


Pb-freie Wellen- und Reflow-Serienlötprozesse sind zu einem hohen Prozentsatz beherrschbar und implementiert, und das Interesse geht auf untergeordnete Lötprozesse, wie Rework und Handlöten. Auch hier ist auf eine hohe Qualität in Pb-freien Umgebungen zu achten.
Mark Cannon, ERSA & Bob Klenke, Phil Zarrow, ITM Consulting
Die Qualität beim Handlöten wird durch zwei Faktoren maßgeblich bestimmt – Fertigkeit des Bedieners und Effizienz des Lötkolbens. Wegen der Wiederholbarkeit sollten alle Lötverbindungen in der gleichen Zeit hergestellt werden, während der die Temperatur der Lötspitze konstant bleiben muss. Allerdings sind Lötkolben meistens nicht in der Lage, Wärmeverluste schnell genug auszugleichen. Deshalb wählen Bediener häufig höhere Temperaturbereiche, manchmal sogar 380 bis 440 °C. Diese hohen Temperaturen liegen beim Bleifreilöten sogar noch höher, da die Prozesstemperatur beim Handlöten um ungefähr 40 °C höher ist.
Temperatursteuerung beim Bleifreiprozess
Als schwächstes Glied in der Bleifrei-Prozesssteuerung benötigt Pb-freies Handlöten eine rigorose Steuerung des thermischen Prozesses, bedingt durch die höheren Verarbeitungstemperaturen und das kleinere Prozessfenster. Das Paradoxon liegt in der höheren Verarbeitungstemperatur von Pb-freien Loten und dem kleineren thermischen Verarbeitungsfenster der Bauteile. Hier beginnt die eigentliche Problematik bei Bleifreiprozessen. Daraus ergibt sich ein hoher Bedarf an thermischer Stabilität und der Wiederholbarkeit bei Handlötprozessen.
In einer von Leiterplattenherstellern, die aktiv bei der Bleifrei-Implementierung mitgewirkt hatten, Ende 2004 veröffentlichten Studie wurde festgestellt, dass Bleifrei-Handlöten schwieriger zu implementieren ist als Pb-freies Wellen- oder Reflowlöten [1]. Bei zu niedriger Temperatur der Lötspitze oder bei ungenügender Flussmittelaktivierung kann es zu unzureichender Benetzung und kalten Lötverbindungen kommen. Zu hohe Lötspitzentemperaturen führen ebenfalls zu Benetzungsfehlern sowie zu thermischen Schäden an Leiterplatten und Bauteilen. Die richtige Lötspitzentemperatur bei passender (nicht zu hoher) Wärmeübertragung ist entscheidend für zuverlässige Lötverbindungen [2]. Die drei Faktoren, die die Qualität beim Bleifrei-Handlöten maßgeblich beeinflussen, sind die Auswahl geeigneter Lötwerkzeuge, hinreichende Schulung der Bediener sowie eine strikte Prozesskontrolle seitens des Managements. Entscheider sollten alle Prozessschritte bei der Baugruppenproduktion gründlich unter die Lupe nehmen. Normalerweise konzentriert sich das Management vorrangig auf „investitionsintensive“ Bereiche (Siebdruck, Bestückung, Löten, Test und Inspektion). Dabei wird die Wichtigkeit des Handlötens oft übersehen, die Auswahl von Handlötwerkzeugen, Arbeitsplatzausstattung und Schulungsmaßnahmen wird häufig an untergeordnete Personalebenen delegiert [2] Da Entscheider nicht alle Aspekte der Bleifrei-Umstellung mit gleicher Priorität behandeln, wird häufig versäumt, den Produktionsbereich mit der Ausrüstung und dem Fachwissen auszustatten, die für eine erfolgreiche Implementierung von Pb-freiem Handlöten erforderlich sind. Handlötprozesse sind stark bedienerabhängig, ein unzureichend ausgerüsteter oder geschulter Bediener ist meist nicht in der Lage, den Prozess richtig durchzuführen. Es wird geschätzt, dass nur 10 bis 25 % der Bediener eine IPC-zertifizierte Handlötschulung absolvieren [3]. In der Folge erhalten viele Rework- und Repair-Dienstleister Anfragen von Produktionsbetrieben, die einen Anstieg der Ausschussrate beim Handlöten nach der Einführung der Bleifreiproduktion beklagen. Häufig benötigen die Produktionsbetriebe Reparaturen von ganzen Chargen an bestückten Leiterplatten, sind aber nicht in der Lage, die Fehlerquellen innerhalb ihrer Bleifrei-Linie zu erkennen und zu beheben.
Das Management wird erst aufmerksam, wenn es durch fehlerhaftes Handlöten zu signifikanten Produkt- oder Lieferausfällen kommt bzw. durch Rückmeldungen von unzufriedenen Kunden. Dies kann für Unternehmen Gewinnausfälle sowie Image- und Kundenprobleme bedeuten. Deshalb sollten Entscheider schon vorher die Wichtigkeit von Pb-freiem Handlöten beachten.
Temperaturstabilität
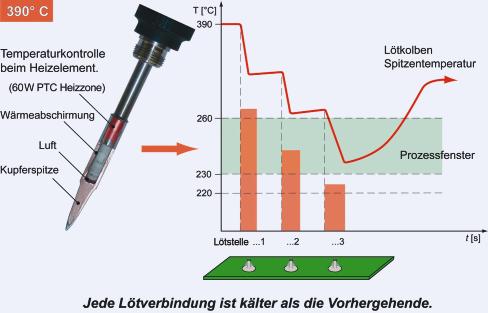
Ein wiederholbarer, stabiler Handlötprozess hängt von drei Faktoren ab: Zeit, Temperatur und Bedienerfähigkeiten. Die Verweildauer der Lötkolbenspitze an der Lötstelle und die Löttechnik hängen stark von der Ausbildung und dem Geschick des Bedieners ab. Dagegen wird die Temperatur durch die Isttemperatur der Lötspitze während des Lötprozesses bestimmt und hängt ausschließlich von der Technologie des Lötkolbens ab. Die Temperatur der Lötstelle wird dadurch bestimmt, wie schnell die Lötspitze Wärmeverluste ausgleichen kann und wie lange die Lötspitze an der Lötstelle verbleibt. Langsam nachheizende Lötkolben bedingen Temperaturinkonsistenzen (Bild 2). Bei älteren Lötkolben ist der Sensor meist weit von der Spitze entfernt, dadurch können Qualitätsprobleme bei Lötverbindungen entstehen. Die Lötspitze gibt Wärme an die Lötstelle ab, kann aber diesen Wärmeverlust für die nächste Lötstelle nicht schnell genug ausgleichen. Dadurch wird jede Lötstelle potenziell kälter als die vorhergehende.
Die Lötkolbenhersteller entwickeln immer leistungsfähigere Geräte, deren Heizsystem sich direkt in der Lötspitze befindet. Als Folge davon kann es zu Wärmeüberschüssen an der Spitze kommen, die Kosten für Ersatzspitzen können zudem sehr hoch werden. Bei solchen Lötkolben sind Anwender gezwungen, noch gute (und nicht ganz billige) Heizelemente wegzuwerfen, nur weil die Lötspitze verbraucht ist. Bei Bleifreianwendungen steigt der Verschleiß der Lötspitzen. Eine neuartige Lötstation (I-Con) verwendet eine patentierte 150-W-Mikro-Heizelementtechnologie (i-Tool), die Leistungen ähnlich der von Lötkolben mit teuren Heizelementkartuschen bietet. Das Mikro-Heizelement ermöglicht die Verwendung von preiswerten Standard-Lötspitzen, die ohne den Verlust des Heizelements ausgetauscht werden können. Diese Technologie ermöglicht ein Aufheizen von Raumtemperatur auf 350 °C in zirka 9 Sekunden und von Standby auf 350 °C in 3 Sekunden. Das Gerät verfügt über einen elektronischen Bewegungssensor, der erkennt, wenn der Lötkolben benutzt wird. Der Lötkolben schaltet automatisch auf die niedrigere Standby-Temperatur, sobald er in den Halter gesteckt bzw. längere Zeit nicht bewegt wird. Damit wird ein Problem gelöst, das bei Stationen mit Mikroschaltern im Halter auftritt, die nicht erkennen, wenn der Lötkolben ungenau im Halter positioniert ist. Die Prozesssteuerung wird dadurch verbessert.Darüber hinaus wird der Anwender über ein optisches und akustisches Signal alarmiert, wenn die Lötspitze zu heiß bzw. zu kalt wird. Dadurch kann ein Prozessfenster spezifiziert werden (Bild 3), damit gewährleistet ist, dass jede Lötverbindung mit der richtigen Temperatur hergestellt wird. Dabei wird so schnell nachgeheizt, dass alle Lötverbindungen mit nahezu identischer Temperatur hergestellt werden können. Dies geschieht über einen Sensor, der die aktuelle Temperatur sehr nahe an der äußersten Lötspitze aufnimmt. Außerdem befindet sich im Handgriff des Lötkolbens ein Mikroprozessor, der die Temperaturkalibrierung speichert. Dadurch kann jeder Lötkolben unabhängig von der Lötstation kalibriert werden. Dies spart Zeit und Kosten. Es müssen nur die Lötkolben zentral kalibriert werden, das ist erheblich einfacher und bedeutet weniger Produktionsstillstand.
Temperaturüberschuss
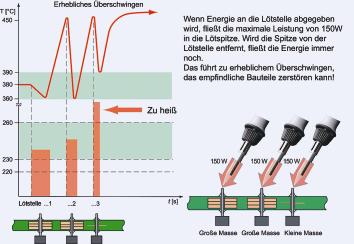
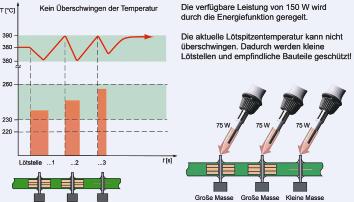
Jedes Mal, wenn die Lötspitze eine Lötstelle berührt, fließt Wärme ab. Das Heizelement muss also permanent nachheizen, um die abgeflossene Wärme zu kompensieren. Wird die Lötspitze von der Lötstelle abgehoben, fließt die Wärmeenergie noch für einen kurzen Moment weiter, so als wäre die Masse der Lötstelle noch vorhanden. Herkömmliche Lötkolben mit Heizelementkartuschen können so Temperaturüberschüsse von 80 bis 100 °C aufbauen (Bild 4). Diese sind für sensible Bauteile sowie für MIL Spec- und Medizinanwendungen jedoch unakzeptabel: Durch die Überhitzung können Bauteile beschädigt werden. Im Gegensatz dazu ist bei Lötungen von massereichen bedrahteten Bauteilen auf Multilayer-Leiterplatten oder beim Löten von Hitzeschildern bzw. Metallteilen die volle Leistung des Heizelements erforderlich um die notwendige Wärme zu übertragen. Andere Handlöttechnologien müssen für diese beiden Extremanwendungen einen Kompromiss zwischen Leistung und Kontrolle finden, sind aber eigentlich für keine der beiden optimal geeignet. Herkömmliche Lötkolben heizen bei massereichen Lötverbindungen zwar schnell nach, sie weisen aber häufig Temperaturüberschüsse auf, die sensible Bauteile beschädigen können. Im Vergleich dazu bietet dieses neuartige Lötwerkzeug mittels drei verschiedenen Leistungsstufen eine optimale Balance aus Leistung und Kontrolle für die verschiedenen Lötanwendungen.Auf der Stufe High verwendet das System 100 % seiner 150 W, es wird die maximale Wärmeleistung erbracht, damit ein schnelles Löten massereicher Anwendungen gewährleistet ist. Auf der Stufe Low wird die Wärmezufuhr gebremst um Temperaturüberschüsse zu vermeiden, sensible Handlötanwendungen sind damit möglich. Die Stufe Medium ist ein Mittel der oben genannten Stufen. Damit steht dem Anwender immer die richtige Einstellung für die jeweilige Anwendung zur Verfügung. Die permanente Balance aus Heizleistung und Temperaturregelung kann Wärmeüberschüsse verhindern (Bild 5).
Betriebskosten
Da in Pb-freien Handlötumgebungen der Lötspitzenverschleiß sehr hoch ist, ist der regelmäßige Austausch von Lötspitzen einer der größten Betriebskostenfaktoren. Die meisten bleifreien Lötzinne haben einen erheblich höheren Zinnanteil als bleihaltige Lote. Wegen der aggressiven Eigenschaften von Zinn bei hohen Temperaturen erodiert die Metallbeschichtung von Lötspitzen deutlich schneller. Die Lötspitzenoberfläche weist eher Löcherbildung und/oder Korrosion auf, da die Metallschicht sich durch Auswaschung bzw. permanente Zinnumspülung rasch auflöst. Dadurch sinkt die Lebensdauer der Lötspitze. Im Laufe der Zeit sinkt wegen dieser Erosion die thermische Leistung und die Wärmeübertragung der Lötspitze wird beeinträchtigt. Um die Lebensdauer zu erhöhen, verstärken die Hersteller normalerweise die Metallisierung von Bleifrei-Lötspitzen. Diese dickere Beschichtung wird mit einer Verzinnung durch ein geeignetes Bleifreilot kombiniert. Wegen der vorher erwähnten Zinnerosion ist eine Neuverzinnung von Bleifrei-Lötspitzen mittels eines geeigneten Verzinnungsverfahrens wichtig und sollte regelmäßig durchgeführt werden. Durch die dickere Metallbeschichtung werden die thermische Leistung und das Nachheizverhalten der Lötspitze schlechter. Aus diesem Grund ist ein effizientes Heizsystem entscheidend. Lötkolben mit herkömmlicher Heizkartuschen-Lötspitze sind effizient, erzeugen aber wegen der kürzeren Lebensdauer und der hohen Ersatzteilpreise höhere Betriebskosten. Die Ersatzspitzen sind deshalb so teuer, weil sie eine direkte Einheit mit dem Heizelement bilden. Solche Spitzen weisen wegen der dünneren Metallschicht und ihrem weniger effizienten Heizsystem generell eine kürzere Lebensdauer auf. Dagegen haben austauschbare Spitzen dank ihrer dickeren Metallschicht eine längere Lebensdauer sowie ein effizienteres Heizsystem. Außerdem sind sie billiger (Tabelle). Die Einsparungen bei den Betriebskosten pro Lötstation können mit austauschbaren Spitzen bis zu sieben Mal höher sein als mit herkömmlichen Lötspitzen. Einen weiteren Einfluss auf die Lötspitzenlebensdauer hat die Angewohnheit einiger Anwender, die Lötspitze beim Pb-freien Löten stärker aufzudrücken, weil sie glauben, damit mehr Wärme zu transferieren. Zusätzlicher Druck verbessert die Wärmeübertragung jedoch nicht, sondern führt zu Rissen und Ausbrüchen in der Metallschicht. Dadurch baut sich die Spitze schneller ab, der Kupferkern wird freigelegt und die Lebensdauer sinkt.
Zusammenfassung
Mit einer richtigen Evaluierung der Geräte seitens der Entscheider können kompetente Entscheidungen bei Berücksichtigung der echten Kosten dieses kritischen Prozesses getroffen werden. Die Gewährleistung einer hohen Qualität beim Bleifrei-Handlöten stellt eine signifikante Herausforderung bei der Bleifreiumstellung dar. Für einen erfolgreichen Pb-freien Handlötbetrieb muss der Handlötprozess in drei Stufen bewertet werden. Dabei sollte man sowohl Bediener- als auch Lötkolbenprobleme berücksichtigten. Der Prozess muss vom Gesichtspunkt der Prozesskontrolle und der Qualität bewertet werden, von der thermischen Stabilität und der Wiederholbarkeit sowie von den Betriebskosten. Einkaufsentscheidungen für Lötstationen sollten auf einer hohen Prozessstabilität bei niedrigen laufenden Kosten basieren. Viele Unternehmen mit Pb-freier Serienproduktion verbrauchen pro Tag und Lötstation bis zu eine teuere Lötspitze, was zu ganz erheblichen Betriebskosten führt. Dank der niedrigeren Spitzenkosten des innovativen i-tools ergibt sich daher ein erhebliches Einsparpotenzial für diese Anwender.
EPP 411
Quellen
[1] TechSearch International, „Pb-Free Update“, November 2004
[2] Peter Biocca, „Pb-free Reliability – Building it Right the First Time“, Pb-free Connection, Juni 2005
[3] Jim Jenkins, internal BEST Inc. Document, Juni 2006
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}