
Die Anzahl der Fachartikel, die sich dem Thema „bleifreie Lote“ widmet, übersteigt um einige Zehnerpotenzen jene, die sich des Themas Flussmittel annehmen. Völlig verweist scheint dann jene Betrachtung, die die beiden zusammen sieht, obgleich doch das Lötverfahren in vielerlei Hinsicht nur insgesamt betrachtet werden kann.
Was die Auswahl an Loten betrifft, so scheint sich das einst überwältigende „Angebot“ an potenziellen Legierungen wieder dramatisch verengt zu haben. Vielen wird wohl die Einsicht der Metallurgen gedämmert sein, dass nicht alles, was sich im Labor herstellen lässt, tatsächlich im industriellen Einsatz sinnvoll sein wird. Je mehr Metalle in die Legierung eingehen und je kritischer die Prozentwerte der Einzelzutaten werden, desto unwahrscheinlicher wird die Beherrschung der Legierung beim tonnenweisen Anrühren, bei der Verwendung und schließlich in der Lötstelle. Einige exotische Vorschläge, denen sehr positive Eigenschaften zugesprochen wurden (z.B. SnZnAl Schmelzpunkt 199ºC), kamen überhaupt nie in die Diskussion, obgleich die Japaner sie bereits einsetzen und anscheinend recht positive Erfahrungen damit machen.
Wegen der Flut an Artikeln über Lotlegierungen werden wir uns darüber etwas kürzer fassen, denn das notwendige Wissen – soweit es derzeit zur Verfügung steht – lässt sich leichter erlesen als das der anderen oben angesprochenen Themen.
Lote
Wollte man sich nach der IPC richten so wäre die Welt weitgehend in Ordnung (Tabelle 1).
Einen kritischen Betrachter könnte das X bei SnAgBiX in einer nicht kommerziellen Veröffentlichung etwas irritieren, oder eventuell der etwas japanisch anmutende Beitrag des SnAgBiCuGe, sowie das halbe Grad beim Schmelzpunkt von SnZn. Aber wer wird denn solche Listen so genau unter die Lupe nehmen wollen?
In der wirklichen Welt sieht man sich nicht nur einer Reihe von Patenten gegenüber – und die Patentsituation ist komplizierter als es einem lieb sein könnte – sondern die jeweiligen Grundlegierungen werden durch gewisse Zusätze angepasst. 1% Silber im SnBi-Lot scheint von Vorteil zu sein, während Spuren von Nickel in SnCu von einigen Fachleuten als Wunderwaffe gegen alle Übel gepriesen wird.
Vielleicht ist aus vielfältigster Sicht der Ausspruch eines Kollegen in der lotherstellenden Industrie „keep it simple“ der vernünftigste Ratschlag, den man dem Anwender geben kann. Es klingt zwar so ähnlich wie das Motto einer gewissen amerikanischen Hotelkette („no surprises“), vermeidet aber eben genau das: Überraschungen. „Nicht-eutektische Mehrstoffsysteme mit 4 und mehr Legierungselementen und Zugaben von z.B. Gallium, Nickel, Germanium, Aluminium, Tellur, Selen, sind nicht im Phasendiagramm darstellbar und bergen Überraschungen im Langzeitverhalten in sich. Vor allem, wenn weitere Elemente aus den Substraten in Reaktion treten“, meint ein anderer prominenter Kollege [1].
Statt verzweifelt zu fragen, was die anderen machen – was wohl auch in der IPC Listung anklingt – sollte man die seriöse Grundlagenforschung durcharbeiten und in Hinsicht auf seine eigenen Ansprüche eine geeignete Wahl treffen. Dabei kann man durchaus auf erfolgreiche Einführungsberichte zurückgreifen – am besten natürlich, wenn man sich vor Ort davon überzeugen kann, dass die optimistisch veröffentlichten Behauptungen stimmen.
Das SnBi-Lot mit 1% Silberanteil scheint für die Niedrigtemperatur (Konsumelektronik) eine günstige Wahl zu sein. Einschränkend ist die Anwendungstemperatur sowie eine völlige Bleifreiheit bei Bauteilen und Leiterplatten. Bezüglich der Lotdrähte muss der Industrie ebenfalls noch etwas einfallen.
Einen hohen Stellenwert genießt SnAgCu, wobei man sicherheitshalber den Silberanteil eher im Bereich von 2% ansiedelt. Für die Reflowanwendung bei höheren Anforderungen an die Zuverlässigkeit der Fügung wird sich dieses Lot gewiss eine große Lücke erobern.
Schließlich erscheint, der Kosten wegen, SnCu im Bereich der Schwallverwendung attraktiv. Ob sich bestimmte Additive durchsetzen werden, können wir genüsslich abwarten.
Flussmittel
Flussmittel haben zwei Aufgaben zu leisten: a) die Benetzung zu ermöglichen, d.h. vor Oxidation zu schützen und bestehende Metalloxide zu beseitigen und dennoch b) möglichst keine schädlichen Rückstände zu hinterlassen.
Um diese beiden Bestimmungen zu erfüllen, muss der Flussmittelchemiker den Prozess berücksichtigen. Hierbei spielt die Temperatur die Hauptrolle, die Metalle eine wichtige Nebenrolle. Da die neuen Lote weniger gut benetzen, wird man entweder durch eine höhere Temperatur, den Einsatz von Stickstoff oder eben durch eine höhere Aktivität des Flussmittels – am besten wohl durch alle diese Faktoren – dem gegensteuern. Ansonsten werden die Prozessfehler („Lötfehler“), die derzeit bei „bleifrei“ auf das doppelte, dreifache und in einigen Fällen auf das fünffache zu steigen scheinen, ein noch größeres Problem darstellen.
Beim Löten mit den SnBi-Loten werden fraglos niedrigere Lottemperaturen (bis ca. 200 oder 220ºC) verwendet, als sie selbst bei SnPb-Loten üblich waren. Für die Aktivatoren in den Flussmitteln stellt dies aber eine Herausforderung dar, denn sie wurden für die höheren Temperaturen des bleihaltigen Systems ausgewählt. Zum Glück haben sich schon vor Jahren Forscher und Techniker mit diesem Problem beschäftigt [2]. Im Rahmen dieser Arbeit wurde z.B. ein Flussmittel auf Basis von Benzolsulfonsäure entwickelt, das den Ansprüchen der Aktivierung bei niedrigen Temperaturen entspricht. Bei geringerem Säureanteil muss eventuell die Baugruppe nicht einmal gewaschen werden.
Für die anderen Lote hat das Flussmittel wegen der höheren Prozesstemperaturen wahrscheinlich einen schweren Stand. Es ist zu erwarten – wird die gleiche Chemie verwendet –, dass die Aktivatoren zu früh reagieren und dann nicht mehr genug Flussmittel zur Verfügung steht, um den eigentlichen Job, das Löten, zu bewerkstelligen.
Man hat uns versichert, es gäbe geeignete Aktivatoren, angepasst an die neuen Temperaturen, nur leider, leider seien sie zu selten, zu schwer zu erhalten und zu teuer.
Also werden die Chemiker versuchen, mit einigen Tricks die alte Chemie hinzubiegen und wahrscheinlich wird es ihnen auch weitgehend gelingen. Zusätzliches Kolophonium und eine Verringerung des Lösemittelanteils scheinen gute Resultate zu zeigen. Bewertungen der „Flussmittelkompatibilität“ mit den verschiedenen bleifreien Legierungen geben jenen, die etwa 15% Harze beinhalten, beste Noten. [3]
Bei Kolophonium und verwandten Harzen liegen die gemessenen Säurezahlen zwischen 140 und 168, sie sind also recht milde. Ähnlich milde Aktivatoren einzubauen, nützt deshalb sehr wenig.
Es wird also ausnehmend wichtig werden, ein geeignetes Flussmittel für genau den angewendeten Prozess zu finden und anschließend nicht zu vergessen, die Rückstände zu messen und zu bewerten.
Ebenfalls wichtig ist die separate Behandlung der Flussmittel für bleihaltige und bleifreie Technik. Es hat sich bereits mehrfach eine potenzielle Inkompatibilität mit bleihaltiger Technik von Flussmitteln, die für bleifreies Löten entwickelt wurden, gezeigt: Sie können aggressiv mit Blei reagieren, wenn sie mit bleihaltigen Beschichtungen der Bauteile oder Leiterplatten oder aber mit bleihaltigem Lot verwendet werden. In solchen Fällen hat sich unlängst Korrosion gezeigt. Man sieht, das Metall spielt doch eine Rolle. Da sich viele Firmen gerne nach den Gepflogenheiten in Japan orientieren, sei erwähnt, dass Sony seine „Wega“ Baugruppen nach dem Wellenlöten mit einem VOC-freien Reiniger wäscht.
Pasten
Bei Pasten finden wir zwei zusätzliche Schwierigkeiten, die beherrscht werden müssen. Das Lot liegt nicht in Barrenform vor, sondern muss in wohldefinierten Körnungen geliefert werden. Obendrein wird der Chemie, durch die langzeitige enge Nachbarschaft der gesamten Zutaten, die Gelegenheit gegeben, zu reagieren.
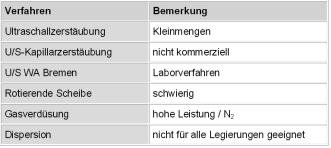
Eine Reihe von Methoden sind vorhanden, mit denen das Metallpulver hergestellt wird, doch ist es nicht einfach für die neuen Legierungen optimale Resultate zu erhalten (Tabelle 2).
Neben der Beherrschung der Kugelform (Vermeidung von Stauchungen etc.) bedingt der hohe Zinnanteil in den meisten Metallen eine Vorsorge gegen Oxidation. Je feiner das Pulver, desto größer auch die dafür zur Verfügung stehende Oberfläche.
Es war daher auch keine besonders große Überraschung, als gewisse Pasten plötzlich spontan, nach etwa vierwöchiger Lagerung, ihre rheologischen Eigenschaften änderten. Dieses Phänomen wurde bei silberhaltigen Pasten beobachtet, und auf eine Reaktion mit gewissen Aktivatoren zurückgeführt. Auch eine plötzliche Zunahme der Säurezahl nach wiederum 28 Tagen kann als katalytischer Effekt des Silbers gedeutet werden. Es scheint, dass durch das Vorhandensein des Silbers Valenzen der gepufferten halogenen Säuren aufgebrochen werden, was das Abfallen des pH-Wertes erklärte.
Da wegen des schlechten Benetzungsverhaltens gerne halogenierte Aktivatoren in die Pasten (aber auch andere Flussmittel) geschmuggelt werden, wird die zur Verfügung stehende Auswahl durch die Anwesenheit des Silbers in der Paste wesentlich eingeschränkt. Schließlich verbesserte ein halogenierter Aktivator die Benetzung um etwa den Faktor 10. Diese Änderung in der Säurezahl sollte auch bei den Rückständen auf der Baugruppe berücksichtigt werden. Wollte man Tests durchführen, so muss man jetzt auch den Faktor Zeit mit in die Überlegungen einbeziehen, denn der katalytische Effekt scheint sich erst nach Ablauf von etwa vier Wochen auszuwirken.
Zink hat vor allem in Fernost wegen einiger Legierungen mit attraktiv niedrigem Schmelzpunkt ein gewisses Interesse geweckt. Es wird jedoch in den westlichen Ländern als besonders „unedles“ Metall wenig geschätzt. Wegen seiner Reaktionsfreudigkeit gelingt es offenbar auch nicht, Pasten zu formulieren, die normale Lager- und Offenzeiten offerieren, wobei das SnZnAl eventuell eine Ausnahme darstellt.
Lotdraht
Besonders dann, wenn Drähte mit Flussmittelseelen gepresst und gezogen werden sollen, sind die viel weniger verformbaren Ersatzlote unangenehm. Doch sind schon eine Reihe einschlägiger Legierungen auch in „beseelten“ Versionen im Handel. SnBi(Ag) stellt sich jedoch quer. Zwar ist das Metall in ganz feinen Drähten superelastisch, aber als gewöhnlicher Lotdraht wird es erst einmal wegen seiner Sprödigkeit nicht erhältlich sein. Vielleicht muss man die Nacharbeit dann mit dünnen Stäben und separatem Flussmittel ausführen? Ob das Zusammenleben von Flussmittel und Draht über längere Zeiträume, ähnlich wie bei Pasten, zu einer Veränderung des pH-Wertes führt, ist nicht bekannt.
Aus dem oben Dargelegten ergibt sich: Wichtiger noch als bisher wird eine Anpassung der Legierungen und der Flussmittelchemie an die verschiedenen Prozesse: Schwall, Reflow, Selektiv, Reparatur.
EPP 435
Literatur:
[1] Läntzsch, M.: Bleifrei – aber wie?
[2] Jäkle, G.: Löten mit niedrig schmelzenden Loten; Standard Elektrik Lorenz; in: Fachkreis „Blei-freie Elektronikbaugruppen (BFE)“ CD-Rom 2/20.12.2000
[3] Moloznik, B. & Bartel, K.: Stand und voraussichtliche Entwicklung beim bleifreien Löten; Cookson Electronics
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}