



Der High-End-TV-Gerätehersteller Loewe Opta hat sich im Rahmen eines Benchmarks für die Installation von vier Parmi SPI-Systemen in seiner SMD-Fertigung entschieden. Der Nutzen dieser Neuanschaffung zeigte sich nach kurzer Zeit durch geringere Reparaturquoten an bestimmten Baugruppen und einem insgesamt gestiegenen Produktions-Yield.
Ilka Döring, Büro ID für Hilpert electronics, Unterschleißheim
Anspruchsvolle Verbraucher in Europa und ausgewählte Metropolen schätzen Loewe als die führende Premium-Marke im Bereich Home Entertainment Systeme. Das Unternehmen begeistert gemäß eigener Aussage seine Kunden durch Produkte mit zeitloser Ästhetik, mit sinnvoller Technik und einfacher Bedienung.
Qualität von Anfang an
Schon mit der weltweit ersten öffentlichen Fernsehübertragung 1931 realisierte man Qualität, die überzeugte. Seit 1948 produziert das Unternehmen am Standort Kronach in Oberfranken TV-Geräte „Made in Germany“. Im Lauf der Jahre erhielt man für seine Produktentwicklungen zahlreiche nationale und internationale Auszeichnungen. Die Markenwerte des Herstellers wurden über einen langen Zeitraum hinweg geprägt. Den Anfang machten die Brüder Dr. Siegmund und David Ludwig Loewe 1923 in Berlin. Seit damals wurde ein Grundsatz immer befolgt: Mit sinnvollen Innovationen neue Maßstäbe setzen.
An dieser Firmenphilosophie orientieren sich im übertragenen Sinn auch die Produktionsverantwortlichen, und so wurden nach einem umfassenden Evaluierungsprogramm jüngst vier Parmi SPI-Systeme in der hauseigenen SMD-Fertigung in Betrieb genommen. Für Loewe Opta ist die präventive Absicherung der Qualität von größter Bedeutung, da die Elektronik der Premium-TV-Geräte zuverlässig funktionieren muss. Sämtliche Elektronikbaugruppen werden selbst entwickelt und produziert.
Waren bis vor wenigen Jahren LEDs zu Projektionszwecken hauptsächlich bei Großflächen-Displays im öffentlichen Raum anzutreffen, hat die LED-Technik mittlerweile auch bei den privaten Anwendungen im häuslichen Umfeld erfolgreich Einzug gehalten. Dies führte im Unternehmen auch zu Veränderungen im SMD-Prozess. Die Leiterplattenlayouts wurden komplett überarbeitet und an die neue Technologie angepasst. Eine extrem hohe Bauteildichte mit 3.000 bis 4.000 SMD-Bauteilen pro Leiterplatte und die damit einhergehende Miniaturisierung mit 0402 und 0,4 Finepitch-QFN sowie einige weitere Überlegungen führten dazu, dass ein Prüfverfahren zur Beurteilung des Lotpastendrucks auf den Bareboards evaluiert werden sollte.
Zu den im Lastenheft definierten Kriterien gehörten unter anderem: Eine größtmögliche Messhöhe, die 3D-Darstellung aller Bereiche auf der Baugruppe, echte Höhenmesswerte an jeder Messstelle und eine kurze Taktzeit. Nachdem vier Evaluierungssysteme jeweils einem mehrwöchigen Inline-Test unterzogen worden waren, hatte das Parmi-Gerät diese Anforderungen am besten erfüllt. Die kompetente, individuelle und engagierte Betreuung durch Hilpert electronics gab den Ausschlag zur Entscheidung für den Hersteller und das laserbasierte 3D-Messsystem PARMI HS70.
Optische Triangulation als überlegenes Messverfahren
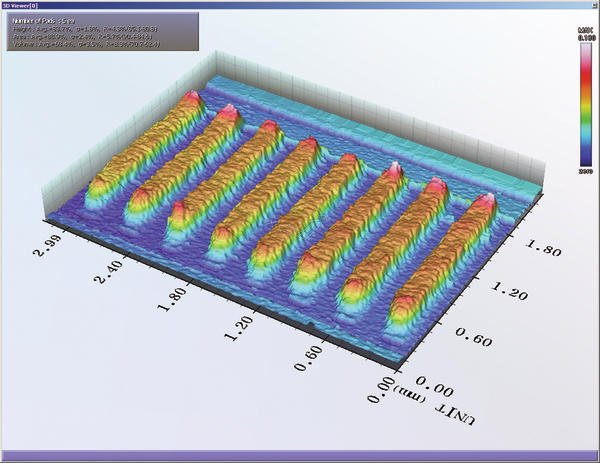
Im Gegensatz zu den 2D-SPI-Systemen, welche lediglich Aussagen zur Flächenbedeckung ermöglichen, werden bei der 3D-Lotpasteninspektion Volumen-, Höhen- und Flächendaten ermittelt. Daneben ist die Laser-Messtechnik unempfindlich gegenüber Farb- und Kontraständerungen sowie wesentlich einfacher zu konfigurieren. Als Schlüsselvariable ist das Lotpastenvolumen entscheidend für die Qualität der resultierenden Lötverbindungen. Zu wenig Pastenvolumen (magere Lötstelle) wird beim elektrischen Incircuit-Test typischerweise nicht erkannt, kann jedoch nach der Auslieferung des Endprodukts im Feld zu Ausfällen führen. Ein zu hohes Pastenvolumen oder ungleichmässiger Pastenauftrag kann wiederum zu anderen Fehlern wie Lotbrücken oder „Tombstoning“ führen.
Unabhängig davon, welche Beleuchtungsquelle auf die zu vermessende Leiterplatte projiziert wird, hängt das Kamerabild stark von Farben, Materialien (blankes Pad, Positionsdruck, Lotpaste, Lötstopplack auf Pads bzw. Substratmaterial) und Oberflächenbehandlungen der Leiterplatte ab. Die Helligkeit im Bild kann immer wieder variieren und die rechnerische Berücksichtigung dieser Varianzen hat einen direkten Einfluss auf die Leistung des SPI-Systems. Das verwendete Messprinzip der optischen Triangulation, welches den Punkt des Laserstrahls auswertet, wird von unterschiedlichen Helligkeiten nicht beeinträchtigt. Die Laserauswertung ist völlig unempfindlich gegenüber Fremdlicht oder der Farbe von Objekten. Die Hardwarestruktur des Laser-SPI-Systems ist vergleichsweise einfach. Entsprechend robust und stabil ist die Langzeitkonstanz des Systems. Durch Erhöhung der Signalverarbeitungsleistung der Kamera kann die Inspektionsgeschwindigkeit stetig gesteigert werden. Die SPI-Systeme des Unternehmens gehören zu den schnellsten auf dem Markt.
Im Einsatz bestens geeignet
Frau Nadja Brosius-Glück ist als Prozessingenieurin für Methodenplanung und Arbeitsvorbereitung maßgeblich an der Anschaffung der neuen Lotpasteninspektionssysteme beteiligt gewesen und erklärte sich bereit, ihre Erfahrungen nach dem mehrmonatigen Einsatz der Geräte in der Fertigung zu schildern.
Ilka Döring: Frau Brosius-Glück, in Ihrer Abteilung werden die Parmi-Geräte vor allem für die Baugruppenbemusterung und die Behebung von Layout- und Prozessfehlern genutzt. Was sind die besonderen Anforderungen an die Leiterplattenfertigung und SMD-Produktion in Ihrer Abteilung?
Nadja Brosius-Glück: Unsere Leiterplatten verfügen über eine sehr hohe Bauteil-Komplexität, angefangen von 0402 und 0,4 Finepitch-QFN bis hin zu 44-poligen THT-Stiftleisten als Pin-in-Paste und großen Drosseln, Kühlkörpern, u.s.w.. Es werden 3.000 bis 4.000 SMD-Bauteile auf einer Baugruppe montiert. Dabei sind die Zwischenabstände gering, und es kommen viele BGA-, QFN- und DFN-Bauformen zum Einsatz. Hohe Anforderungen werden vor allem an die Entwärmung von Hochleistungsbauelementen gestellt.
ID: Was war der Grund für Sie, sich für Parmi als SPI zu entscheiden?
NB-G: Uns interessierte insbesondere die Lasertechnik im Vergleich zur Kameratechnik, wobei am Ende die Lasertechnik für unsere Zwecke besser geeignet war. Die erfolgreiche Umsetzung einer Leiterplatteninspektion direkt auf der SMT-Messe 2010 zeigte früh die Leistungsfähigkeit und Kompetenz des Unternehmens. Die technischen Spezifikationen betreffend, überzeugten uns unter anderem die größtmögliche Messhöhe, echte Höhenwerte an jeder Messstelle über die gesamte Baugruppe, die 3D-Darstellung aller Bereiche auf der Baugruppe und die Plausibilität der 3D-Darstellung im Vergleich zur „echten Form“. Außerdem ist eine exzellente 2D-Darstellung möglich. Die einzelnen Fehlerstellen werden auch als Einzelbild ausgegeben, eine wichtige Grundlage für die Gut-Schlecht-Beurteilung (Pass/Fail). Ein sehr wichtiges weiteres Kriterium ist natürlich die kurze Taktzeit.
ID: Haben Sie sich gut beraten und betreut gefühlt?
NB-G: Wir hatten mit Hilpert electronics eine sehr gute Kommunikation und im Vertrieb die kürzesten Reaktionszeiten. Unsere Bedürfnisse wurden richtig erkannt, Wünsche wurden schnell umgesetzt und die Evaluierung verlief reibungslos.
ID: Gibt es bestimmte Eigenschaften der Software, die Sie besonders schätzen?
NB-G: Was mir persönlich gut gefällt, sind die benutzerdefinierte Fensterzusammenstellung, die zwangsgeführte Fehlerbestätigung und die SPC-Software mit vielen Offline-Auswertemöglichkeiten.
ID: Wie ist das Parmi-Gerät in Ihren Workflow eingebunden? Führen Sie eine 100-%-Inspektion der Leiterplatten durch, oder Stichprobenkontrollen?
NB-G: Wir setzten die Geräte zur Inline-Inspektion ein. Derzeit sind in 4 von 6 Reflow-Linien SPI-Systeme implementiert. Im Jahr 2010 haben wir die ersten beiden Geräte in Betrieb genommen, im Mai diesen Jahres wurden zwei weitere installiert. Die Integration der Geräte hat im Übrigen völlig problemlos funktioniert. Alle erforderlichen Schnittstellen waren vorhanden, und es mussten keine speziellen Anpassungen vorgenommen werden. Wir führen eine 100-%-Kontrolle für jede Baugruppe durch und unsere Produktion ist nach DIN EN ISO 9001:2008 und DIN EN ISO 14001:2009 zertifiziert.
ID: Was sind die besonderen Anforderungen in Ihrem Prozess an die Parmi-Systeme?
NB-G: Unser Augenmerk liegt hauptsächlich auf der Sicherheit durch Vorhandensein der Lotpaste nach internen Spezifikationen, dem Erkennen von Schablonenverschmutzungen und -beschädigungen, dem Erkennen von Leiterplattenverschmutzungen und dem Erkennen von Pastenveränderungen durch Einflüsse wie Temperatur, Feuchtigkeit oder Lagerung. Zusätzlich setzen wir diese Systeme auch für die Qualifikation von Reflowmasken und Lotpasten ein.
ID: Hat sich der Produktions-Yield verbessert? Falls ja, in welchem Umfang?
NB-G: Ja, in der Automatischen Bestückung konnten wir bereits eine Verbesserung des FPY von ca. 1,2 bis 1,5 % auf über 98,5 % erreichen. In der Baugruppenfertigung fielen die Ergebnisse sogar noch deutlich besser aus: Der Anteil der Reparaturen von Reflowfehlern auf einer Serienbaugruppe wurde signifikant reduziert und die reparierten Baugruppen um 30 % verringert. Dies zeigt die sehr hohe Komplexität der Baugruppen und die Bedeutung, die einem qualitativ guten Pastendruck zukommt.
ID: Welches waren bisher die häufigsten Fehlerarten, die auf den Lotpastendruck zurückzuführen sind, und welche Fehler können Ihrer Meinung nach am zuverlässigsten durch die Inspektion reduziert werden?
NB-G: Die meisten Probleme wurden verursacht durch Fehlstellen oder Verschmierungen, durch Partikel auf der Leiterplatten-Oberfläche wie Folienreste oder Lötstopplack-Partikel, durch Schwankungen der Lotpastenmenge auf den unterschiedlichen Leiterplattenchargen aufgrund von Verwindungen der Leiterplatten oder der Höhe des Lötstopplackes und durch Toleranzüberschreitungen bedingt durch Reflowmaskenverschleißerscheinungen oder Lotpastenveränderungen (Viskositäten). Am einfachsten durch SPI zu vermeidende Fehler sind Zinnschlüsse, bzw. offene und kalte Lötstellen, hauptsächlich unter CSP-Bauformen.
ID: Wie ist es um die Anwendungspraxis bestellt? Werden die Systeme ausschließlich von besonders qualifiziertem Personal bedient, oder sind Sie der Meinung, dass auch angelernte Kräfte die Geräte gut bedienen können und zuverlässige Ergebnisse erzielen?
NB-G: Die Programmerstellung erfolgt bei uns ausschließlich durch eine qualifizierte Fachkraft, die bei Evaluierung von Anfang an mit eingewiesen worden ist und bei der Kaufentscheidung aus Betreuungssicht mitbestimmend war. Bei Loewe wird generell großen Wert darauf gelegt, dass die Mitarbeiter intensiv geschult werden und überdurchschnittlich gut über die Fertigungsprozesse Bescheid wissen. Die Parmi-Geräte sind überaus einfach zu bedienen und ermöglichen ein schnelles Einlernen der Bediener. Alle aus der Prüfung resultierenden Prozessentscheidungen mit Auswirkung auf Lötstellenqualität bedürfen natürlich besonderer Erfahrung.
ID: Frau Brosius-Glück, wir bedanken uns für das sehr interessante Gespräch und wünschen Ihnen weiterhin viel Erfolg bei der 3D-Lotpasteninspektion!
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}