

Das Schlüsselthema und Ziel in der Bleifrei-Technologie lautet Metallurgie und Langzeitzuverlässigkeit der Lötverbindung. Dies ist ein sehr bedeutender Punkt, um eine einwandfreie Funktion zukünftiger Flachbaugruppen sicherstellen zu können und Katastrophen zu vermeiden, speziell z.B. elektronische Leitsysteme im Aerospace-Bereich.
Lance Larrabee, Cobar Solder Products, Ineke van Tiggelen-Aarden und Eli Westerlaken, Cobar Europe, Breda (Nl)
Ein weiterer wichtiger Punkt ist die Veränderung des Prozessfensters innerhalb der bleifreien Elektronikfertigung. Bei der Betrachtung der Materialien, die gegenwärtig in der Bleifrei-Fertigung genutzt werden, rückt die Kompatibilität der Komponenten immer mehr in den Mittelpunkt. Während man sich in den letzten vier Jahrzehnten bislang mit den Lötverbindungen als Schlüssel zur Qualität und Zuverlässigkeit der Elektronikbaugruppen befasste, ist es sehr erstaunlich, dass den wichtigen spezifischen Eigenschaften der verwendeten Materialien zur Herstellung einer guten guten Bleifrei-Verbindung, so wenig Beachtung geschenkt wurde.
Es ist ganz klar, dass mit der Einführung der bleifreien Lötmaterialien wie SnAgCu (auch SAC-Legierungen genannt) die Prozesstemperaturen ansteigen. Dies bedeutet schlichtweg eine höhere Temperaturzufuhr zum Lot, zu den Bauteilen und der Baugruppe. Die Materialien, die sowohl metallische wie organische Komponenten beinhalten, müssen sich der Hitze in unterschiedlicher Weise anpassen. Besondere Beachtung sollten hierbei die vorzeitige Verdunstung des Flussmittelsystems, die Umschmelzung, der Aktivierungsbereich, die thermische Zersetzung und Erstarrung, zudem auch die vielen chemischen und physikalischen Wechselwirkungen entlang des Temperatur/Zeit-Verlaufes vom Flussmittel innerhalb der folgenden Löt-Materialien finden:
- Wellen-Lötflussmittel
- Selektiv-Flussmittel
- Handlot
- Lotpaste.
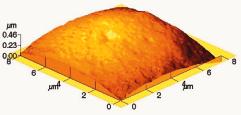
Lötmittel mit organischen Bestandteilen für den bleifreien Prozess müssen der Hitze-Einwirkung standhalten. Der Einfluss von Hitze in der Lotpulverherstellung – ein wesentlicher Bestandteil der Lotpaste – wurde bisweilen unterschätzt. Die Hitze hat einen wesentlichen Einfluss auf die Topographie der Lotpartikel während der Erstarrung. Die Topographie wird während der Erstarrung von verschiedenen Parametern beeinflusst, wie etwa der Abkühlrate und der Atmosphäre. Dies wiederum beeinflusst die Verteilung der Legierungsbestandteile auf der Oberfläche und die Bildung von passiven Schichten wie Oxidationen.
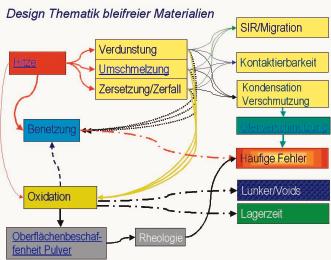
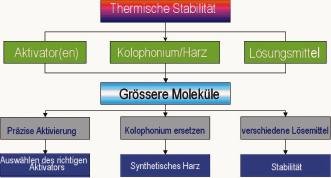
In Bild 1 werden aufeinander eingreifende Variablen, die die Leistung beim bleifreien Löten beeinflussen, veranschaulicht. Hitze ( auf der linken Seite der Ansicht) ist ein eigenständiger Parameter. Offensichtlich hat sie einen wesentlichen Einfluss auf das Benetzungsverhalten der metallischen Bestandteile. Wird nun das Blei aus dem Lot entfernt, ist eine schnellere Oxidation des bleifreien Lotes auch bei normaler Zimmertemperatur zu beobachten. Steigen die Temperaturen an, beschleunigt sich der Oxidationsprozess. Diese Oxidation übt einen wesentlichen Einfluss auf die Topographie des Lotpulverpartikels aus und beeinflusst zudem die Oberflächenspannung des Lotes. Die Topographie dieser Partikel stellt einen Parameter im Rheologiesystem dar, was sich in den Druckeigenschaften der Lotpaste widerspiegelt. Die Veränderungen der Oberflächenspannungsverhältnisse wirken sich auf die Benetzung der zu verbindenden Oberflächen aus, was sich ganz klar in den Löteigenschaften zeigt.
Im Allgemeinen wird angenommen, dass die Hauptursachen für Defekte auf der SMD-Baugruppe dem Lotpasten-Druckprozess zuzuordnen sind. Die Druckeigenschaften einer Lotpaste sind hierbei von entscheidender Bedeutung. Betrachtet man nun die Einwirkung von Hitze auf das Flussmittelsystem, können drei Hauptparameter aufgezeigt werden: die Verflüchtigung des Flussmittels und Ausdünstungen anderer Materialien; das Aufschmelzverhalten, die Schmelzviskosität und Lotausbreitung; und drittens die Zersetzung der organischen Bestandteile. Diese Parameter beeinflussen im direkten Zusammenhang den Oberflächenisolationswiderstand (SIR)/Elektromigration, Kontaktierbarkeit und Niederschlag von Flussmittel- und Leiterkarten-Ausdünstungen auf der Baugruppe sowie die Kontamination des Reflowofens. Bricht dieses organische System vorzeitig innerhalb des Temperatur/Zeit-Verlaufes ein, verlieren die Metallpartikel in der Lötverbindung ihren Schutzüberzug, und dies zeigt sich ganz deutlich durch eine stärkere Oxidation.
Freigabeuntersuchungen und die Erfahrungen aus Feldversuchen mit bleifreien Lotpasten bei führenden Anwendern ergaben signifikante Ergebnisse. Überraschenderweise ergaben sich bei verschiedenen bleifreien Lotpastentypen sehr kurze Lagerzeiten und sehr unterschiedliche Ergebnisse hinsichtlich der Lunkerbildung (Voids). Unserer Ansicht nach sind diese Erfahrungen auf ein und dieselbe Ursache zurückzuführen, und dies ist die Oxidation des Lotpulvers während der Herstellung. Bekannterweise breitet sich die Oxidation von alleine aus. Sind die Oberflächen der Partikel bereits voroxidiert, lässt sich dieser Prozess nicht aufhalten. Mit der Beimengung des bereits voroxidierten Lotpulvers zum Flussmittelsystem findet ein weiterer Zerfall statt. Dies zeigt sich eindeutig in der kurzen Lagerzeit einer Lotpaste, was sich in einem signifikanten Viskositätsanstieg äußern kann.
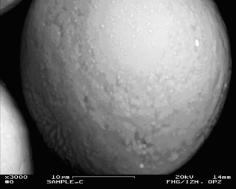
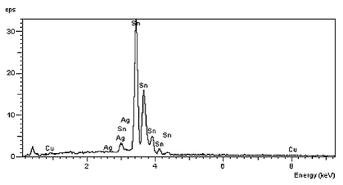
Die Abkühlrate während des Zinn-Zerstäubungsprozesses und ebenso die Atmosphäre, in der die Erstarrung stattfindet, beeinflussen den Oxidationsverlauf und die Verteilung der Legierungsbestandteile auf der Partikeloberfläche. Studien mit Rasterelektronenmikroskopie und EDX (Röntgen-Mikrobereichsanalyse), wurden zur Aufschlüsselung dieser Verbindungen, die lange Zeit unterschätzt worden sind, herangezogen (Bild 2 und 3). Der Grundgedanke hierbei ist, dass eine rauere Oberfläche ein Indikator für den Unterschied der Oxidstadien ist. Gleichzeitig bietet dies einen Hinweis auf eine schlechtere Partikelbewegung. Dieses äußert sich dann spätestens in den Druckeigenschaften der Lotpaste. Diese These verdichtet sich, sobald Unterschiede in den verschiedenen Chargen eines Lotpastentyps zu verzeichnen sind.
Ein weiterer Beweis muss erbracht werden, ob diese Verschlechterung innerhalb der Lötverbindung in Relation zur Oxidation des Pads, der Bauteilmetallisierung oder dem Pulver in der Lotpaste steht. Theoretisch können die organischen Bestandteile innerhalb des Flussmittelsystems nicht der Grund für diese Problematik sein. Die Flussmittelaktivität innerhalb der Vorheizung und dem Sattelbereich ist immer noch sehr aktiv. Es breitet sich bis an die Kanten der Lötverbindung aus. Die Metalloxide brechen bei höheren Temperaturen auf. Eine weitere gasförmige Zersetzung findet beim Erreichen der Peaktemperaturen und der Ausformung der Lötverbindung statt. Dabei können die im Inneren der Lötverbindung eingeschlossenen Gasbläschen nicht mehr durch die sich bereits gebildete Außenhaut entweichen; Lunker (Voids) sind die Folge.
Die thermischen Eigenschaften der organischen Materialien innerhalb der Wellen-Lötflussmittel, der Lotpaste, und des Handlot-Flussmittels, stellen einen weiteren Fokus der bleifreien Lötmaterialien dar. Generell kann man sich für größere Molekülkettung entscheiden, was eine größere thermische Stabilität bei höheren Reflowprofilen ergibt. Nachteilig ist, dass größere Moleküle weniger mobil sind und somit die rheologischen Eigenschaften einer Lotpaste, insbesonders der Druckeigenschaften negativ beeinflussen. Ein gut geschulter Chemiker weiß diese Hürden zu überwinden.
Vor der eigentlichen Diskussion über die Bleifreimaterialen waren Themen wie die Kontamination des Reflowofens und des Kondensatmanagements bekannt. Es war von vorneherein klar, dass die Kontaminationen, die mit bleihaltigen Lotpasten entstanden, in der Bleifrei-Technologie weiter in den Vordergrund rücken würden. In einigen Fällen kann es dazu führen, dass wichtige Wartungsarbeiten am Ofen versäumt werden, was die Luftströmungsverhältnisse aufgrund verstopfter Filtersysteme verändert und sich in einem höheren Fehlerausfall äußert. Ein wesentlicher Vorteil in der Anwendung synthetischer Harze liegt ganz klar darin, dass die sich verflüchtigenden Stoffe zwar nicht weniger enthalten sind, sich diese aber wesentlich leichter aus dem Ofen entfernen lassen. Während die Stickstoffabdeckung bei den Lot-Tiegeln sich als ein sehr wirksamer Krätzeschutz erwiesen hat und zudem die Lötfehler reduziert, liegt die Überlegung nahe, dies auch in Reflowsystemen anzuwenden, um durch eine verlängerte Satteltemperatur das T zwischen kleinen und großen Bauteilen zu reduzieren.
Insgesamt wurde beobachtet, dass der Grabsteineffekt in der bleifreien Technik weniger vorkommt als in der konventionellen verbleiten Technologie. Bei Auftreten des Grabsteineffektes, werden verschiedene Legierungen verwendet. Diese Le- gierungen bestehen z.B. aus jeweils 50% Sn95.5Ag4.0Cu0.5 (Schmelztemperatur: 217°C) und Sn96.5Ag3.5 (Schmelztemperatur: 221°C). Durch diese Technik ergibt sich ein so genannter Schmelzbereich mit einem DT von 4°C, was das Auftreten von Grabsteinen minimiert. Bevor die Anschlussflächen eines 2-poligen Bauteils zusammen mit dem Paddepot komplett aufgeschmolzen sind, bewirkt die untere Schmelztemperatur eine Initialbenetzung (217°C). Zudem bewirkt dies eine bessere Wärmeverteilung. Bei Erreichung der 221°C (Sn96.5Ag3.5) wird ein Gleichgewicht in den Oberflächenspannungsverhältnissen erreicht, und eine gute Ausprägung des Lotmeniskus findet statt.
Zusammenfassung
Bei den bleifreien Lötmaterialien stellt die Hitze den wichtigsten Parameter dar. Gefordert sind hierbei Flussmittelsysteme, die eine größere thermische Stabilität aufweisen, wobei die Temperatur-Langzeitstabilität einen weit wichtigeren Faktor darstellt als die absoluten Temperaturspitzen. Ungeachtet der Tatsache, dass die Industrie nun zur Anwendung der Bleifreitechnologie aufgefordert ist sowie noch höhere Qualitätsanforderungen an die fertige Baugruppe gestellt werden, sind gleichmäßigere Materialeigenschaften gefordert. Es ist nicht nur die Konsistenz eines Flussmittelsystems mit einer höheren Langzeitstabilität, die nun immer mehr an Bedeutung gewinnt, sondern auch, wie schon berichtet, die Oberflächenstrukturen des Lotpulvers in Verbindung mit dem Flussmittelsystem. Dies stellt sich immer mehr als wichtiger Punkt heraus. Die Oberflächenrauheit und die Anordnung der Legierungsbestandteile der Lotkugeln sowie die Oberflächenbeschaffenheit sind nicht nur maßgeblich für die Benetzungseigenschaften einer Lotpaste, sondern auch für ihre rheologischen Eigenschaften (insbesonders während des Druckes) verantwortlich.
EPP 426
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}