Als wäre die Welt nicht schon während der bleihaltigen Ära schwer genug für Löter und Qualitätsmanager gewesen. Während in elektronikfremden Wirtschaftszweigen „Qualität“ unter anderem als ein Niveau der „Zufriedenheit“ des Verbrauchers angesehen wird, konzentrierten sich die elektronischen Hersteller auf rein kosmetische Definitionen, obgleich kaum je ein Kunde sich die Lötstellen anschaute.
Dr. Ronny Horn, Heike Schlessmann, SEHO Systems, Kreuzwertheim
Schlimm genug, dass solch eine Haltung eingerissen war, sie wurde noch negativer durch den Versuch, mit dem heißen Lötkolben solch „schöne“ Lötstellen zu erzwingen. Der wirtschaftliche Schaden – enorme Kosten der unnötigen Nacharbeit, sowie die Verringerung der Haltbarkeit nachgearbeiteter Lötstellen – ist kaum abzuschätzen.
Neue Situation
Zwei Ereignisse machen es jetzt noch komplizierter. Einerseits die Einführung der bleifreien Technik, die ja nicht nur ein Lot verwendet, sondern die Industrie jetzt in Klassen – je nach verwendeter Legierungen – einzuteilen versucht. Andererseits die Tatsache, dass viele der Lötstellen dem direkten Blick und somit der visuellen Inspektion nicht mehr zugänglich sind – von Reparatur ganz zu schweigen. Vorträge und Schulungen berufen sich nach wie vor auf Klein Wassnik oder IPC Specs, als habe sich nichts geändert. Die Tatsache, dass beide sich fast ausschließlich auf eine bleihaltige Technik stützen mit nur minimaler Anpassung der IPC an den Wechsel zur bleifreien, lässt die meisten völlig kalt. Fast unbekannt ist es, dass diesbezüglich keine wissenschaftlichen Untersuchungen vorliegen. Zwar gibt es jede Menge Artikel, die sich mit der Zuverlässigkeit einiger neuer Lote beschäftigen, aber alle scheinen auf einem Laborniveau hängen geblieben zu sein. Spezielle Leiterplatten und Bauteile werden erstellt und getestet, wobei sich die Experimente wenig an aussagekräftige Details halten. Eine ganze Reihe der wesentlichen Parameter – die verwendete Löttemperatur sei nur als Beispiel genannt – wird absichtlich oder aus Unwissenheit nicht genannt oder mit einbezogen. Dabei ist doch z. B. bekannt, dass die Temperaturdifferenz zwischen der Löttemperatur und dem Schmelzpunkt der Legierung weitgehend die Benetzungseigenschaften bestimmt [1].
Da aber in der bleihaltigen Lötung sich fast überall die Einsicht durchgesetzt hatte, dass die Qualität der Benetzung wohl für die Güte der Lötung verantwortlich ist, kann man eventuell extrapolieren, dass es auch bei Lötungen mit bleifreien Loten einen Einfluss haben kann, bei welcher Temperatur die Lötung vorgenommen wurde.
Spezialisten der Zuverlässigkeit betonen dazu, dass Untersuchungen, die unter Laborbedingungen abliefen, nicht auf wirkliche Produkte hochgerechnet werden können. Die Situationen auf der Baugruppe sind einfach zu komplex, um durch Laboranordnungen nachempfunden zu werden.
Stresstestverfahren
Hinzu kommt, dass die Testverfahren (schnelle/langsame thermische Zyklen, Vibration, HAST, HALT usw.), die angewendet werden, nur begrenzt verstanden sind und oft sogar widersprüchliche Resultate zeigen. Aussagen wie „dieses Testverfahren entspricht zwanzig Jahren in Betrieb” sind trotz Argumentation mit Akzelerationskoeffizienten etc. wie das berühmte weiße Kaninchen nur aus dem Zylinderhut gezogen. Analysen in Japan und bei einigen Automobilfirmen – zum Teil leider nicht veröffentlicht – haben immer wieder gezeigt, dass zwar generelle Hinweise aus solchen Untersuchungen zu ziehen sind, aber eine Aussage über die Haltbarkeitsdauer des Produkts nicht abgeleitet werden kann.
Andererseits kann man ja verstehen, dass derartige Untersuchungen, wie sie etwa vor Jahren A. Pillar vorgelegt hat, für die bleifreie Technik noch nicht ausgeführt wurden. Einerseits sind sie ausnehmend teuer (man munkelte seinerzeit, dass das Militär 50 000 000,00 US Dollar investiert habe), andererseits haben wir jetzt nicht nur eine Legierung, die es zu untersuchen gälte, sondern in etwa ein gutes Dutzend und die Frage ist offen, ob jede Legierung separat getestet werden müsste.
Stimmen die Aussagen der Lothersteller, dass sogar geringe Beimischungen im Bereich von 0,1 % oder gar weniger derart dramatische Einflüsse auf die Legierung haben, dann hätten wir nicht nur betreffs der Tests Schwierigkeiten, sondern müssten dann ebenfalls all die ablegierten Metalle vom Bauteil und der Leiterplatte (Pads) mit in diese Überlegungen einbeziehen.
Die andere Problematik, die besonders für das Reflowlöten gilt, ist im visuellen Verschwinden der Lötstellen zu sehen. Nach Expertenmeinung wird infolge der zunehmenden Nutzung von BGAs, Quad Flat Packs, Leadless Chip Carriers und ähnlichen Bauteilen bereits im nächsten Jahr 50 % aller Lötstellen sich vor der visuellen Inspektion verstecken. BGAs mit 1000 Anschlüssen sind keine Seltenheit mehr. Die Frage ist demnach erlaubt, welchen Sinn es haben könnte, andere Lötstellen visuell zu inspizieren, wenn die kritischsten einer solchen Inspektion nicht mehr zugänglich sind?
Während die durchschnittliche Baugruppe heute noch unter 1000 Lötstellen aufweist, wird bereits im anspruchsvollsten Sektor mit an die 40 000 gerechnet. Selbst bei sehr guten Fehlerquoten läuft dann kaum mehr ein Produkt ohne Fehleranzeige durch die Produktion.
Fehlerdefinition und Fehlernachweis
Die Frage ist nun, wie man die Fehler definiert und wie man sie findet. Obgleich wir bei der bleifreien Technik keine wissenschaftlichen Gründe für oder gegen eine derartige Definition vorlegen können, sind kosmetische Definitionen bei Fehlern sicherlich suspekt. Kriterien wie sie noch aus der guten alten bleihaltigen Zeit im Ohr klingeln, „kein unbenetztes Kupfer”, „glänzende Oberfläche”, „flache Benetzungswinkel” usw., versuchte man bereits den Anwendern auszureden, da die Gefahr bestand, dass manche Legierungen sich dann weniger gut verkauften. Andererseits propagieren – ebenfalls ohne einen experimentell erhärtbaren Grund vorzulegen – andere Anbieter ihre Lote gerade deswegen, weil sie „glänzende Oberflächen“ erzeugten.
Vielleicht können wir uns darauf einigen, dass eine „gute Lötstelle“ eine Lötstelle ist, die lange ihre Aufgabe erfüllt, egal wie sie nun einmal aussieht? In Ermangelung wirksamer visueller Kriterien sind wir also bei einer visuellen Prüfung eigentlich darauf zurückgeführt worden, dass es Kurzschlüsse (Brücken) gibt und offene Lötungen. Beides ist effizienter mit anderen Untersuchungsmethoden nachweisbar und lokalisierbar als der visuellen Inspektion.
In einem Interview stellte Paul Groome, Direktor von Teradynes Automated X-Ray Group, dann auch fest [2], dass „Higher frequencies and lower voltages reduce a board’s immunity to noise. An open ground will generally pass both in-circuit and functional test, and AOI won’t spot it either. The board will go into its target system, and a user will fire it up to run a high-speed op code and get a „blue screen of death.“ Reboot and everything runs fine, but the fault remains.” (Höhere Frequenzen und niedrigere Spannung verringern die Unempfindlichkeit einer Baugruppe in Bezug auf Rauschen. Eine offene Erdung besteht sowohl den Incircuit- wie auch den Funktionstest, und AOI findet den Fehler auch nicht. Die Baugruppe wird dann in dem Gerät installiert und der Anwender startet es und möchte einen high-speed op-code laufen lassen. Was er bekommt, ist ein „blauer Bildschirmtod“. Reboot und alles ist wieder in Ordnung – nur der Fehler bleibt.) und rechtfertigt damit den Abschied Teradynes aus dem AOI-Geschäft.
Ob die Alternative, auf die Teradyne setzt – Röntgeninspektion – dann auch die richtige ist, hängt wiederum von der Definition des Fehlers ab, denn sie bestimmt die Methode, mit der man solch einen Fehler finden und lokalisieren kann.
Das vermehrt auftretende Delaminieren, „vapour doming“ und „popcorning“, das bereits die JEDEC zu einer Re-Klassifizierung gewisser Bauteile verleitete, wird z. B. nicht von Röntgensystemen entdeckt. Die minimalen Dichteänderungen, die bei Delaminierung entstehen, ergeben keine hinreichende Abweichung im Grauwertebereich. Hier wird neuerdings vermehrt mit Ultraschall gearbeitet, denn Reflektion an den getrennten Flächen ist hier leicht zu identifizieren.
Es gibt auch überraschenderweise ganz neue Fehlerbilder bei der bleifreien Technik. Das Zusammenwirken der neuen Legierungen mit den Metallisierungen an gewissen Bauteilen sowie die notwendigerweise zu erreichenden Höchsttemperaturen im Peak der Reflowmaschine, erzeugen Schmelzverhalten, die unvorhergesehen waren. Gewisse Eutektika reduzieren die Schmelzpunkte und andere erstarren bei höheren Temperaturen als wünschenswert.
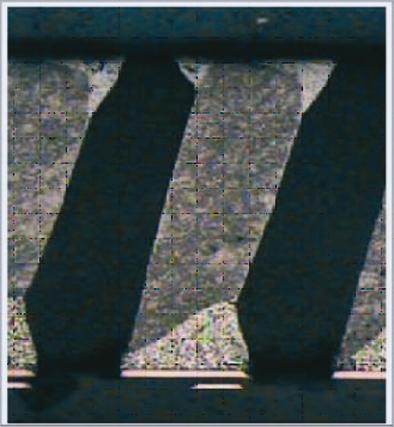
Als Beispiel sei hier das unsymmetrische Anschmelzen der „Stelzen“ bei SCCs (Solder Column Connectors) angeführt (Bild). Da eine thermisch-zyklische Belastung bei schief angebrachten Bauteilen den Stress in gewissen Lötstellen erhöht, muss dieses Fehlerbild als für die Zuverlässigkeit des Produkts bedenklich eingestuft werden.
Beunruhigender Ausblick
Noch spielen einige Firmen mit den Bleifreivorgaben auf Risiko – schlecht verstandene Ausnahmebedingungen verleiten zu Missinterpretation und so zu einer Vermeidung der Umstellungskosten –, da schlängelt sich bereits das nächste relevante Gesetz durch die legislativen Hürden der Europäischen Union. REACH (Registration, Evaluation and Authorization of Chemicals) wird im Oktober beraten und wird – eventuell mit einiger Verzögerung bis Ende des Jahres oder Anfang des nächsten Jahres Gesetz werden.
Dieses Regelsystem zielt nicht direkt auf die elektronische Industrie, da es aber die Verwendung von chemischen Substanzen in Verbraucherprodukten reguliert, wird es sich auch auf die Bauteile etc. in der elektronischen Industrie auswirken.
Firmen werden dafür verantwortlich zeichnen müssen, welche toxischen, krebserzeugenden und anderweitig schädlichen Substanzen in ihren Produkten vorkommen.
Also: zurück ans Internet und dieses neue Gesetz schnell genau durchlesen und dann …?
EPP 423
Literatur
[1] Ideals Abschlussbericht: Improved Design Life and Environmentally Aware Manufacturing of Electronics Assemblies by Lead-Free Soldering. 30. 06.1999 (BRITE/EURAM Programme), info@ multicore.de
[2] S. Scheiber: The future is spelled „x-ray“, Test & Measurement World, 25. Juli 2006
[3] Smetana, J. et al: HDPUG’s Lead-Free Design, Materials and Process of High Density Packages, IPC SMEMA COUNCIL Meeting, APEX 2003
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}