
In der heutigen Elektronikwelt ist die Miniaturisierung der Leiterplatten ein stets heiß diskutiertes Thema. Die Anzahl der Funktionen, die in portablen und Handheld-Elektronikgeräten integriert werden können, nimmt bei abnehmender Größe und sinkendem Gewicht dramatisch zu. Der entscheidende Faktor für die Größe von Elektronikbaugruppen ist die Packungsdichte [1]. Eine Möglichkeit, die Packungsdichte zu erhöhen, besteht darin, die Größe passiver Bauteile und der Abstände zwischen ihnen zu verringern.
Yu Wang, Michael Olorunyomi, Johan Anderson, Johan Liu, Chalmers University of Technology, Göteborg (Schweden) & Martin Dahlberg, Zoran Djurovic, Mydata automation, Göteborg (Schweden)
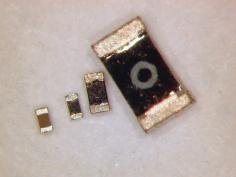
Der ständige Bedarf an einer immer stärkeren Miniaturisierung von Elektronikbaugruppen hat bereits zur Verringerung der Größe passiver Bauteile bis auf eine Gehäusegröße von 0201 geführt. Der nächste Schritt zur weiteren Verkleinerung der Baugröße steht bevor. Kondensatoren und Widerstände der Baugröße 01005 mit einer Länge von 400 µm und einer Breite von 200 µm wurden bereits hergestellt (Bild 1). In naher Zukunft wird der Einsatz dieser kleinen Bauteile in der Serienfertigung besonders bei Hand- und portablen Geräten definitiv zu einer weiteren Verringerung der Leiterplattengröße führen.
IPC-7351 [2] enthält Normungsinformationen für das Kontaktflächendesign zur Oberflächenmontage von passiven Bauteilen der Größe 0201. Diese Norm kann auch zur Festlegung von Standardkonfigurationen für die Verpackung von 0201-Bauteilen dienen. Die Norm für Bauteile der Größe 01005 ist jedoch noch in der Entwicklung begriffen.
Problemstellung und Zielsetzung
Die Qualität der Oberflächenbestückung kann durch die Kontaktflächengröße sowie verschiedene SMT-Prozessparameter beeinflusst werden. Bei kleinen Bauteilen werden die Anforderungen an diese Prozessparameter weitaus kritischer. Zunächst muss die richtige Lötpastenmenge auf die Kontaktflächen aufgebracht werden, wobei eine möglichst gleichmäßige Verteilung erzielt werden sollte. Ein geeigneter Siebdruckprozess ist erforderlich, um dieses Ziel zu erreichen. Die Qualität des Siebdruckprozesses ist das Ergebnis einer Kombination zahlreicher Faktoren. Die wichtigsten darunter sind Schablonendicke, Lötpastentyp, Lötpasteneigenschaften, Siebdruckmodus, Geschwindigkeit und Druck. Im Bestückprozess ist die Fähigkeit der Maschine zur genauen und wiederholbaren Aufnahme und Platzierung dieser kleinen Bauteile von wesentlicher Bedeutung für das Bestückungsergebnis. Selbst ein geringer Bestückpositionsfehler im Mikrometerbereich kann zu einem beträchtlichen Unterschied hinsichtlich des Fehlerpotenzials führen. Neben der Bestückungsgenauigkeit ist die Bestückkraft ein weiterer Parameter, der das Ergebnis beeinflusst; dies trifft auf diese extrem kleinen und spröden Bauteile ganz besonders zu. Abschließend ist zu bemerken, dass ein Versatz bei der Bestückung zu einem gewissen Grade durch Selbstausrichtung im Reflow-Prozess korrigiert werden kann. Die endgültige Positionsgenauigkeit einer Bestückung wird weitgehend durch diesen Prozess entschieden. Die Selbstausrichtungsfähigkeit ist hauptsächlich von der Legierungszusammensetzung der verwendeten Lötpaste abhängig. Im Allgemeinen wird davon ausgegangen, dass die Selbstausrichtung von mit bleifreien Lötpasten montierten Bauteilen weniger gut ist als bei Verwendung von Sn/Pb.
Das Hauptziel dieses Projekts bestand darin, die optimale Kontaktflächengröße und die besten Prozessparametereinstellungen für gute Lötverbindungen bei passiven Bauteilen der Größe 01005 zu bestimmen. Ein weiteres Ziel war es, den geringstmöglichen Bauteilabstand zu definieren und die Bestückung von Bauteilen der Größe 01005 auf kreisförmigen Kontaktflächen zu bewerten.
Auslegung des Experiments
Das Projekt begann mit dem Design des Experiments (DOE). Zur Handhabung der Informationen über den Einfluss von SMT-Prozessparametern und Kontaktflächengröße bei einer angemessenen Zahl von Experimenten wurde die Software Modde [3] gewählt, ein Windows-basiertes Programm zur Erzeugung und Auswertung von statistischen experimentellen Konstruktionen. Mit der Software können Experimente so durchgeführt und geplant werden, dass aus den erfassten Daten in einer Störfaktoren ausgesetzten Betriebsumgebung und der geringstmöglichen Anzahl von Experimentdurchläufen ein Maximum an Informationen gewonnen wird.
Dieses Projekt bestand aus zwei Reihen von Experimenten sowie einigen zusätzlichen Experimenten. Ziel der ersten Experimentreihe war es, die wesentlichen Parameter zu ermitteln und durch spezifische Parameteränderungen bewirkte Änderungen der Bestückungsqualität zu untersuchen. Von den Erkenntnissen der ersten Experimentreihe ausgehend wurde eine zweite Reihe von Experimenten durchgeführt, in deren Mittelpunkt die Optimierung der Kontaktflächengröße stand. Das Ziel der zusätzlichen Experimente war die Definition des geringstmöglichen Bauteilabstands und die Auswertung der Bestückung von Bauteilen der Größe 01005 auf kreisförmigen Kontaktflächen. Bei jeder Experimentreihe wurden die Bestückungen durch manuelle Inspektion unter dem Mikroskop bewertet und die Ergebnisse gemäß Qualitätsnorm IPC-A-610C [4] beurteilt.
Bauteile
Bei den in diesem Projekt verwendeten Bauteilen handelte es sich um Kondensatoren und Widerstände der Baugröße 01005 von zwei Herstellern. Die Maße dieser Bauteile sind in Tabelle 1 aufgeführt. Bei der ersten Reihe von Experimenten wurden nur Kondensatoren verwendet. In der zweiten Experimentreihe hingegen wurden sowohl Kondensatoren als auch Widerstände untersucht. Insgesamt waren zwanzigtausend Bauteile der Größe 01005 (10 000 Kondensatoren und 10 000 Widerstände) Bestandteil dieses Projekts. Die Bauteile der Größe 01005 wurden auf gelochtem Papierband (8-mm-Band mit 2,0-mm-Bauteilraster) bereitgestellt.
Leiterplatte
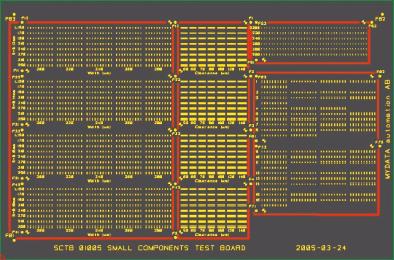
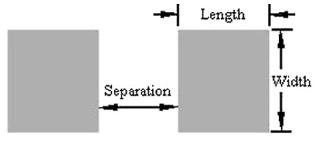
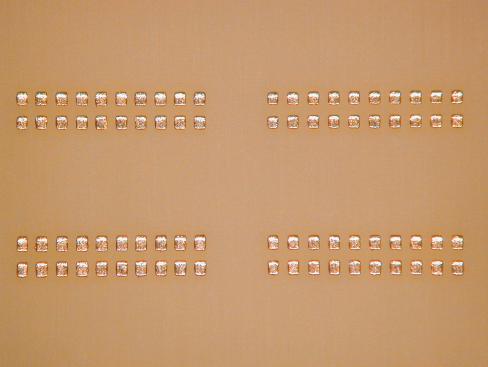
Eine ausschließlich mit Anordnungen von Kupferkontaktflächen für Bauteile der Größe 01005 ausgestattete Leiterplatte (PCB) wurde speziell für dieses Projekt konstruiert (Bild 2). Die Gesamtgröße der PCB betrug 146 x 96 x 1,6 mm. Als Grundmaterial diente FR4 mit einer Oberflächenbehandlung mit chemischem Au. Die Anzahl der Montagepositionen für Bauteile der Größe 01005 auf dieser PCB betrug 4 780. Zwei Kontaktflächenformen (rechteckig und kreisförmig) wurden angelegt. Insgesamt wurden 160 unterschiedliche rechteckige und 6 verschiedene kreisförmige Kontaktflächengrößen konstruiert. Länge, Breite und Abstand wurden als Parameter zur Beschreibung der Geometrie rechteckiger Kontaktflächen definiert (Bild 3). Die rechteckigen Kontaktflächen im unteren rechten Bereich der PCB waren für die erste Experimentreihe vorgesehen. Die Kontaktflächengrößen in diesem Bereich wurden auf der Grundlage des von Modde generierten Arbeitsblattes bestimmt. Im linken Teil der Leiterplatte wurden zur Optimierung der Kontaktflächengröße in der zweiten Experimentreihe alle möglichen rechteckigen Kontaktflächengrößen angelegt. Die Maße dieser Kontaktflächen sind in Tabelle 2 aufgeführt. Zur Untersuchung des geringstmöglichen Bauteilabstands wurden in der Mitte der PCB Kontaktflächen mit Bauteilabständen von 50 µm bis 140 µm konstruiert. Bild 4 zeigt einen Teil dieser Kontaktflächen. Zur Konstruktion eines Bauteilabstands von 50 µm wurde eine Kontaktflächenbreite von 150µm verwendet, da Kupferflächenabstände unterhalb von 100 µm für den Leiterplattenhersteller extrem schwierig zu realisieren waren. Kreisförmige Kontaktflächen mit Durchmessern von 200 µm bis 300 µm wurden im rechten oberen Bereich der Platine vorgesehen.
Schablone
Bei Bauteilen der Größe 01005 sind wegen der extrem kleinen Kontaktflächen auf der PCB und der Notwendigkeit entsprechend kleiner Öffnungen in der Schablone die Anforderungen an die Schablone von kritischer Bedeutung für das Lötpastendruckergebnis. Die Dicke der Schablone muss extrem gering sein, damit die Aperturen den erforderlichen Lötpastenauftrag auf den Kontaktflächen gewährleisten können. Bei diesem Projekt wurde eine Schablone mit einer Dicke von 3 mil (75 µm) für die Experimente konstruiert. Es handelte sich um eine in Galvanotechnik ausgeführte Schablone aus Edelstahl. Das geringste Flächenverhältnis (FV) betrug bei rechteckigen Kontaktflächen 0,57 und bei kreisförmigen Kontaktflächen 0,67. Das Flächenverhältnis ist das Verhältnis der Aperturfläche zur Aperturwand.
Lötpaste
Für dieses Projekt wurden zwei Arten von Lötpasten desselben Anbieters verwendet. Sie unterschieden sich in der Partikelgröße, wiesen jedoch dieselbe Legierungszusammensetzung auf: Sn62Pb36Ag2. Bezüglich der Partikelgröße handelte es sich um die Lötpastentypen 4 bzw. 5 gemäß Pulverklassifizierungsnorm J-STD-005 [5]. In Tabelle 3 sind die Eigenschaften der beiden Lötpastentypen aufgeführt.
Maschinenausrüstung
Die zur Leiterplattenbestückung bei diesem Projekt verwendete Ausrüstung ist in Tabelle 4 aufgeführt. Vor Durchführung der Hauptexperimente wurden die Siebdruckereinstellungen optimiert, um einen geeigneten Lötpastendruckprozess für Bauteile der Größe 01005 zu erhalten. Als Druckmodus wurde Fluten/Drucken eingestellt, um eine gleichmäßige Lötpastenverteilung an den Kontaktflächen zu gewährleisten. Die Rakelgeschwindigkeit wurde auf 20 mm/s und die Trenngeschwindigkeit auf 8 mm/s eingestellt. Für die Lötpaste des Typs 5 wurde der Druck für Fluten und Drucken auf jeweils 5 kg eingestellt. Ein gutes Druckergebnis ohne fehlendes Lot und ausreichende Lötpastenmengen selbst bei den kleinsten Kontaktflächen wurde bei einem Flächenverhältnis von 0,57 der Schablonenapertur erreicht (Bild 5). Bei der Lötpaste des Typs 4 wurden bei Einstellung des Drucks für Fluten und Drucken auf jeweils 9 kg die besten Druckergebnisse erzielt.
Die Bestückungsmaschine MY9 von Mydata wurde für dieses Projekt zur Bestückung von Bauteilen der Größe 01005 aufgerüstet. Zusätzlich zu der bereits vorhandenen hochauflösenden Kamera (HRC) wurden ein Agilis-Feeder, ein Agilis-Linearmagazin (ALM) und ein Bestückwerkzeug zur Handhabung von Bauteilen der Größe 01005 installiert. Während des Bestückungsvorgangs wurden die Leiterplatten durch eine geeignete Anordnung von Stützpins stabilisiert. Der Lötpasten-Reflow-Prozess erfolgte in einem Reflow-Ofen mit sechs Heizzonen und einer Kühlzone. Vor Durchführung der Hauptexperimente wurden die für dieses Projekt benötigten Temperaturprofile bestimmt und durch einen Temperaturfühler überprüft.
EPP 419
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








 id=){kind=link}