

Mit dem Näherrücken des Stichtages für die RoHS-Konformität mehren sich die Diskussionen darüber, wie die Umstellung auf bleifreie Fertigung geplant werden kann und welche Auswirkung sie auf Prozesse und gerätetechnische Anforderungen haben könnte. So ist es eventuell hilfreich, in diesem Stadium eine Fallstudie über einen Hersteller zu betrachten, der bleifreie Lotpasten bereits erfolgreich getestet hat und jetzt die volle Implementierung plant.
Dr. Brian Toleno, Electronics Group, Henkel, Irvine, Kalifornien/USA
Im Zuge dieser Betrachtung werden wir die Testregimes beschreiben, die von einem bekannten Elektronik-Hersteller festgelegt wurden. Die speziellen Anforderungen aller Hersteller, die sich auf den Weg zur Umstellung auf Bleifrei begeben, werden letztlich deren Wahl einer bleifreien Lotpaste beeinflussen. Prozessevaluierungen werden entsprechend maßgeschneidert, was aus den Testregimes hervorgeht. Das in der Fallstudie angesprochene Unternehmen wird als „Hersteller X“ bezeichnet.
Kundenspezifische Lotpastenentwicklung
Als erstes arbeitete Hersteller X mit seinen bevorzugten Pastenlieferanten an der Entwicklung von bleifreien Lotpasten, die allen seinen Qualitäts- und Produktzuverlässigkeit-Standards entsprechen sollten. Alle geprüften Materialien mussten eine Produktevaluierung durchlaufen, bei der sie eine Auswahl von Prüfkriterien für jeden Produktionsprozess bestehen mussten. Dazu gehörten:
- volumetrische Beurteilung des Pastenauftrags
- Beurteilung des Reflow-Prozessfensters
- Messung der Klebrigkeit
- Qualitative Beurteilung der Lötverbindungen
- Auftreten von Voids
- Benetzungsanalyse
- modifizierter SIR-Test (Oberflächenisolationswi derstand).
Die Prüfboard-Oberflächen wurden mit organischer Passivierung (OSP) beschichtet. Bei allen geprüften Materialien war die Legierungszusammensetzung der Lotpasten Sn95.5Ag3.8Cu0.7 (SAC 387); der Reflow wurde unter Luft durchgeführt. Lotpaste Sn63Pb wurde zum Vergleichen der Materialeigenschaften herangezogen. Bei Hersteller X war das Flussmittel die variable Größe in jeder Paste.
Prüfverfahren und Analyse: Drucken
Als Maßstab für die Druckeigenschaften wurde das Auslöseverhalten und Druckvolumen der Pasten nach Stillstandszeiten von 0, 1 und 4 Stunden untersucht. Unter der Stillstandszeit versteht man, dass der Druckvorgang unterbrochen wird und der erste Druck nach einer definierten Stillstandszeit untersucht wird, was Aufschluss über die Verarbeitungseigenschaften einer Lotpaste für die Fertigung gibt. Die Pasten wurden durch Schablonenöffnungen mit verschiedenen Formen (rund, quadratisch, rechteckig) und Größen gedruckt. Druckgeschwindigkeit, Rakeldruck und Trenngeschwindigkeit wurden nach den Empfehlungen der jeweiligen Pastenlieferanten eingestellt.
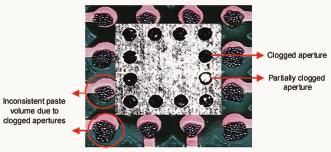
Zur Prüfung von kleinen Schablonenöffnungen wurden die Schablonen hintergrundbeleuchtet und im Anschluss an den Druckzyklus bei allen Stillstandszeiten (0, 1 und 4 Stunden) visuell geprüft. Bild 1 zeigt ein Beispiel für einen Fehldruck. Die teilweise verschlossenen oder zugesetzten Öffnungen führen in der Praxis zu einem uneinheitlichen und unzureichendem Pastenvolumen.
Erfolg oder Misserfolg der einzelnen Drucktests wurde durch volumetrische Messung mit einem Lasersystem ermittelt sowie durch eine zusätzliche visuelle Prüfung auf verschmierte oder verstopfte Öffnungen. Um die Anforderungen des Herstellers zu erfüllen, musste das aufgetragene Pastenvolumen über die gemessenen Stillstandszeiten (1, 2 und 4 Stunden) möglichst konstant, das heißt statistisch nicht zu unterscheiden, sein. Zwar wurden nach mehr als einer Stunde Stillstandszeit Unterschiede im Pastenvolumen festgestellt, die Ergebnisse waren aber immer noch für alle untersuchten Stillstandszeiten optimal.
Klebrigkeit der Lotpasten
Die Klebrigkeit von Lotpasten wurde getestet, um festzustellen, ob sie ausreichend war, Bauteile während diverser Produktionsprozesse zu fixieren. Die Klebekraft wurde nach 0, 1, 2, 4 und 8 Stunden gemessen, wobei das IPC-TM-650-Prüfverfahren als Basis eingesetzt wurde, und durch Messung der Kraft ermittelt, die erforderlich war, um eine Probe von 5 mm Durchmesser aus der Paste zu entnehmen. Bei der für die Implementierung gewählten Paste wurde Material durch eine runde, 6,3 mm große Öffnung in einer 250 µm dicken Schablone auf ein Keramiksubstrat gedruckt und dann zur Auswertung gelagert. Messungen der Klebrigkeit wurden sofort nach dem Drucken und nach definierten Einlagerungszeiten vorgenommen. Gefordert war eine gleich bleibende Lotpasten-Klebrigkeit nach 0, 1, 2, 4 und 8 Stunden.
Reflowprofile und Untersuchung der Void-Bildung
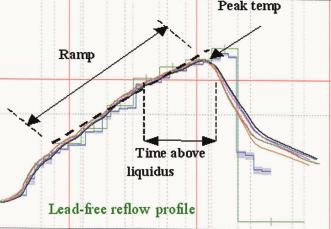
Hersteller X benötigte eine Paste, die für die Herstellung von vielen unterschiedlichen Produkten eingesetzt werden konnte, so dass das geeignete Material ein ziemlich breites Prozessfenster haben musste, damit es in allen neun entwickelten Reflowprofilen gleich gute Ergebnisse erzielen konnte.
Beim Reflow wurde das Verhältnis zwischen Spitzentemperatur und Zeit über Liquidus variiert (Bild 2). Zusätzlich wurde das Zusammenfließen auf einer bedruckten Fläche bewertet (Bild 3 und Bild 4). Das schlechte Zusammenfließen bei den durchgefallenen Pasten wurde auf Oxidation des Pulvers beim Reflow in Luft, auf verringerte Flussmittelaktivierung oder Flussmittelerschöpfung zurückgeführt. Um das Reflow-Verhalten eines übermäßigen Lotpastenauftrags zu untersuchen wurden Lotperlen- und Benetzungstests durchgeführt. Dazu wurden zwölf Testleiterplatten mit Lotpaste bedruckt: Sechs frische sowie sechs voroxidierte Leiterplatten (jeweils ein Durchgang durch den Reflow-Ofen) wurden verwendet
Lötperlenbildungs- und Koaleszenztests wurden durchgeführt, um das Reflow-Verhalten eines absichtlich zu hohen Pastenauftrags zu analysieren. zwölf Prüfboards wurden mit Lotpaste bedruckt: Sechs jungfräuliche Leiterplatten und sechs Leiterplatten, die in einem Durchgang durch den Reflow-Ofen voroxidiert worden waren. Davon wurden jeweils zwei Boards sofort aufgeschmolzen, zwei wurden nach zwei Stunden Einlagerung bei Umgebungstemperatur aufgeschmolzen und zwei nach einstündiger Lagerung bei 30 °C, 90 % relativer Luftfeuchte. Der Pasten-Mehrauftrag wurde auf Koaleszenz und eventuell auf der Maske zurückgebliebene Lötperlen untersucht. Außerdem wurden zur weiteren Beurteilung der qualitativen Langzeiteigenschaften der Lötverbindungen und der Produktzuverlässigkeit noch beschleunigte Lebensdauertests (ALT) durchgeführt.
Benetzung
Das Benetzungsverhalten wurde auf drei Prüfboard-Bereichen getestet. Neun Prüfboards wurden bedruckt: Drei frische Leiterplatten, drei Leiterplatten, die in einem Durchgang, und drei Boards, die in drei Durchgängen durch den Reflow-Ofen voroxidiert worden waren. Nach dem Reflowprozess wurden die fraglichen Bereiche untersucht, um die Benetzungseigenschaften der einzelnen Materialien zu bewerten (Bild 5).
Modifizierter SIR-Test
Um festzustellen, ob die für gute bleifrei gelötete Verbindungen notwendigen Aktivatoren die Zuverlässigkeit von Bauteilen beeinträchtigen, prüfte Hersteller X den Oberflächenisolationswiderstand (SIR). Für den SIR-Test wurde ein modifiziertes IPC-B-25-Testboard verwendet. Das modifizierte Board wurde zusätzlich mit Lötstoppmaske überzogen, um eine genauere Simulation fertiger Serienleiterplatten zu erzielen. Widerstandsmessungen wurden in unterschiedlichen Zeitabständen von 24 bis 168 Stunden über fünf verschiedene Kanäle mit einem Spannungsbedarf von mindestens 108 Ohm vorgenommen.
Ergebnisse
Nach Durchführung der oben beschriebenen strengen Prüfungen war Hersteller X hinreichend informiert, um eine bleifreie Paste wählen zu können, die allen seinen Prozess- und Qualitätsanforderungen entsprach. Seine bleifreien Prozesse werden derzeit weltweit an mehreren Standorten in vollem Umfang implementiert.
EPP 415
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}