

Moderne Elektronikschaltungen werden immer komplexer. Das gilt nicht nur für die steigende Bauteildichte auf der Platine, sondern auch für die Platine selbst. Immer dünnere Trägermaterialien mit komplexerem Aufbau (Multilayer) oder Flex- und Starrflexschaltungen erfordern neue Wege bei der Fertigung. Effektive Produktion bedeutet meist größere Platinenflächen, aus denen dann die einzelne Schaltungsfläche vor oder nach dem Bestücken herausgetrennt werden muss.
Jozsef Zatko, Omron Electronics & Andreas Zeiff, Redaktionsbüro Stutensee
Laserstrahlen haben bedeutende Vorteile bei Schnittbreite, Schnelligkeit, Präzision und Flexibilität. Nur gilt auch hier die alte Weisheit: Ein scharfes Messer schneidet nur so gut, wie die Hand, die es führt. Um eine präzise und doch flexible Strahlführung zu gewährleisten, bietet sich der Einsatz von Linearmotoren an.
Arbeiten am Limit
Elektronikfertigung bedeutet heutzutage arbeiten am Limit bei möglichst hoher Flexibilität. Neben Großserien gilt es, in der Produktion auch schnell kleinere Stückzahlen auflegen zu können. Da die Entwicklung gerade in diesem Bereich nie stillsteht, müssen alle Komponenten „zukunftsfähig“ gebaut sein. Gerade bei den Trägermaterialien wie (Multi-)Layerplatinen oder Flexschaltungen werden normalerweise mehrere Einzelschaltungen auf einem gemeinsamen Substrat hergestellt. Um die einzelne Schaltung zu erhalten, ist vor oder nach der Bestückung bzw. Löten die Einheit aufzutrennen. Da jedes Trägermaterial andere Eigenschaften hat, sind herkömmliche mechanische Trennverfahren immer aufwändig abzustimmen. Um dieses Dilemma zu lösen, entwickelte ASYS aus Dornstadt einen Laser-Nutzentrenner. Ein CO2-Laser erlaubt die nötige Flexibilität bei Material und Geometrie. Um die Präzision sicherzustellen, nahm der Automatisierungsspezialist die Omron Electronics mit ins Boot. In enger und fachlich kompetenter Zusammenarbeit entschied man sich, zur Auslenkung des Laserstrahls ein kompaktes, eisenloses X-/Y-Linearantriebssystem zu verwenden.
Flexibles Trennkonzept
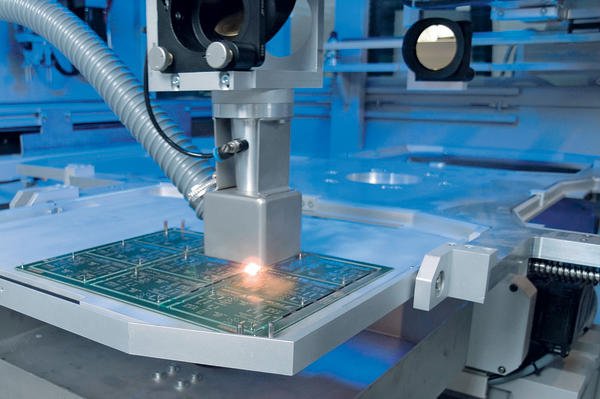
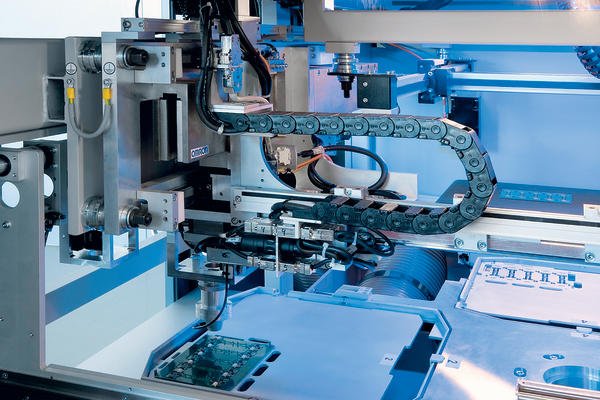
Für ein gutes Trennergebnis ist das Zusammenspiel aller Komponenten der Anlage wichtig. Nachdem sich als Quelle ein CO2-Laser mit einer Wellenlänge von 9,4 µm als optimal erwies, kombinierten die Entwickler die Lasertechnologie mit bewährten Maschinenkonzepten. Der geschlossene Stab-Laser wird gepulst betrieben, was energiereiche und damit trägermaterialschonende Schnitte gewährleistet. Die Schnittkantenqualität steigt drastisch an, es gibt keine mechanischen Schnittkäfte, die die Leiterplatte belasten. Trennstegbreiten von 100 bis 200 µm sind möglich (Bild 1). Zudem ist der Trennprozess praktisch staubfrei. Das ist gerade in der Fertigung unter Reinraumbedingungen ein nicht zu unterschätzender Vorteil; denn Staub, der nicht entsteht, muss nicht teuer weggefiltert werden. Um die zu trennenden Teile im Fertigungsprozess automatisch zu- und abführen zu können, ist das Automatic-Laser-Depaneling-System (ALD 01) auf dem bewährten Rundtaktischprinzip aufgebaut (Bild 2). Im ersten Schritt wird der Tisch beladen, im nächsten Schritt gelasert, im dritten Schritt werden die fertigen Teile und Reststücke entladen und in Schritt vier die Aufnahme für den nächsten Durchgang gereinigt. So ist eine gleichbleibend präzise Positionierung der einzulegenden Rohlinge garantiert.
Die „Hand“ am Messer
Exakt positioniert findet der Laserstahl seinen Weg durch das zu trennende Material. CO2-Laserstrahlen lassen sich heute wirtschaftlich nur über Spiegelsysteme auf bestimmte Stellen einrichten. Im hier beschriebenen Fall sorgt daher ebenfalls ein präzise geführtes Spiegelsystem für die nötige Schneidgeometrie. Beim Laserstrahl spielt der Abstand bis zum Träger keine Rolle. So können auch bestückte Schaltungen mit einzelnen hohen Bauteilen ebenso getrennt werden wie SMD-bestückte Produkte, und es reicht eine „einfache“ X-/Y-Ablenkung des Strahles, um alle denkbaren Schneidgeometrien anzusteuern.
In der Praxis spielen dabei neben der Präzision vor allem die Baugröße, Gewicht, Dynamik und Zuverlässigkeit der Aktuatoren eine Rolle. Aus den genannten Gründen fiel die Wahl auf die eisenlosen Linearmotoren aus dem Hause Omron. Da nur geringe (Spiegel-)Massen zu bewegen sind, wurden Linearmotoren der Typen SGLW-90A200 und SGLGW-60A253 eingesetzt (Bild 3 und 4). Sie bieten bei kompakten Außenmaßen eine hohe Energiedichte. Bei 230 VAC Versorgungsspannung stellen die Antriebe bis zu 325 N Dauerkaft bzw. 1300 N Spitzenkraft für die Spiegelpositionierung bereit. Die bewegte Wicklung inklusive Hallsensoren ist mit nur 0,8 kg, bzw. 2,2 kg Masse für dynamische Einsätze ideal geeignet. Dank des steifen mechanischen Aufbaus sind auch bei bis zu 50 m/s² Beschleunigung und 5 m/s Verfahrgeschwindigkeit Positionen auf den Mikrometer exakt reproduzierbar. Da die mechanische Positionierung sowie die Zu- und Abfuhr der geschnittenen Teile relativ viel Zykluszeit kostet, ist die Einschaltdauer für den eigentlichen Schneidvorgang recht gering. Es reicht eine ungekühlte Ausführung. Für Einsatzfälle mit höherer Einschaltdauer stehen wahlweise luftgekühlte Versionen dieser Linearmotoren bereit. Für noch höhere Einschaltdauer hat der Hersteller auch geeignete Linearantriebe mit Eisenrückschluss im Programm.
Linearmotor und Antriebsregler werden als aufeinander abgestimmtes Paket geliefert, um Reibungsverluste zu vermeiden und die Inbetriebnahme zu verkürzen. Integrierte Hallsensoren ermöglichen ein absolut bewegungsfreies und problemloses Kommutieren der Linearmotoren.
Dank der direkten Umsetzung der Steuerungsbefehle in mechanische Bewegung bietet der Linearmotor eine von mechanischem Getriebespiel freie, wartungsarme, jahrelang stabile Alternative für dynamische und präzise Anwendungen. Je nach Anwendungsprofil kann der Entwickler zwischen eisenlosen, eisenbehafteten und Doppelkamm-Linearmotoren, sowie komplett mechatronischen Lösungen wählen. Das Linearmotorspektrum des Unternehmens reicht von 13,5 N bis 7500 N. Optimal abgestimmte Ansteuerungen und ein stabiler mechanischer Grundaufbau sichern bei allen Ausführungen die geforderte Präzision über die gesamte Lebenszeit.
EPP 420
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








{kind=link}