

Als Prüftore in der SMT Linie haben sich die Lotpasten Inspektionssysteme (Solder Paste Inspection – SPI) und die AOI Systeme für Bestück- und Lötstellenkontrolle (Pre- und Post-Reflow) längst als Standard etabliert. Seit mehr als 20 Jahren sind diese Systeme fester Bestandteil der Prüftechnik in der SMT Fertigung. Während anfänglich der Schwerpunkt auf der Fehlererkennung am Ende der Linie lag, ist seit einigen Jahren die Prozesskontrolle durch Pasten- und Bestückinspektion, beziehungsweise Messung, hinzugekommen.
Thorsten Niermeyer, Koh Young Technology
Inspektion und Messung sind grundsätzlich verschiedene Methoden. Während sich die Inspektion auf die intelligente Auswertung von Bildern mit unterschiedlicher Beleuchtung verlässt, ist Messung eine echte Quantifizierung des Prozesses. Die Hinzunahme der dritten Dimension bei der Lotpastenmessung in den letzten Jahren hat eine deutlich bessere Quantifizierung des Pastendruckprozesses erlaubt.
Anfänge der AOI Systeme
AOI Systeme erhielten den Einzug in die Elektronikfertigung, als die Miniaturisierung keine Testpunkte mehr für die In-Circuit-Tester erlaubte. Die ersten AOI Systeme prüften die Komponenten auf Anwesenheit, groben Versatz und Polarität. Die Systeme waren mit CCD Kameras ausgestatten und führten üblicherweise Grauwerteanalysen durch. Einfache Systeme waren reine Bildvergleicher, die ein sogenanntes „Golden Board“ benötigten. Die komplexeren Systeme verwendeten Algorithmen, die vom einfachen Bildpunkte (Pixel) zählen angefangen, über „template matching“ hin zu Kantenerkennung und Blob-Analyse reichten.
Über die Jahre entwickelten sich die AOI Systeme und die verschiedenen Anbieter führten Kameras mit einer immer höheren Anzahl von Pixeln ein, entwickelten bessere und komplexere Beleuchtungssysteme, bessere optische Auflösung und stabilisierten die Algorithmen. Im Laufe der Zeit kristallisierte sich die Lötstellenkontrolle als das vorrangige Einsatzgebiet der AOI Systeme heraus.
AOI als Messgerät
Für einige SMT Fertiger war der Einsatz von AOI Systemen nur direkt nach dem Bestücken möglich, weil z.B. danach Abschirmbleche aufgesetzt wurden. Zusätzlich zu der Anwesenheitskotrolle, gab es hier nun die Möglichkeit durch Messung des Versatzes jeder einzelnen Komponente direkt nach dem Bestücken echte Prozesskontrolle durchzuführen. Diese Messung erlaubte nun eine quantifizierte Rückkopplung zum Bestückprozess.
Da die Messung von Komponentenversatz ein vorrangig zweidimensionales Problem ist, war dieses eine lösbare Aufgabe für die AOI Systeme. Die Kantenerkennung der Bauteile entwickelte sich zu einer stabilen und genauen 2D Messung. Die Grundlage für jede Rückkopplung zu einem Prozess sind akkurate Messdaten. Trotz der relativ präzisen und wiederholgenauen Messungen der einzelnen AOI Systeme hat sich das „Closed Loop“ Feedback zu den Bestückmaschinen nicht etablieren können.
AOI zur Lötstellenkontrolle
Im Laufe der Jahre hat sich das AOI jedoch vorrangig als Inspektionssystem für die Lötstellenkontrolle entwickelt. Das Post-Reflow AOI hat mit etwa 60% den größten Marktanteil unter den Inspektionssystemen. Die Anforderungen der SMT Fertiger war es, die Qualität der Leiterplatten zu garantieren. Hierbei war der Schwerpunkt die Kontrolle am Ende der SMT Linie. Die Hauptaufgabe der AOI Systeme war es nun neben der Anwesenheitskontrolle der Komponenten, auch die Lötstellen zu inspizieren. Diese Aufgabe erfordert in den meisten Fällen eine Vielfalt von Bildern in demselben Prüffenster, welches durch anspruchsvolle und ausgeklügelte Beleuchtungssysteme erreicht werden kann. Mit Beleuchtungen aus den unterschiedlichen Richtungen und Winkeln erzielen die AOI Systeme die Effekte, um an Lötstellen unterschiedliche Reflexionen zu erhalten. Diese lassen sich dann mit Algorithmen auswerten um Rückschlüsse auf die Ausformung der Lötstelle zu machen.
In vielen AOI Systemen werden heute auch mehrere Kameras aus unterschiedlichen Winkeln zur Betrachtung und Auswertung der Lötstellen verwendet. Oft bedeutet dieses eine bessere Fehlererkennung, jedoch ist dieses auch meist mit einem höheren Programmieraufwand verbunden. Trotz des Einsatzes mehrerer Kameras und Beleuchtungen sind die AOI Systeme und die Bildanalyse bis heute 2D Systeme geblieben.
Jedoch haben die Kameras und Beleuchtungen aus unterschiedlichen Winkeln den Nachteil, dass es bei hohen Komponenten oder einer engen Bestückungsdichte zu Abschattungen kommt. Dieses führt wiederum zu einer verminderten Fehlererkennung, einem deutlich längerem Fine-tuning und einem erhöhten Fehlalarm. Ein Beispiel hierfür ist der Chip Widerstand.
Fehlererkennung, Schlupf und Fehlalarm
Um mit einem AOI System eine gute Fehlererkennung zu erreichen, werden die Prüfparameter so eingestellt, dass ein möglicher Fehler an dieser Stelle erkannt wird, aber eine gute Komponente oder Lötstelle nicht zu einem Fehlerbericht führt. Ein nicht erkannter Fehler oder Fehlerschlupf ist in vielen Fällen nicht tolerierbar. Strenge Anforderungen gelten hier besonders für die Automobil-, Flug- und Medizinelektronik. Diese Kriterien erfordern wiederum eine scharfe Einstellung der Parameter und Prüfalgorithmen. Daher kommt es oft zu einer erheblichen Anzahl von Fehlalarmen. Hier hat das AOI fälschlicherweise einen Fehler erkannt und zeigt der Bedienperson diesen an der Reparaturstation an. Nun muss die Komponente oder Lötstelle betrachtet und als Fehlalarm quittiert werden. Dieser erhöhte Aufwand führt zu Mehrkosten beim Betrieb eines AOI Systems. Werden wesentlich mehr Fehlalarme als echte Fehler vom AOI System gemeldet, so wird es auch immer schwieriger für die Bedienperson am Reparaturplatz die echten Fehler zu erkennen. So entsteht noch weiterer Fehlerschlupf. Um die Balance zwischen Fehlererkennung, Schlupf und Fehlalarmen zu halten, erfordert nicht nur Erfahrung der AOI Programmierer, sondern auch kontinuierliches Finetuning der Prüfprogramme.
AOI als dreidimensionale Messung
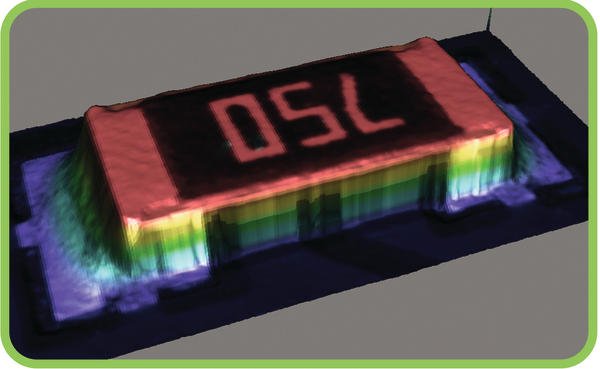
Die AOI (SPI) Systeme zur Pastenmessung sind seit vielen Jahren dreidimensionale Messsysteme. An dieser Stelle findet eine Quantifizierung des Pastendruckprozesses durch eine akkurate Messung des gedruckten Pastenvolumens statt. Diese Messung wird mit einer der zwei etablierten 3D Messprinzipien, Lasertriangulation oder Phasen-Versatz-Triangulation, durchgeführt. Hierbei wird der Laser oder sichtbares Licht unter einem Winkel auf das Objekt projiziert und mit einer orthogonalen Kamera der Versatz des Lichts gemessen. Dieser Versatz entspricht der Höhe des Objekts, bzw. eines jeden Bildpunktes.
AOI Systeme zur Lötstellenkontrolle haben anfänglich auch versucht dreidimensionale Messungen mit Lasern durchzuführen. Dieses Verfahren war jedoch für eine komplette Abdeckung der Komponenten und Lötstellen nicht anwendbar. So wird heute nur eine partielle 3D Messung mit Lasern als Zusatz zu den konventionellen 2D AOI Methoden als Option angeboten.
Hingegen hat sich jedoch die Phasen-Versatz-Triangulation als 3D Messverfahren für Komponenten und Lötstellen als geeignet erwiesen. Zwar müssen auch bei diesem Verfahren die notwendigen Vorkehrungen getroffen werden um die Nachteile von Schattenbildung oder spiegelnden Oberflächen zu umgehen, doch ist dieses eine lösbare Aufgabe. Sind diese Umstände berücksichtigt, so lassen sich auch in den widrigsten Bedingungen vollständige 3D Messungen der Komponenten, der Lötstellen und aller weiteren Attribute durchführen.
3D als Lösung für die herkömmlichen AOI Probleme
Mit einem 3D Messsystem lassen sich nun die einzelnen Attribute der Bauteile messen. Angefangen bei der Anwesenheit und dem Versatz der Komponente, ist es wesentlich einfacher die Kanten in der dritten Dimension zu erkennen, unabhängig von der Farbe des Bauteils oder des Hintergrundes (der Platine). Weiter ist die Volumenmessung der Lötstelle eine echte Messung, die unabhängig von der Lichtintensität oder des Reflexionsgrades der Lötstelle selbst, eine genaue Aussage über die Lotmenge und Lotausformung machen kann.
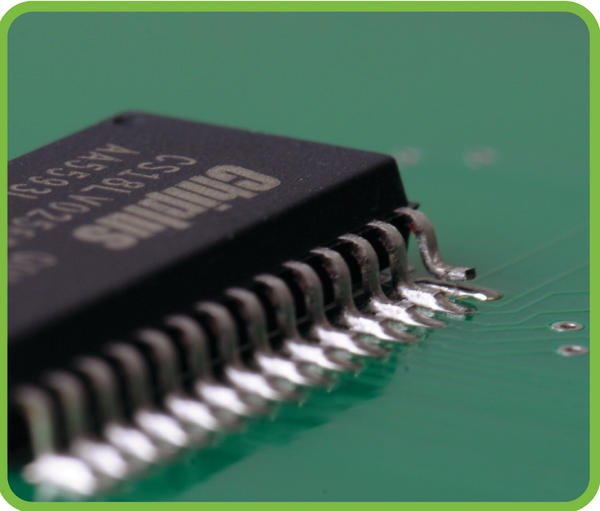
Durch exakte Messungen lassen sich nun die Attribute präzise in gut und schlecht unterteilen. Eine exakte Abgrenzung ist durch Einstellung eines definierten Wertes möglich. Als bestes Beispiel dient die Erkennung der abgehobenen Beinchen eines IC Bausteins. Mit einem herkömmlichen zweidimensionalen AOI wird die Erkennung über die Lötstelle eingestellt. Hier werden Unterschiede in der Reflexion, basierend auf verschiedenen Beleuchtungswinkeln, am vermeintlichen Beinchen (Pin) Ende erwartet. Diese führt oft, aber nicht immer zum Ziel.
Wird hingegen ein dreidimensionales AOI verwendet, kann die Höhe des Beinchens exakt in µm gemessen werden. Den Schwellwert zwischen Gut und Schlecht stellt der Programmierer auch in µm ein. So wird sichergestellt, dass jeder Fehler erkannt wird und keine zusätzlichen Fehlalarme generiert werden.
So wird nicht nur die Fehlererkennung verbessert, sondern es werden auch die Programmier- und Fine-tuning Zeiten drastisch verkürzt. Die Reduzierung der Fehlalarme verbessert auch die Abarbeitung und Erkennung am Reparaturplatz.
Standardisierung
Durch Messung der Attribute, lassen sich die Schwellwerte nun leicht auf andere Produkte übertragen, bzw. anpassen. Eine echte Vergleichbarkeit ist durch diese Quantifizierung gegeben. Dadurch kann auch ein Prüfprogramm für ein neues Produkt oder Prototyp erstellt werden, ohne an einer Vielzahl von Baugruppen ein Fine-tuning vornehmen zu müssen. So können die eingestellten und etablierten Standards aus einer globalen Bibliothek verwendet werden.
Schwell- und Grenzwerte für die Elektronikfertigung gibt es schon seit einiger Zeit. In dem IPC-A-610 Standard sind die wichtigsten Werte und Toleranzen definiert. Die dort angegebenen Grenzwerte für Komponentenversatz, Lötstellen und weitere Attribute, sind jedoch Messwerte, die sich erst mit einem Messsystem analysieren lassen.
Ein 3D AOI erlaubt nun die Überprüfung und Einhaltung dieser anerkannten Grenzwerte mit einem In-Line Messsystem. Die Vorteile dieser 3D Messung sind deutlich und es ist nur eine Frage der Zeit, dass sich die 3D AOI Systeme als Standard im Pre- und Post-Reflow Bereich etablieren.
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}