

Neu gefertigte und gereinigte gedruckte Leiterplatten besitzen im Allgemeinen gute elektrische Kennwerte, welche sich aber schnell verschlechtern, aufgrund der Anlagerung von Luftfeuchtigkeit, der Verunreinigung der Oberflächen mit ionischen Partikeln aus der Luft, der elektrostatisch bedingten Anziehung von Staub auf den Oberflächen, Kondensatbildung, etc. Zur Vermeidung dieser Probleme werden Leiterplatten für anspruchs- vollere und Hochleistungsanwendungen oft in einem letzten Fertigungsschritt mit einem Schutzlack überzogen.
Dr J. F. Humphries, Electrolube, Derbyshire
Normalerweise werden Schutzlacke auf Leiterplatten aufgetragen, indem man diese tauchlackiert oder besprüht, typischerweise mit einer Schichtdicke von 20 bis 50 Mikrometern, obgleich herkömmliche Silikone und andere spezielle Schutzlacke mit einer Schichtdicke von bis zu 100 Mikrometern aufgebracht werden können. In der Musterfertigung und der Fertigung kleiner Stückzahlen könnten Schutzlacke durch einfaches Pinseln aufgetragen werden. Durch die Verhütung der Verunreinigung der Oberflächen helfen sie die Korrosion von Leiterbahnen und Lötstellen zu verhindern und reduzieren ebenfalls die Ausbildung von Dendriten zwischen Leiterbahnen, was zu einer anhaltenden Verbesserung der elektrischen Kennwerte führt, verbunden mit dem Schutz der Leiterbahnen vor einem voranschreitenden Abtrag und einer Minimierung des Auftretens von Kurzschlüssen. Der Einsatz von Schutzlacken ist insbesondere von Bedeutung im Bereich von Automotive-Motorraum Anwendungen, wie auch in militärischen-, Luft- und Raumfahrt- und industriellen Anwendungen, insbesondere in sicherheitskritischen Bereichen.
Schutzlack auf dem Prüfstand
Wie auch immer, es sollte nicht vergessen werden, dass auch Schutzlacke ihre Grenzen haben. Jegliche vor der Lackierung auf den Oberflächen befindlichen Verunreinigungen werden unter dem Lack/im Lack eingeschlossen und können Langzeitprobleme verursachen – diese Verunreinigungen könnten entstehen durch: Fingerabdrücke, Flussmittelrückstände und Feuchtigkeit und andere atmosphärische Schmutzstoffe. Leiterplatten sollten vor der Schutzlackierung immer gereinigt und getrocknet werden, um die optimale Dauerbe- anspruchbarkeit zu erlangen. Selbst wenn sogenannte “No-Clean” Flussmittel verwendet wurden, die Reinigung der Leiterplatten vor der Schutzlackierung wird die Dauerbeanspruchbarkeit und die Ausfallsicherheit üblicherweise verbessern. Schutzlacke sind nicht grundsätzlich ein guter und effektiver Schutz in Anwendungen, die einen signifikanten Kontakt zu Wasser beinhalten, insbesondere, wenn dieses ionische Partikel enthält. In solchen Anwendungen wird es im Allgemeinen notwendig sein die Leiterplatte durch einen umschließenden Verguss zu schützen – was ein nahezu unveränderliches und viel höheres Schutzniveau bietet. Generell ist ein Verguss teurer und ist dann von entscheidendem Nachteil, wenn das Gewicht der Baugruppe von Bedeutung ist.
Der ideale Schutzlack wird Leistungsmerkmale aufweisen, wie gute dielektrische Eigenschaften, geringe Feuchtigkeitsdurchlässigkeit, chemische Beständigkeit und mechanische Widerstandsfähigkeit und auf allen Elektronikmaterialien gut haften. In vielen Anwendungen sind gute thermische Eigenschaften wichtig, die eine auch im Tieftemperaturbereich noch vorhandene Flexibilität und eine Beibehaltung der mechanischen Eigenschaften bei erhöhten Temperaturen einschließen. Typische Testverfahren, die für schutzlackierte Leiterplatten in Anwendung gebracht werden könnten, beinhalten Langzeit-Test unter Einwirkung feuchter Wärme, den Test der Widerstandsfähigkeit gegen Salzsprühnebel und schroffe Temperaturwechsel und deren zyklische Wiederholung. Tests der Widerstandsfähigkeit gegen Chemikalien und des Brennverhaltens könnten dort, wo es angebracht ist, ebenfalls durchgeführt werden.
Optimale Funktionen
Der ideale Schutzlack, soweit es die Verarbeitung selbst betrifft, wird ein einkomponentiges System sein, hat eine lange Bad-Standzeit, geringe Aushärte- oder Trockentemperatur und eine kurze Trocknungszeit. Verschiedene Trocknungszeiten können benannt werden, so stellt sich die Berührungstrockenheit dann ein, wenn alle Lösemittel aus dem aufgetragenen Lackfilm entwichen sind. Die Aushärtezeit ist dann vergangen, wenn der Schutzlack komplett vernetzt/ausgehärtet ist. Die Viskosität des idealen Schutzlackes sollte auf einfache Art und Weise einstellbar sein, sodass sie optimal an das zum Auftrag verwendete Equipment angepasst werden kann. Dort, wo Lösemittel basierende Systeme zum Einsatz kommen, wird ein hoher Feststoffanteil die Lösemittelemissionen minimieren und verringert somit die Bedenken in Bezug auf die Umwelt.
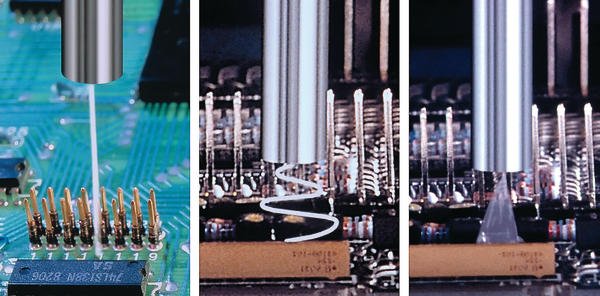
Ein Mangel konventioneller flüssiger Schutzlacke besteht darin, dass scharfe Spitzen oder Bauteilkanten nicht gut abgedeckt werden und der Schutzlack an diesen Stellen viel dünner oder gar nicht vorhanden ist. Dieses Phänomen ist umgangssprachlich bekannt als “edge crawling”, wird durch Oberflächenspannungseffekte hervorgerufen und kann durch ein aufmerksames Einhalten der Viskosität des Schutzlackes minimiert werden. Auch erhält man durch mehrfaches aufeinanderfolgendes Auftragen dünner Lackschichten eine bessere Kantenabdeckung, als durch den Versuch, den Schutzlack in einer einzelnen dicken Schicht aufzutragen. Electrolube hat einen speziell gefüllten Schutzlack entwickelt, DCRT, designt für den Auftrag einer Schichtstärke von etwa 100 Mikrometern. Hieraus ergibt sich eine verbesserte Kantenabdeckung, gegenüber der von konventionellen flüssigen Beschichtungsharzen.
Die Chemie macht den Unterschied
Ganz allgemein lassen sich Schutzlacke anhand ihres chemischen Typus klar unterteilen. Acryl-Schutzlacke, wie Electrolube’s HPA oder APL, werden nahezu immer durch die Lösung thermoplastischer Acrylpolymere (Acrylatharze) in einem Gemisch organischer Lösemittel gebildet. Dementsprechend trocknet die Beschichtung durch einfaches Verfliegen der Lösemittel, ohne dass es zu einer Vernetzungsreaktion kommt. Dies bedeutet, dass Beschichtungen auf Basis von Acrylatharzen bei hohen Temperaturen weich werden können und auch, dass sie durch Lösemittel wieder einfach zu entfernen sind, und so eine Reparatur der Leiterplatte ermöglicht ist. Für gewöhnlich werden Lösemittel mit einem niedrigen Siedepunkt eingesetzt, was dazu führt, dass die Beschichtung sehr schnell berührungstrocken ist und auch durchhärtet. Die Bad-Standzeit ist sehr lang, da verflogenes Lösemittel umgehend wieder aufgefüllt werden kann, um die vorgegebene Viskosität einzuhalten. Die Feuchtigkeitsbeständigkeit dieser Art von Schutzlack ist gut, aber die Beständigkeit gegenüber organischen Lösemitteln ist relativ schlecht.
Beschichtungen auf Basis von Epoxidharzen sind im Allgemeinen sehr hart, oft undurchsichtig und besitzen eine exzellente Feuchtigkeitsbeständigkeit, in der Regel auch eine sehr gute chemische Beständigkeit. Sie werden üblicherweise als zweikomponentige Systeme angeboten, was sie weniger anwendungsfreundlich macht, als andere Typen von Schutzlacken. Aufgrund der stattfindenden Vernetzungsreaktion dieses Typs von Beschichtung, sind die mechanischen Kennwerte und die Abriebfestigkeit ganz ausgezeichnet, aber es ist nahezu unmöglich, die ausgehärtete Beschichtung wieder von der Leiterplatte zu entfernen. In der Konsequenz kann eine Reparatur der Leiterplatte ein großes Problem sein.
Polyurethan Beschichtungen besitzen ähnliche Eigenschaften wie Epoxid Beschichtungen, allerdings mit einer besseren Abriebfestigkeit. Silikone decken eine ziemlich weitverzweigte Familie verschiedener Materialien mit einer Reihe verschiedener Eigenschaften und Merkmale ab. Herkömmliche Silikonbeschichtungen können variieren von festen und abriebbeständigen Materialien bis zu weichen dehnbaren Beschichtungen, welche so gut wie keinen mechanischen Stress auf die Leiterplatte und die auf ihr befindlichen Bauteile ausüben. Die Aushärtung kann einerseits unter Wärmeanregung erfolgen, aber auch bei Raumtemperatur. Silikon-Alkyde, wie bei DCA des Unternehmens, sind widerstandsfähig und besitzen gut ausbalancierte mechanische-/elektrische-/chemische-Eigenschaften, bei verbesserter Vernetzung durch Wärmeaushärtung, um die maximale Beständigkeit gegen Lösemittel und Chemikalien zu erlangen. Für alle Silikon-Beschichtungen charakteristisch sind die sehr guten Hochtemperatureigenschaften.
Spezielle Beschichtungen
Es wurden auch andere Typen spezieller Beschichtungen entwickelt. UV härtende Schutzlacke können rasch, in fortlaufender Fertigung durch UV-Licht aushärten. Dies ist dort von Nutzen, wo die Fertigung großer Stückzahlen gefordert ist. Bereiche unter Komponenten, die vor dem UV-Licht abgeschirmt sind, könnten nur sehr schleppend aushärten, aufgrund des sogenannten Schatten-Effektes. Dies kann dadurch minimiert werden, im dem man die Lack-Chemie so ändert, dass man noch einen zweiten Aushärtemechanismus mit hinzufügt, der eine Aushärtung unter Wärmeanregung oder durch Aufnahme von Luftfeuchtigkeit beinhalten könnte. Diese dualen Aushärtesysteme besitzen einen ersten schnellen Aushärteschritt durch UV-Anregung für die Masse des Lackes, gefolgt durch einen zweiten Aushärteschritt in den Schattenbereichen. Die Eigenschaften der UV-Lacke werden durch die verwendete Chemie bestimmt, generell lässt sich aber sagen, dass ihre Leistungsmerkmale den seit Langem verwendeten lösemittelhaltigen Schutzlacken nicht ebenbürtig sind.
Wasserverdünnbare Schutzlacke wurden entwickelt, um, der schärfer gewordenen Um-welt-Gesetzgebung Rechnung tragend, die Verwendung organischer Lösemittel zu reduzieren. Ein zu dicker Lackauftrag könnte zu einer Schwundrissbildung führen und die Trockenzeiten verlängern. Wie bereits angesprochen, ist es letztlich die chemische Basis des Lackes, die seine finalen Eigenschaften bestimmt.
Es gibt ein sehr spezielles Beschichtungsverfahren, welches sich von allen zuvor beschriebenen unterscheidet. Dies ist der Parylene Prozess, ursprünglich entwickelt von Union Carbide. Dieser Prozess bewirkt, dass Leiterplatten, auf denen sich Bauteile mit scharfen Kanten und weit herausstehende Anschlussbeinchen befinden, überall gleichmäßig beschichtet werden und die bereits beschriebenen Probleme, wie sie mit herkömmlichen Schutzlacken auftreten könnten, in Bezug auf eine eventuell ungenügende Kantenabdeckung und die Abdeckung der gelöteten Anschlussbeinchen durch Oberflächenspannungseffekte, nicht auftreten. Im Parylene Prozess lässt sich auch problemlos die Unterseite von Komponenten beschichten, die eine Lücke zwischen Leiterplatte und Komponente aufweisen. Es ist nach wie vor davon auszugehen, dass die spezifischen Kosten des Prozess recht hoch sind, wenn man diesen mit konventionellen Beschichtungsprozessen vergleicht. Es sind verschiedene Modifikationen verfügbar, welche je nachdem eine bessere Durchschlagsfestigkeit oder alternativ eine verbesserte thermische Stabilität bieten.
Auftragmethode und Equipment
Es gibt viele Hersteller von Tauchlackieranlagen zur Verarbeitung von Schutzlacken, mit unterschiedlichster Erfahrung und mit einer weit gefächerten Preispalette der Anlagen. Es ist wichtig, bei Tauchlackieranlagen auf die Möglichkeit der genauen Steuerung der Entnahmegeschwindigkeit der Leiterplatte aus dem Tauchbad zu achten, da hierdurch die Dicke der Beschichtung bestimmt wird. Je langsamer die Entnahmegeschwindigkeit, um so dünner die Beschichtung. Die Schichtdicke der Beschichtung wird auch durch andere Faktoren, wie Viskosität, Feststoffanteil und Badtemperatur bestimmt. Üblicherweise werden Leiterplatten vertikal getaucht, allerdings bieten weiter entwickelte Anlagen auch die Möglichkeit, die Leiterplatte von der Vertikale in andere Winkel zu kippen und so besser die gewünschte Schichtdicke zu erreichen. Im Allgemeinen gibt es einige Bereiche auf der Leiterplatte, z.B. Steckerleisten oder elektrische Kontaktpunkte, die nicht lackiert werden sollten. Werden diese Bereiche ebenfalls in das Lackbad getaucht, so ist es erforderlich, sie abzudecken, entweder mit einem Klebeband oder einer wieder entfernbaren Abdeckmaske, was ein teurer und zeitaufwendiger Prozessschritt ist.
Spritzlackieranlagen haben sich über die Jahre stark weiterentwickelt. So ist es inzwischen möglich, Leiterplatten nur in den erforderlichen Bereichen zu lackieren und so die Verwendung von Maskierungen zu umgehen. Die Entwicklung hat dazu geführt, dass verschiedene neue Auftragverfahren entwickelt wurden – film coating und swirl coating – mit dem Resultat, das eine größere Bandbreite an Lackviskositäten handhabbar ist, und die Präzision des Lackauftrags erhöht wurde. Die Kombination dieser Art von Lackieranlagen mit UV-Aushärtung oder Infrarot-Trockenöfen ermöglicht eine Hochgeschwindigkeitsfertigung komplexer schutzlackierter Leiterplatten.
Blick in die Zukunft
Zum gegenwärtigen Zeitpunkt ist es schwer, die Eigenschaften der seit Langem etablierten lösemittelhaltigen Schutzlacke, mit denen neuer Technologie, zu erreichen. Wir erwarten, dass es zunehmend schärfere Umweltbestimmungen in Bezug auf die Freisetzung organischer Lösemittel in die Atmosphäre, in Verbindung mit dem auftretenden Effekt globaler Erwärmung, allgemeiner Umweltverschmutzung und der Entstehung von Smog geben wird. Dieser Druck vonseiten der Erfordernisse zum Schutz der Umwelt wird notwendigerweise einerseits die Maßnahmen zum Einfangen und zur Wiedergewinnung freigesetzter Lösemittel weiterentwickeln, als auch UV-härtende- und wasserverdünnbare Schutzlacke in ihrer Leistungsfähigkeit noch weiter an die traditionell verwendeten, Lösemittel enthaltenden Materialien annähern. Wir werden weitere Schritte sehen, in der Entwicklung von Schutzlacken mit hohem Feststoffanteil und letztlich von lösemittelfreien Schutzlacken.
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}