position wieder aus der Anlage ausgegeben.
Die geringe Wartung der Smartflow 2020 kommt durch die Verwendung hochwertiger Komponenten, die allesamt gängigen und hohen Industriestandards entsprechen. Die zu wartenden Maschinenaggregate sind sehr gut zugänglich durch weit zu öffnenden Türen, die alle relevanten Bereiche der Anlage offen legen. Alle erforderlichen Arbeiten sind bequem von einer Maschinenseite aus durchzuführen. Dies verkürzt den erforderlichen Zeitbedarf der Wartung erheblich und steigert damit die Maschinenverfügbarkeit. Gleichzeitig wurde darauf geachtet, dass z.B. das Lötaggregat in eine Position gefahren werden kann, an der die Zugänglichkeit für die Wartung extrem komfortabel ist, um auch mit der erforderlichen persönlichen Schutzkleidung einfach arbeiten zu können. Das Lötaggregat selbst verfügt über die wartungsfreie Induktionslotpumpe, die ohne jegliche bewegt Mechanik auskommt.
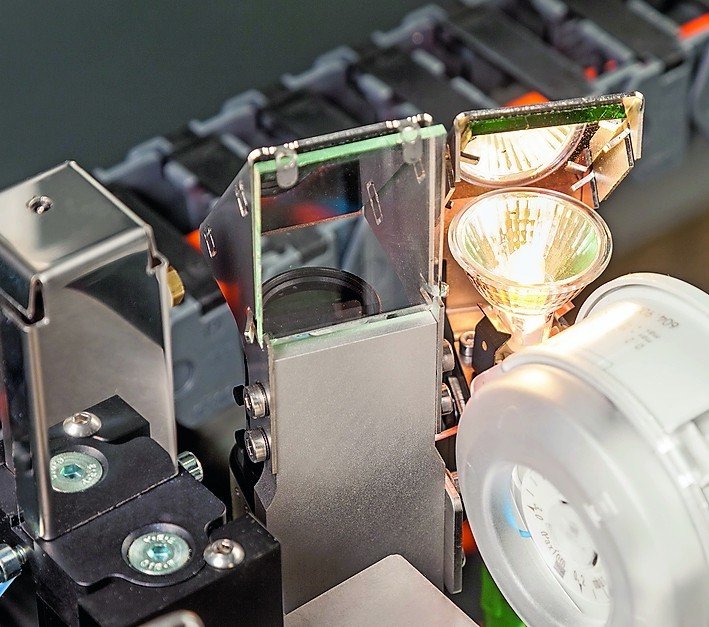
Die Vielseitigkeit des Selektivlötsystem ergibt sich durch die interessanten Optionen. Beginnend mit dem Flussmittelauftrag, kann die Genauigkeit der Sprühstrahl Position mit Laser Sensoren in X und Y-Richtung überprüft werden. Im Bereich der Vorheizung können die Baugruppen sowohl von unten wie auch von oben vorgeheizt werden. Die Heizmodule sind mit kurzwelligen Quarzstrahlern ausgerüstet, die einzeln auf ihre Funktion überwacht werden können. Die Leistung der Strahler kann in mehreren Zeitfenstern individuell gesteuert werden, so ist es möglich gezielt Temperatur-Zeit-Verläufe zu programmieren. Die Strahler sind in Gruppen zusammengefasst und lassen sich auch in Gruppenprogrammieren, abhängig von der Baugruppen Länge. Mit Blick auf die Energieeffizienz der Anlage, sind immer nur so viele Strahler aktiv, wie zur Vorwärmung einer Baugruppe benötigt werden.
Um im Lötaggregat die Basis für stabile Verhältnisse zu schaffen, ist für den Lottiegel eine Lotdrahtzufuhr verfügbar. Sinkt das Lotniveau unter ein definiertes Maß, wird automatisch Lotdraht so lange von einer Rolle in den Tiegel gefördert, bis das ursprüngliche Niveau wieder erreicht ist. Die Lötwellenhöhe wird ebenfalls zyklisch über entsprechende Sensorik überwacht und gegebenenfalls über das Lotpumpenoffset nach geregelt. All diese Ausstattungsmerkmale gewährleisten ein hohes Maß an Verfügbarkeit, Prozessüberwachung und -stabilität.
Selektivlötsystem im Detail
Das System ist als kompakte Einzelplatz Lötanlage mit manueller Baugruppen Be- und Entladung konzipiert. Die Baugruppen werden grundsätzlich in Werkstückträgern gehandhabt. Die Lötanlage ist in zwei Bereiche geteilt, den Prozessbereich, in dem die Bearbeitung stattfindet und den Bereich zum Be- und Entladen der Baugruppen. Beide Bereiche sind durch eine Sicherheitsschleuse getrennt, die nur öffnet, wenn sich die Anlage in einem sicheren Status befindet und die Sicherheitsvorschriften für Maschinen mit beweglichen Anlagenteilen zum Schutz der Bediener/innen eingehalten sind.
Der Werkstückträger wird auf einen passiven Rollen-Schiebetransport aufgelegt. Das Lötprogramm wird entweder manuell am Bedien-PC, oder mittels optionalen Handscanner über das Lesen eines Bar- oder Data Matrix Codes auf der Baugruppeaktiviert. Nach Erreichen der Betriebsbereitschaft öffnet die Sicherheitsschleuse und der Werkstückträger wird manuell in die Anlage eingeschoben. Danach betätigt man den Start Knopf, der alternativ als Fußschalter ausgeführt sein kann, die Sicherheitsschleuse schließt und die Bearbeitung der Baugruppe beginnt.
Die Baugruppe bewegt sich im verriegelten Werkstückträger auf der Y- Achse. Unterhalb der Baugruppe wird das Lötaggregat und der Fluxer auf der X+Z- Achse bewegt. Durch diese Aufteilung ist die gesamte Baugruppe mit einer max. Größe von 508 x 508 mm zu bearbeiten. Die erforderliche Stellfläche für die Maschine ist durch die Aufteilung der Bewegungsachsen gering, gleichzeitig bietet die Smartflow 2020 die gleiche Flexibilität wie die Selektivlötsysteme der Versaflow-Klasse.
Der Selektivlötprozess einer Baugruppe beginnt mit dem Auftrag des Flussmittels. Der Flussmittelauftrag muss beim Selektivlöten sehr präzise erfolgen, Bereiche die beim späteren Löten von der Lötwelle nicht benetzt werden, sollen nach Möglichkeit nicht mit Flussmittel benetzt sein, um eine hohe Sauberkeit der Baugruppe nach dem Löten sicherzustellen. Diese Forderung ist nur mit modernsten Drop-Jet Fluxköpfen zu erreichen. Die Besonderheit dieser Fluxköpfe liegt darin, dass das Flussmittel nicht zerstäubt wird, sondern in Form kleiner Tröpfchen, wie in einem Tintenstrahldrucker, auf die LP-Oberfläche gelangt. Es ist dabei unerheblich ob ein einzelner Punkt oder eine Linie zu fluxen ist, diese Bedingungen, wie auch die Flussmittelmenge, legt man im Lötprogramm für jede Lötstelle individuell fest.
Nachdem der Flussmittelauftrag abgeschlossen ist wird die Baugruppe mit der Y-Achse in das Vorheizmodul transportiert. Die Vorwärmung erfolgt von unten und ggf. auch von oben über kurzwellige Quarzstrahler. Die Software erlaubt das Programmieren eines Temperatur-Zeit-Verlaufes in maximal vier Zeitfenstern. Damit lässt sich die Vorwärmung gezielt an die Anforderungen der Baugruppe anpassen. Ob die Vorwärmung zum Einsatz kommt liegt im Ermessen des Anwenders. Die Vollausstattung des Vorheizmoduls gestattet jedoch selbst das effektive und schonende Vorwärmen komplexer und hochlagiger Multi Layer Baugruppen. Ist das Vorheizen der Baugruppe beendet, beginnt der Lötprozess.
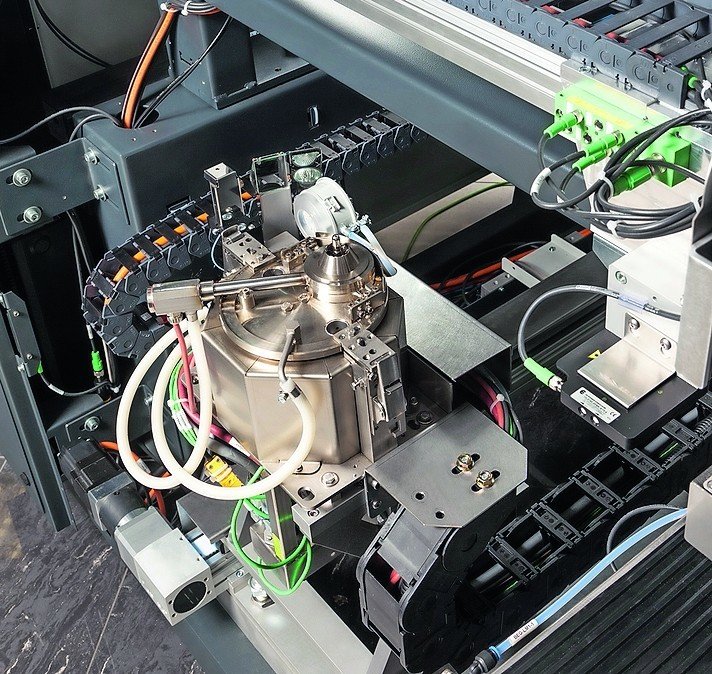
Herzstück des Lötaggregates ist der Miniwellen-Tiegel, wie er in allen Selektivlötanlagen des Unternehmens zum Einsatz kommt. Der bewährte Aufbau dieses Tiegels erlaubt die Verarbeitung aller gängigen Zinn Basis Lote. Des Weiteren verfügt er über eine wartungsfreie Induktionslotpumpe, wodurch der Wartungsaufwand ganz erheblich reduziert ist, da sie ohne jegliche bewegte Mechanik auskommt. Der Schutz der Lotbad Oberfläche mit Stickstoff reduziert die Oxidation des Lotes auf ein Minimum, so dass z.B. eine Tiegel Wartung pro Woche, im Einschichtbetrieb, ausreicht.
Die Standard Mini Wellen Lötdüsen verfügen generell über eine benetzbare Oberfläche. Diese Oberfläche bewirkt beim Abriss des Lotes von der Baugruppe, einen zusätzlichen Kraftvektor nach unten, wodurch sich beim Lotabriss große Vorteile ergeben. Ein weiterer Vorteil ist der unidirektionale Lotabfluss, wodurch es keine Vorzugsrichtung zum Löten gibt. Selbst bei quadratischen Lötapplikationen wie z.B. einem PGA Sockel ist es ausreichend die vier Eckpunkte des Bauteils zu programmieren, damit das Achssystem die Bewegungsrichtung ändert. Der Lotfluss folgt der Bewegung automatisch, es ist nicht erforderlich die Lötdüse oder die Baugruppe zu drehen. Die Mini Wellen Lötdüsen sind in unterschiedlichen Abmessungen lieferbar, die Außendurchmesser beginnen bei 4.5 mm und reichen bis 34 mm. Sonderabmessungen sind nach Abstimmung erhältlich.
Neben den Mini Wellen stehen zwei weitere Optionen im Bereich der Lötdüsen zur Verfügung. Mini-Vario-Wave so wie Mini Dip sind zwei interessante Alternativen, die das Einsatzspektrum des Systems erweitern. Mit der Mini-Vario-Wave Lötdüse können Streifen mit einer Breite von 68 mm auf Baugruppen gelötet werden. Diese Technologie ermöglicht das Wellenlöten kleinerer Baugruppen oder Bereiche von diesen. Die Mini Dip Option ist eine kleine, Produkt spezifische Lötdüsenplatte, die eine maximale Fläche von 80 x 80 mm abdeckt. Mit ihr werden alle Selektivlötstellen einer Baugruppe in einem Zyklus gelötet. Der Vorteil dieser Option sind die kurzen Zykluszeiten die sich hier realisieren lassen. Die gesamte Bearbeitung der Baugruppe vom Fluxen bis zum Löten findet in einem abgeschlossenen Prozessraum statt, dies gewährleistet höchste thermische Stabilität.
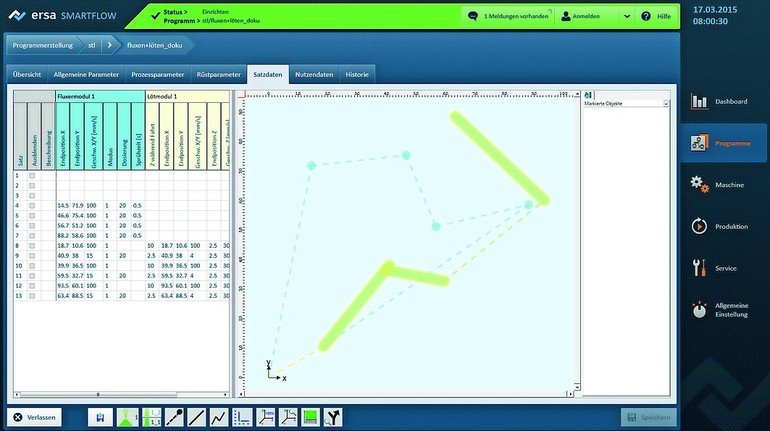
Zur Bedienung der Anlage interagiert der Bediener mit einem Touch Monitor, welcher mit einem PC verbunden ist. Der PC wiederum kommuniziert via Schnittstelle mit einer SPS auf der die eigentliche Steuerungssoftware für die Lötanlage läuft. Der PC dient in erster Linie als HMI und dient gleichzeitig als Massenspeicher für Lötprogramme, Produktions- und Traceability-Daten. Die Erstellung eines Lötprogrammes stellt prinzipiell die Programmierung des Bewegungsablaufes zur Bearbeitung der Baugruppe dar. Dies kann direkt an der Lötanlage erfolgen, oder sehr bequem an einem anderen PC-Arbeitsplatz. Zur Offline Programmierung dient dabei der CAD Assistent 3. Basis für diese grafische Programmieroberfläche sind die CAD Daten der Baugruppe bzw. ein eingescanntes Foto der Baugruppe das entsprechend kalibriert wird. Der Bewegungsablauf d.h. die zu lötenden Bauteile selbst und deren Verbindungen zueinander, werden über unterschiedliche Werkzeuge in das Bild der Baugruppe eingezeichnet. Dabei stehen Punkte und Linien zur Verfügung, wobei die Daten für das Fluxen und Löten auf unterschiedlichen Layern liegen, da sich die Bewegungen häufig unterscheiden. Über die standardmäßig vorhandene Netzwerkschnittstelle kann das System in bestehende MES/ERP Systeme integriert werden. Dies eröffnet Möglichkeiten der Fernwartung, der Bereitstellung von Traceability-Daten sowie der Prozessverriegelung.
Das Ziel – Die Standardisierung von Prozessen
Im EMS Sektor ist zu beobachten, dass die Vielfalt der Aufbau- und Verbindungstechnik stetig zunimmt und gleichzeitig anspruchsvoller wird. Parallel dazu fordern die Kunden qualifizierte Prozesse, damit vor dem Hintergrund der Produkthaftung die Fertigung elektronischer Baugruppen in klar definierten Prozessfenstern stattfindet.
Um diesen Forderungen Rechnung zu tragen, sind die Hersteller bemüht stets sichere, stabile und reproduzierbare Prozesse einzusetzen und diese auch permanent überwachen zu können. Unter diesem Gesichtspunkt scheiden viele Lötprozesse im Ansatz aus und es haben sich das Reflow-, Wellen- und das Selektivlöten auf Basis der Miniwellen am Markt etabliert und durchgesetzt.
Handlötprozesse hingegen sind zwar sehr flexibel und vielseitig, die Ausführung ist aber von den subjektiven Fähigkeiten und Betrachtungen des Personals abhängig. Um diesen unsicheren Qualitätsfaktor auszuschließen, kommen diese Prozesse im industriellen Bereich immer seltener zum Einsatz.
Mit der Smartflow 2020 haben die Anwender nun die Möglichkeit mit einer überschaubaren Investition in die Technologie der Selektivlöttechnik einzusteigen. Auch kleine Stückzahlen anspruchsvoller Baugruppen können sie so unter gesteigerten Qualitätsansprüchen qualifiziert löten und ihren Kunden die geforderten Nachweise über die Prozessparameter zur Verfügung stellen.
Zusammenfassung
Mit der Smartflow 2020 steht dem Anwender ein modernes und qualitativ höchsten Industriestandards entsprechendes Selektivlötsystem zu niedrigen Investitionskosten zur Verfügung. Trotz des kompakten Designs beträgt die maximale Baugruppengröße 508 x 508 mm. Für das Fluxen, Vorheizen und Löten kommt bewährte Technik zum Einsatz, die höchsten Anforderungen bis hin zum Dreischichtbetrieb, bei sieben Tage die Woche, gerecht wird. Über die verfügbaren Optionen lässt sich das System auf die individuellen Erfordernisse des Anwenders abstimmen.
Das innovative Design der Anlage und ein geringer Wartungsbedarf, kombiniert mit der sehr guten Zugänglichkeit der Funktionsmodule, garantiert eine hohe Verfügbarkeit der Lötanlage. Extrem niedrige Verbrauchswerte von Stickstoff, Flussmittel, Lot und Strom ermöglichen einen wirtschaftlichen Betrieb zu geringen Betriebskosten. Eine moderne Steuerungstechnik erlaubt die einfache Bedienung, die Vernetzung des Systems in MES/ERP Architekturen, die Offline Programmierung sowie die Möglichkeit der Fernwartung.
Ausgestattet mit all diesen Vorzügen ist das Lötsystem eine sichere Investition in die Zukunft einer Elektronikfertigung, denn sie liefert die Qualität die man vom Marktführer Ersa, mit weltweit über 1.500 installierten Selektivlötsystemen, erwartet.
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}