
Hochaktuell im Einsatz auf Baugruppen sind QFNs (Quad Flat No Lead), die Vorteile im Bereich der Höchstfrequenztechnik offeriert. Wichtig ist das in mobilen Elektronikgeräten und anderen Applikationen, wo Gewicht, Platzbedarf und Performance weitere entscheidende Kriterien sind. Allerdings sind QFNs bei Rework anspruchsvoll und können nur mit moderner Methodik komplikationslos verarbeitet werden.
Die Serienfertigung von Baugruppen innerhalb einer überwachten, automatisierten Prozesskette liefert Qualität und Zuverlässigkeit auch bei Boards die Advanced-Packages wie QFNs enthalten. Bekanntlich gibt es jedoch keine völlig fehlerfreie Fertigung Somit ist die Frage berechtigt, wie diese Baugruppen entsprechend der hohen Anforderungen an Qualität und Zuverlässigkeit, sowie wirtschaftlich sinnvoll repariert werden können. Das auf den Rework-Sektor spezialisierte Unternehmen Martin, Wessling, kann zum Umgang mit QFNs im Baugruppen-Reparaturbetrieb zwei in der täglichen Praxis erfolgreich erprobte Antworten präsentieren: Das effiziente Low-Cost-Verfahren Hot-Print Prebumping für kleinere Reparatur-Stückzahlen sowie das Transfer-Prebumping für höhere Durchsatzanforderungen.
In der aktuellen Baugruppenfertigung weist eine Entwicklung weg von der Anwendung von SO-Bauteilen (Small Outline Gehäusen) zu den noch kompakteren QFN-Versionen. Aus der Beschreibung dieser Baustein-Kategorie (siehe beistehenden Text-Kasten) wird deutlich, dass der QFN ein sehr kleiner und hochempfindlicher IC im Kunststoffgehäuse ist, der an die Prozedur im Baugruppen-Rework vergleichsweise hohe Anforderungen stellt. Im Gegensatz zu anderen Bauteilen für die Oberflächenmontage (SMDs) weisen QFNs kein Array von Lotpads oder Anschlüssen mit einem relativ großen Lotdepot auf. Aufgrund solcher größeren Depots auf den Pads hinterlassen solche anderen Komponenten beim Austausch in der Regel genügend Lotreste auf der Leiterplatte, die man mittels Flussmittelstift wieder aktivieren und darauf das neue Bauteil per Reflow einfach einlöten kann. Das ist allerdings mit QFNs nicht mehr möglich, denn die sehr kleinen Anschlüsse können nicht soviel Lot wie dafür nötig aufnehmen. Neue Bauteile müssen somit vor dem Einlöten erstmal mit genügend frischem Lot und Flussmittel versorgt werden, dann lassen sie sich erst auf der Baugruppe einlöten. Klingt in erster Annäherung nur wie ein kleines Problem, wirft aber in der Reworkpraxis einige grundlegende Fragen nach der wirtschaftlich angemessenen Lösung auf, die hohe Standards in Qualität und Zuverlässigkeit der Prozedur und der Baugruppe erfüllen.
Nur drei Reflow-Zyklen sind spezifiziert
Es ist weder empfohlen noch überhaupt sinnvoll, QFNs manuell einzulöten, dazu sind sie viel zu empfindlich gegenüber diesem doch etwas groben und unkontrollierten Prozess. Die winzigen Anschlussreihen (Pads) an den IC-Kanten sind in das Kunststoffgehäuse eingebettet und wenn sie mit Temperaturen über 300 °C gelötet werden, besteht die große Gefahr, dass das IC-Gehäuse beschädigt wird, auch aufgrund des leichten Drucks mit der heißen Lötspitze. Das betrifft übrigens nicht nur das Plastik-Gehäuse, sondern gleicherweise den Sitz der Pads im Kunststoff, den aktiven Halbleiter selbst (Die) und letztlich auch die Drahtbonds zwischen Die und Pads. Selbst Delaminierungen von Kupfer-Pads oder Leitungszügen auf der Leiterplatte sind mit ungeschickten manuellen Lötvorgängen keine Seltenheit. Aus asiatischen Ländern, in denen manuelles Löten im Reworkprozess trotz der Probleme immer noch hoch im Kurs stehen, werden große Zahlen von Lötdefekten an QFNs berichtet. Einbrüche bei Qualität und Zuverlässigkeit der Baugruppen sind damit an der Tagesordnung.
Falscher Umgang mit QFNs birgt hohes Fehlerrisiko
Weil die Verarbeitung von QFNs besondere Anforderung stellt, sind einige Rework-Methoden mit diesem IC nicht professionell und für Pad-Abstände von 0,4 mm und darunter nicht geeignet. Beim Einsatz von Lötkolben an QFNs sträuben sich dem Reparatur-Profi die Haare. Das bedeutet ein enormes Risiko für das empfindliche Bauteil – und seine zuverlässige Funktion kann nicht mehr gewährleistet werden. Die Liste möglicher Fehler und Defekte ist lang: ungleichmäßiger Auftragen des Lots, offene Verbindungen, Beschädigungen des ICs, Kurzschluss auf der Leiterplatte usw. Die von den IC-Herstellern vorgegebenen technischen Verarbeitungshinweise und Anforderungen zeigen (Erläuterungen im Kasten), dass sich manuelles Rework mit QFNs grundsätzlich von selbst verbietet und absolut kein Garant für ein zuverlässiges Produkt ist. Im Gegenteil, manuelle Lötprozeduren sind unzuverlässig, weil sie sehr kritisch zu kontrollieren sind, und sie stehen auch nicht in Übereinstimmung mit den akzeptierten Fertigungsstandards und Abnahmekriterien nach IPC 610/JEDEC 001. Deutlich wird: im Rework können QFNs zuverlässig nur mit automatisierten und genau kontrollierten Lötprozeduren verarbeitet werden. Solche Lötvorgänge müssen entsprechend den Spezifikationen der Baugruppen-Serienfertigung erfolgen, dabei darf das Lötprofil keinesfalls Temperaturen von 260 °C übersteigen. Genau das ist das Einsatzgebiet von exakt arbeitenden Reworkstationen, welche die Plazierung und das Einlöten von Reparaturbauteilen nach hohen Qualitätsvorgaben als exakt reproduzierbare, automatische Abläufe bereit stellen.
Die Hersteller der QFNs haben diese Bauteile für maximal drei Reflow-Zyklen spezifiziert – nicht mehr. Es handelt sich um sogenannte Standard Component Level Qualifications. Aus diesem Grund dürfen einmal ausgelötete Komponenten auch nicht mehr erneut verwendet werden. Ein solcher IC, plaziert auf der Baugruppe und später entfernt, hat ja bereits mindestens zwei Reflow-Vorgänge durchlaufen. Sollten es sich um eine doppelseitige Baugruppe handeln, so wären das in Summe bereits drei komplette Reflowprozesse. Keine Frage, der solcherart verarbeitete IC ist bereits bis ans Limit der spezifizierten Verarbeitungsbedingungen beansprucht worden und jeder weitere Reflow-Zyklus bewegt sich in Richtung Qualitätseinbruch. Somit ist klar, jedes entfernte Bauteil sollte entsorgt und keinesfalls mit den neuen ICs für Reparaturen vermischt werden.
Die kleinen QFN-Gehäuse weisen praktisch keinen nennenswerten Abstand (Stand-off) mehr zur Leiterplatte auf. Weil dies eine ausreichende Baugruppenreinigung nach dem Löten (Post Reflow) unter dem Package sehr erschwert, wenn nicht sogar unmöglich macht, sollte unbedingt eine No-Clean-Lotpaste verwendet werden. (Lediglich geringe kapillare Kräfte können wegen des minimalen Abstands zwischen QFN und Leiterplatte noch einwirken.) Eine von der Seite durchgeführte optische Inspektion der Lötstellen nach dem Einlöten auf die Baugruppe, bei größeren Abständen bisher eine populäre Fertigungskontrolle, ist ebenfalls nicht mehr möglich.
Natürlich sind zur Lötstellenkontrolle auch nicht mehr visuelle Prüfungen durch die Fertigungsmitarbeiter oder die sonst häufig anzutreffende automatische optische Inspektion (AOI) möglich, denn die Anschlüsse befinden sich ja seitlich unter dem IC-Gehäuse. Lediglich mit der aufwendigen Röntgeninspektion (AXI), die einen hohen Ausbildungsgrad der Mitarbeiter zur sachgerechten Einschätzung der Resultate verlangt, lassen sich solche verborgenen Lötstellen noch sicher kontrollieren. Deutlich wird aus diesen Fakten, bei Reworkarbeiten mit QFNs sind hochqualitative, fehlerfreie und zuverlässige Prozessergebnisse (First-Pass Yield) unverzichtbar. Die tadellose Arbeit ist nötig, damit die Kosten für Reparaturen und deren Kontrolle wegen hoher Investitionen in komplexes Equipment und Mitarbeiter-Training nicht extrem steigen.
Hot-Print Prebumping für kleine Stückzahlen
Das von Martin patentierte Hot-Print Prebumping bedient sich des neuen Prebump-Set 03.1. Das Verfahren, das nur geringe Investitionen verursacht, zielt auf kleinere Rework-Stückzahlen, ist aber ansonsten sehr präzise und zuverlässig. QFNs in den Abmessungen bis 14 x 14 mm mit maximal 200 Anschlusspads und einer Finepitch-Geometrie bis herunter zu 0,4 mm lassen sich damit verarbeiten. Mit anderen Lösungen aus dem Markt konnte man bisher nur QFNs bis herunter zu einer Pitchstruktur von 0,5 mm mit Bumps beloten.
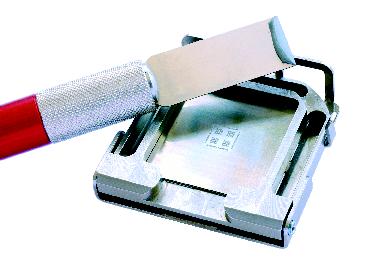
Die Technik ist relativ unkompliziert: in einem Rahmen wird eine Maske (Mini-Druckschablone) mit den per Laser geschnittenen Aussparungen (entsprechend der Pad-Anordnung des jeweiligen QFNs) auf das Bauteil gelegt und darauf mit einem kleinen Rakel manuell die Lotpaste aufgebracht. Dieser Rahmen bzw. Halter (der eigentliche Hot-Printer) wird seinerseits in die kompakte Steuereinheit Hot-Reball 03 eingesetzt und anschließend der automatisch ablaufende Belotungsvorgang gestartet. Die Maske bzw. Schablone verbleibt anschließend während des Aufschmelzvorgangs auf dem QFN und sorgt so für eine ausgezeichnete Maßhaltigkeit der aufgedruckten Lotstruktur. Dieses Verfahren stellt mit Abstand die heute effektivste Lösung bei sehr niedrigem Kosteneinsatz dar. Der Prozess ist wie geschildert sehr einfach und lässt sich von den Mitarbeitern in der Fertigung nach kurzer Anlernphase mit der nötigen hohen Präzision und Zuverlässigkeit reproduzierbar ausführen. Die Wiederholbarkeit ist aufgrund der automatisierten Aufschmelzprozedur sichergestellt. Die solcherart beloteten QFNs können dann wie gewohnt mit dem vorhandenen Rework-Equipment auf der Baugruppe weiter verarbeitet werden. Die Martin GmbH liefert auch die dazu nötigen Masken bzw. Schablonen für die QFNs.
Im Gegensatz dazu können andere Lösungen, die auf der Basis von Minidruckern arbeiten, solche kleinen Finepitch-Strukturen bis herunter zu 0,4 mm nicht mehr zuverlässig drucken. Vielmehr endet ihr Einsatzbereich bei 0,8 mm und dies ist für die heutigen QFN-Bausteine nicht mehr ausreichend. Zudem sollte nicht übersehen werden, dass beim Hot-Print-Verfahren das Entfernen der Maske vom QFN erst nach dem Aufschmelzen des Lots die höhere Prozess-Präzision absichern hilft. Im Gegensatz dazu kann bei anderen Methoden das rasche Entfernen bereits nach dem Pastenauftrag auf den QFN zu einem sogenannten Ausbluten (Bleeding Out) der Paste führen, unter der die Genauigkeit des Pastendrucks leidet. Der Prebump-03.1-Set für den Hot-Print-Prozess wird einfach in das kompakte Steuergerät Hot-Reball-03 eingesetzt. Diese Steuereinheit misst nur 140 x 290 x 83 mm, liefert Heizleistung von 50 bis 500 Watt bei exakt kontrollierten Temperaturen von 210 bis 260 °C in einem automatisch ablaufenden Prozess. Für die genauen Temperaturmessungen ist ein K-Type Sensor eingebaut. Programme für elf Applikationen sind bereits implementiert. Ein kompletter Prebump-Vorgang damit dauert insgesamt etwa 3 Minuten.
Die Steuereinheit Hot-Reball-03 ist allerdings nicht nur für diese Anwendung konzipiert, sie nimmt auch den kompakten Reballing-Mechanismus 03.1 auf und steuert diesen Prozess präzise. Damit lassen sich BGAs und CSPs mit Abmessungen von 15 x 15 mm bis 40 x 40 mm und einem Pitch von 1,27 mm mit einem Array von frischen Lotkügelchen (Balls) versorgen. Vorteilhafterweise kann also damit der Anwender „zwei Fliegen mit einer Klappe“ schlagen. Es handelt sich um eine äußerst kostengünstige Lösung für Fertigungsunternehmen mit einem relativ geringen Bedarf an QFN-Prebumping sowie Reballing von BGAs und CSPs mit überraschend einfacher Handhabung.
Transfer-Prebumping für größere Stückzahlen
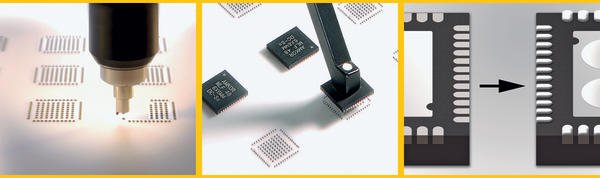
Rework-Spezialist Martin hat mit Transfer-Prebumping auch eine Lösung für die präzise und wirtschaftlich Belotung von größeren QFN-Stückzahlen entwickelt. Das Verfahren wird so genannt, weil die auf eine Platte dosierte Bumpstruktur auf die Chips übertragen wird. Mit dieser im Vergleich zu Hot-Print schnelleren Methode lassen sich QFNs nicht nur bis zu Pitch-Abständen von 0,4 mm verarbeiten, es sind erwiesenermaßen sogar Arbeiten an Pitch-Strukturen im Bereich von 0,35 bis 0,3 mm möglich. Damit ist das Verfahren auch für künftig höhere Anforderungen bestens geeignet. Die Equipment-Basis für diese Methode ist der präzise und schnelle Rework-Dispenser Modell 05.6, die neueste Version eines bewährten und über eine Reihe von Maschinengenerationen weiter entwickelten Systems.
Mit diesem Equipment wird Prebumping in nur drei Schritten durchgeführt. So wird zu Beginn mit dem Rework-Dispenser die Lotpaste für maximal neun QFNs rasch in einem Durchgang auf eine spezielle keramische Transfer-Platte dosiert. Diese Pastenpunkte können minimale Durchmesser bis herunter zu 13 Mikron (0,013 mm) aufweisen. Wobei die maximale Toleranz mit einer Abweichung von nur noch ± 3% spezifiziert ist. Hier kommt die hohe Expertise der Martin GmbH in der Dispensingtechnik voll zum Tragen. Die maßhaltige Keramikscheibe stellt das Übertragungsmedium dar, auf dem die QFN-Bumps als Muster in gespiegelter Anordnung aufgebracht sind. Im zweiten Schritt lassen sich am Rework-Arbeitsplatz Expert-09.6 bis zu neun QFNs gleichzeitig auf die Struktur dieser vorher dosierten Lotpastenpunkte setzen und schließlich anhand des programmierten Temperaturprofils im dritten Schritt umschmelzen. Damit stehen diese frisch beloteten QFNs für Reworkarbeiten zur Verfügung.
Mit dieser Entwicklung, die im Vergleich zur Hot-Print-Methode einen höheren Durchsatz im Reworkprozeß ermöglicht, ist die Verarbeitung von Finepitch-QFNs in Umgebungen mit höherem Stückzahlbedarf optimal gelöst. Mit dem Transfer der QFN-Lotpunkte und dem anschließenden Reflow steht eine mühelose und präzise Methode zur Verfügung. Letztlich lassen sich mit dem hier verwendeten Equipment sogar kleine Lose von Baugruppen wirtschaftlich fertigen. Zwar liegen momentan die Pitchabstände (Rastermaße) bei den QFNs in vielen Fällen noch bei 0,5 mm, doch kommen mittlerweile immer mehr Bausteine mit 0,4 mm auf den Markt. Absehbar ist zudem, dass innerhalb eines überschaubaren Zeitraums auch QFNs mit Pitchmaßen von 0,35 bis 0,30 mm verarbeit werden müssen. Mit den Prepumbing-Verfahren von Martin sind die Anwender auf diese Entwicklungen bestens vorbereitet. (gbw)
epp418
QFN auf einen Blick
Bei QFN (Quad Flat No Leads), auch als MLF (Micro Lead Frame) angeboten sind QFPs (Quad Flat Package) ähnlich. Doch im Gegensatz zu diesen ragen aus den Seiten die Anschlüsse nicht heraus, sondern befinden sich seitlich unter dem Chip. Die elektrischen Anschlüsse werden per Bumps bzw. kleinen Lotballs hergestellt, ähnlich wie bei BGAs. Es handelt sich um einen sehr kompakten Baustein im Kunststoffgehäuse, der ähnlich wie CSPs (Chip Scale Package ICs) in seinen Abmessungen nur noch unwesentlich größer ist als der eigentliche Silizium-Halbleiter (Die). In dem Package befindet sich ein Kupfer-Leadframe zu dem vom Die per Goldwirebonds die elektrischen Verbindungen hergestellt werden.
Es gibt Versionen dieses Bausteins in denen der Die über einen sogenannten Thermal Pad guten Kontakt zur Leiterplatten-Oberfläche hat. Damit lässt sich Verlustleistung abführen. Weiterhin lassen sich mit dieser Maßnahme am IC auch stabile Masse- oder Ground-Verhältnisse herstellen. In der Regel hat man heute bei QFNs zwischen 4 bis 164 Kontaktbumps.
Grundsätzlich gibt es zwei verschiedene Gehäusetypen: QFNs mit gezielt eingebrachten Lufteinschlüssen in der Kunststoffvergußmasse (Air Cavity) sowie Plastikgehäuse ohne Lufteinschluss. Der QFN ohne Lufteinschluss ist typischerweise für Anwendungen bis 3 GHz spezifiziert. QFNs mit Lufteinschluss können bis zu Betriebsfrequenzen um 25 GHz spezifiziert werden.
Aufgrund der kompakten Bauform zeichnen sich QFNs auch durch weiter reduzierte parasitäre Impedanzen und Induktivitäten aus. Sie sind sehr dünn mit Höhen von nur noch 0,6 bis 1,5 mm und weisen Kantenlängen von 1 bis 12 mm auf.
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}