




Konfektionierung von Leistungs- und Geberkabeln, Bearbeiten von Litzen und Anschlagen von Kontakten für Datenkommunikationsleitungen mit Miniatur-Steckverbindern, Hybrid-Kabelsätze für die Medizintechnik, Motorkabel für elektrische Antriebe in Hiperface DSL-Einkabeltechnik – in der Kabelkonfektionierung hat sich das Unternehmen INOS, nicht zuletzt durch das besondere Know-how beim Micro-Crimpen von Kontakten und bearbeiten bis 0,03mm² (AWG32) Aderquerschnitt, einen Namen gemacht. Ob in den Prozessen oder bei den fertigen Produkten: das Unternehmen setzt konsequent auf durchgängige und dokumentierte Qualität.
Monique Heyden für INOS Anlagenbau und Elektronikfertigung GmbH, Biebergemünd
Dabei geht das Qualitätsbewusstsein des DIN ISO und UL zertifizierten Konfektionärs weit über das hinaus, was die Normen z. B. gemäß DIN ISO 9001:2008 sowie die Vorgaben der Underwriters Laboratories (UL) oder der Canadian Standards Association (CSA) erfordern. „Nicht nur, dass wir eine erweiterte, per Software dokumentierte und protokollierte Wareneingangskontrolle durchführen und vor dem Versand für jeden Kunden jede konfektionierte Leitung oder Baugruppe elektrisch 100% prüfen – wir können auch individuelle kunden- oder produktspezifische Qualitätsprüfungen einrichten und dokumentieren und jede konfektionierte Einheit so bei Bedarf zurückverfolgen“, erläutert Dipl.-Ing. Thorsten Simon, Geschäftsführer der INOS Anlagenbau und Elektronikfertigung GmbH im hessischen Biebergemünd. Kein Wunder also, dass der mittelständische Betrieb mit seinen 85 Mitarbeitern bei Maschinenbauern, bei Antriebs- und Sensorherstellern, in der Robotik sowie in der Medizintechnik gut im Geschäft ist. „In Spitzenzeiten werden hier bis zu 12.000 Produktionsstunden pro Monat geleistet“, bestätigt der Technische Leiter Wolfgang Bischoff, „vor allem dann, wenn zum kundenspezifischen Seriengeschäft noch besondere Projekte hinzukommen.“
Projekt- und Produktionspartner
Das Konfektionieren von oftmals komplexen Leistungs- und Geberkabeln sowie die Herstellung hochqualitativer Litzensätze bilden das Kerngeschäft des im Jahr 1980 gegründeten Unternehmens. „Auf einer Produktionsfläche von 1.500m² verarbeiten wir pro Jahr etwa 3.000km Kabel, Leitungen und Litzen, befestigen etwa 500.000 Stecker und schlagen etwa zehn Millionen Crimpkontakte an“, veranschaulicht Wolfgang Bischoff. „Zu etwa 80% handelt es sich dabei um kundenspezifische Serien, die wir in definierten Losen fertigen und zum Teil bei uns im Kunden-Kanban-Lager abrufbereit halten. Die restlichen 20% entfallen auf besondere Projektgeschäfte.“ Bevor solche Produktionsserien anlaufen, sind die Experten des Unternehmens häufig bereits in der Projektierungsphase neuer Kabelsysteme mit im Boot. „Mit unseren Fertigungs-Know-how können wir wichtige Hilfestellungen geben, wenn es um die Planung, Entwicklung und Produzierbarkeit neuer Kabel, Kabel-Stecker-Systeme, Schnittstellen, Komponenten oder um Konfektionsanforderungen, z. B. bei elektrisch-pneumatischen Hybridleitungen geht“, erläutert Thorsten Simon. „Früh im Projekt kann so geklärt werden, welche Plan- und Stücklisten erstellt, welche Sondermaterialien und Zeichnungsteile benötigt, welche besonderen Qualitätsanforderungen umgesetzt und welche Losgrößen und Lieferintervalle sinnvoll sein werden.“ Dadurch kann das Unternehmen auch seine internen Organisations-und Prozessabläufe gezielt auf die individuellen Bedürfnisse der Kunden hin ausrichten – wovon diese wiederum profitieren: „Bereits die Muster- bzw. die Nullserien, die wir für die Kundenfreigabe produzieren, werden in der Regel unter den gleichen Bedingungen hergestellt wie in der späteren Serienfertigung hoher Stückzahlen“, erklärt Wolfgang Bischoff. „Dadurch können wir Qualität von Anfang an gewährleisten, insbesondere was die Qualität der Crimpverbindungen angeht.“
Micro-Crimping mit besonderem Know-how
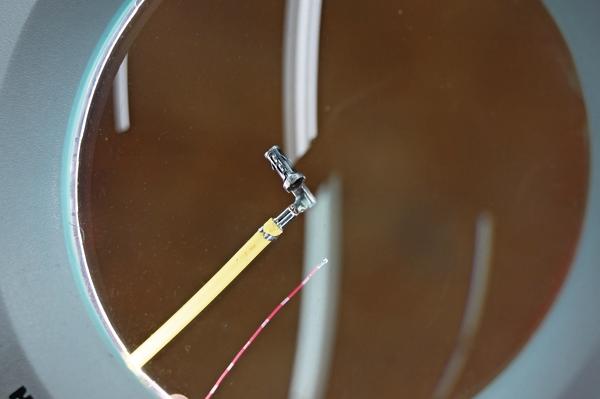
„Das Crimpen, d. h. das Anschlagen von Kontakten auf Adern oder Litzen, ist der technologische Kernprozess der Kabel- und Litzenkonfektionierung des Unternehmens“, erklärt Klaus Oberkötter, Geschäftsführer der tbo Gmbh in Brachttal und langjähriger Vertriebspartner des Unternehmens. Der moderne Maschinenpark kann dabei Litzen- bzw. Aderquerschnitte von 0,03mm² (AWG32) bis 50mm² verarbeiten. „Mit hochpräzisen, halbautomatischen Crimpmaschinen erreichen wir qualitativ extrem hochwertige, formschlüssige Pressverbindungen zwischen Leiter und Verbindungselement“, erklärt Wolfgang Bischoff. „Die Verbindung wird durch Druck erzeugt, wobei exakt auf Kontakte und Leiterquerschnitt abgestimmte Werkzeuge eine genau vorgegebene mechanische Verformung von Anschlusselement und Leiter bewirken.“ Hierbei müssen das Werkzeug und die Presskraft genau an die Crimpverbindung angepasst werden. Alle Crimpautomaten sind grundsätzlich mit vollautomatischer Crimpkraftüberwachung ausgestattet. Diese gewährleistet bereits während des Crimpvorgangs, dass alle vordefinierten Parameter eines fehlerfreien, geometrisch einwandfreien Qualitätscrimps vollautomatisch überwacht werden. Für einen seiner Kunden hat das Unternehmen hier sogar eine spezielle elektronische Crimpkraftüberwachung mit etwa zwei Dutzend Messpunkten eingerichtet. Diese ist so präzise, dass sie über die Kraftmessung beim Crimpen sogar erkennen kann, ob beispielsweise beim Entfernen der Isolierung einzelne Litzen versehentlich abgeschnitten wurden – und das bei einem Leiter-Querschnitt von 0,06mm2 (AWG30). Ein weiteres wichtiges, qualitätsrelevantes Kriterium ist der Isolationscrimp. Hierbei müssen die Prozessparameter entsprechend an den Isolationswerkstoff, an die Festigkeit und an den Durchmesser der Aderisolierung angepasst werden. „Die Crimpverbindung muss einerseits fest genug sein, dass die Isolation durch Biegen nicht unter der Isolationscrimpung hervorrutscht“, so Wolfgang Bischoff. „Andererseits darf der Kontakt nur soweit auf der Aderisolation verpresst werden, dass diese nicht verletzt oder durchbrochen wird und so u. U. einzelne Litzen verletzt könnte.“ Kurzschluss wäre die Folge!
Je kleiner die Crimpverbindung ist, desto schwerer ist es, diese noch mit dem bloßen Auge oder einer Lupe zu erkennen, geschweige denn deren Qualität beurteilen zu können“, bestätigt Thorsten Simon. Das entscheidende Qualitätskriterium – die gasdichte elektrische Verbindung zwischen Leiter und Verbindungselement – überprüft und dokumentiert man daher in einem eigenen Prüflabor.
Schliffbild-Analyse für langlebige Crimpverbindungen
Klaus Oberkötter zufolge schätzen Experten, dass etwa „50% der Ausfälle von elektrischen Antrieben und Maschinen im Feld auf Kabelbrüche und fehlerhafte Kabel- bzw. Litzensätze zurückzuführen sind.“ Das Unternehmen hat daher ein besonderes Augenmerk auf die formschlüssige Qualität der Crimpungen. „Für die Prüfung haben wir ein hochpräzises Prüflabor, das sogenannte Schlifflabor, eingerichtet, in dem wir die Crimpverbindungen mit einem elektronischen Mikroskop analysieren“, erklärt Wolfgang Bischoff. Hierzu wird die Crimpverbindung zunächst quer durchschnitten, geschliffen und elektrolytisch geätzt, bevor sie im Mikroskop eingespannt wird. Auf einem angeschlossenen Monitor lässt sich das Crimpprofil auf die mechanisch korrekte Verformung der Crimpung hin überprüfen. Hierbei werden alle relevanten Messparameter berücksichtigt, die vorher in der Prüfsoftware als Referenzwert hinterlegt wurden und Maße wie z. B. die Crimphöhe, die Crimpbreite, die Gratbreite, die Grathöhe, die Kontaktmaterialdicke oder den Abstützwinkel messen und anzeigen. „Bei korrekter Ausführung der Crimpung ist eine gasdichte Verbindung entstanden, d. h. die Verformung schottet den Crimpbereich gegen das Eintreten von Sauerstoff ab“, erklärt Wolfgang Bischoff. „Das innere der Crimpverbindung ist dadurch gegen Korrosion, das Entstehen höherer Übergangswiderstände und den Ausfall des Kabels bzw. der Litze geschützt.“ Die Prüfungen von Crimpprofilen erfolgt gemäß der in unseren definierten Prozessbeschreibung, d. h. in der Regel am Anfang und Ende der Serie sowie in festgelegten Zeit- bzw. Stückzahlintervallen, und wird elektronisch dokumentiert. „Unsere Richtlinien bei der Schliffprüfung gehen über das hinaus, was die Kunden von uns als Qualitätssicherungsmaßnahmen fordern“, sagt Thorsten Simon. „Gleichzeitig gibt sie uns die Gewissheit und Sicherheit dass die manuellen Tätigkeiten beim Crimpen wie auch die Einstellungen der Maschinen hochgradig prozesssicher sind.“
Präzisions-Konfektionierung
Das kundenspezifische Konfektionieren von Kabeln zu komplexen Kabelbäumen wie auch die Herstellung hochwertiger Crimpverbindungen an Litzen mit Miniatur-Durchmessern sind die wichtigsten fertigungstechnischen Stärken des Unternehmens. Gleichzeitig ist man offen für neue Konfektionsanforderungen aus dem Markt. Für die Medizintechnik beispielsweise konfektioniert das Unternehmen Hybridlösungen, bei denen elektrische Kabel, Wasserleitungen und Luftschläuche miteinander kombiniert und mit unterschiedlichster Anschluss- bzw. Verbindungstechnik versehen werden. „Auch der Trend zur Einkabeltechnik bei Motorfeedback-Systemen in der elektrischen Antriebstechnik ist im Unternehmen angekommen“, bestätigt Klaus Oberkötter. „Für verschiedene Antriebshersteller werden speziell geschirmte Hiperface DSL-Kabel mit individueller Anschlusstechnik konfektioniert.“
Ob im Serien- oder im Projektgeschäft – der Kabelkonfektionär bietet Lösungen, die mehr als nur verbinden.

Die Autorin: Monique Heyden, BA Technische Redaktion, Pressebüro Top Media PR, Weinheim
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








immer id=){kind=link}