

ATE-Spezialist SPEA hat eine umfassend konfigurierbare High-Speed-Testplattform vorrangig für den wichtigen Backend-Funktionstest von Smartcards/Chipcards bzw. UHF-Modulen/RFID-Tags aller Art (Radio Frequency Identification Devices) entwickelt. Diese Lösung ragt wegen ihres hohen Funktionsumfangs, der äußerst flexiblen Konfigurationsmöglichkeiten und weiterer technischer Features sowie des günstigen Preis-Leistungs-Verhältnisses aus den sonst offerierten Systemen für diese Aufgabenstellung deutlich heraus. Die Problematik bei dieser Aufgabenstellung ist soweit klar: Diese zunehmend in größeren Stückzahlen hergestellten Komponenten müssen rasch und kostengünstig funktionell vor dem Packaging, der Auslieferung oder dem Einbau verifiziert werden. Die Testkosten, die typischerweise das Produkt mit circa 30 % belasten, sind dabei eine sehr kritische Größe, insbesondere auch bei den in hohen Quantitäten gefertigten RFID-Elementen.
Das komplette System besteht aus einer kompakten und ausbaufähigen Unit der Halbleiter-Testerserie Comptest CT1000 von SPEA zusammen mit einem Reel-to-Reel-Handler H1000 des Herstellers inklusive der jeweiligen produktspezifischen Kontaktiereinheit bzw. für kontaktlose Prüfobjekte (im HF-Betrieb) über ein Antennenmodul. Abhängig von der Applikation ist das kostengünstige System in verschiedenen Ausführungen und mit unterschiedlichen Funktionsumfängen verfügbar. Somit können sich die Anwender ihren zur jeweiligen Aufgabenstellung optimal passenden Tester aus der Palette von drei unterschiedlichen Basisversionen bzw. Ausbaustufen gezielt konfigurieren. Dadurch lassen sich zum einen die Anforderungen der Prüfaufgabe exakt erfüllen und zudem auch noch die Investitionskosten sowie die Folgekosten (Cost of Ownership) deutlich minimieren. Bekanntlich soll das im Idealfall in den Unternehmen auch die technisch und wirtschaftlich angestrebte Lösung für solche Verifikationsaufgaben auf Basis optimaler Testsystemkonfigurationen sein: die Prüfkosten und damit letztlich die Fertigungskosten eines Produkts oder Geräts zu reduzieren helfen.
Zusammen mit dem Handlersystem H1000 arbeitet die Testplattform mit einem sehr hohen Prüfdurchsatz, wobei die Testobjekte (DUT, Device Under Test) zur Prüfung zuerst von der Zulieferrolle ins System laufen und danach auch wieder auf einer Rolle aufgespult werden. Eine Stanze markiert hierbei nach dem elektrischen Test die DUTs zur Unterscheidung der guten und fehlerhaften Komponenten. Der Systemdurchsatz inklusive der Handleroperation ist vom Hersteller mit insgesamt 60.000 Bausteinen/Stunde spezifiziert. Dabei beträgt die Testzeit typischerweise 300 ms. In der kleinsten Ausbaustufe wird mit 8 Testsites (für DUT-Adaptierung und Signalmanagement) parallel getestet, im Maximalausbau sind je System insgesamt bis 32 Testsites im Parallel-Betrieb verfügbar. Selbst die größte Ausbaustufe ist zudem für den Funktionstest von Dual-Interface-Karten (Kontakt/kontaktlos) geeignet. In allen System-Ausbaustufen sind synchrone sowie auch asynchrone Tests problemlos möglich. Dies gilt sowohl für die Prüfung von RFID/UHF-Komponenten als auch Chipcards/Smartcards.
Die Testerserie umfasst insgesamt drei Basis-Modelle, die sich in ihrem speziellen Anwendungsgebiet unterscheiden. Das voll ausgebaute Universalsystem CT1000 zielt gleicherweise auf Module und Komponenten der Kategorie RFID/UHF bis 1,2 GHz sowie auf Chipcards/Smartcards, die entweder wie üblich über Kontakte bzw. Pins angesprochen werden oder auch kontaktlos über die HF-Strecke bzw. in Kombination der beiden möglichen Betriebsarten. Zudem umfasst System CT1000 praktisch auch alle hier dabei vorkommenden Prüfmodi und Protokolle für kontaktabhängige Tests bzw. die HF-Signalstrecke, die zum Nutzen der Anwender bereits in der Software implementiert sind. Das etwas abgespeckte Modell CT1100 hingegen ist ausschließlich auf die UHF-Prüfobjekte fokussiert und testet dabei grundsätzlich die Prüfobjekte entsprechend dem Protokoll ISO 18000. Die andere Ausführung CT1200 allerdings ist grundsätzlich konzipiert zum Prüfen von RFID-Komponenten (ausgenommen UHF-Module) sowie Chipcards/Smartcards (mit Kontakten oder kontaktlos bzw. in Kombination) und unterstützt praktisch hier ebenfalls alle vorkommenden Prüfmodi und Protokolle. Mit diesen drei Basisausführungen und der Möglichkeit, diese Systeme schrittweise von 8 bis 32 Testsites analog zu den Durchsatzanforderungen auszubauen, deckt die Plattform CT1000 alle in diesem Anwendungsbereich vorkommenden Funktionstests im Backend ab.
Eine Vielzahl von elektrischen Prüfungen
Um mit den HF-Eigenschaften der Plattform zu beginnen, der Frequenzbereich der RFID-Kanäle liegt zwischen 125 kHz und 15 MHz, jener der UHF-Kanäle reicht von 800 MHz bis 1,2 GHz. Die digitalen Kanäle (Auflösung 16 Bit/- 1,5 bis + 6,5V) überstreichen Taktraten bis 100 MHz. Auf der analogen Seite stehen bis zu 192 Kanäle mit einem Hub von ± 10 V/100 mA Laststrom und einer Auflösung von 16 Bit zur Verfügung. Diese Spezifikationen stellen sicher, dass bei sehr hoher Messgenauigkeit gleichzeitig die Prüfzeit deutlich reduziert wird. Auch andere Features sind bemerkenswert. So arbeitet in jedem der RFID-Kanäle eine eigenständige PLU (Programmable Logic Unit), die beim Aufruf des zugehörigen Programms vom System automatisch mit dem Übertragungsprotokoll geladen wird. Dies stellt sicher, dass wirklich im voll parallelen Testbetrieb das aktuelle Kommunikationsprotokoll des Prüfobjekts decodiert wird.
Wie kurz erwähnt offeriert das System von SPEA eine Vielzahl von Übertragungs-Standards und Protokollen, wobei praktisch alle heutigen relevanten Normen erfasst sind und es relativ einfach ist, auch künftige Standards in die Software zu implementieren. Hier nur einige der heute wichtigsten Standards zur Verdeutlichung: Bei kontaktgesteuerten Chip- bzw. Smartcards sind dies Vcc, Clock, Rst, IO und IO2 entsprechend ISO 7816/7813. Bei kontaktlosen Smartcards sind dies die Prüfprozeduren entsprechend ISO 14443, inklusive der Unterprotokolle wie Typ A, Typ B, I-Code. Hinzu kommt ISO 15693 inklusive der Unterprotokolle 1-aus-4 und 1-aus-256. Weitere unterstützte Protokolle sind MIFARE , FeliCA und ISO 11784/85. Auch die neuen Übertragungsprotokolle wie USB, MMC und I 2 C sind verfügbar. Außerdem kann die Prüfung natürlich entsprechend der vom Anwender vorgegebenen bzw. selbst entwickelten kundenspezifischen Protokolle erfolgen. Die Implementierung der Übernahme des Protokollverfahrens in die PLU ist eine Entwicklung von SPEA und somit als spezifische IP (Intellectual Property) nur auf dieser Plattform verfügbar.
Bei der Prüfung von RFID-Komponenten arbeitet das Testsystem natürlich mit allen relevanten Kommandos und Testanweisungen, dazu gehören beispielsweise REQA, Wake-Up, Select, Memory Test und viele mehr. Solche RFID-Bausteine werden parallel entsprechend der Konfiguration mit Testsites (8 bis 32) entweder über die Kontakte mit Adapter-Nadelkarte oder kontaktlos per Antennenmodul über die Funkstrecke getestet.
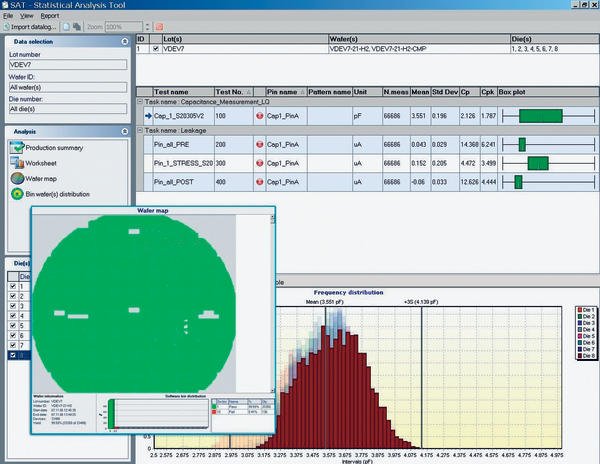
Abhängig von der Prüfobjektkategorie lassen sich am Eingang sowohl die Kapazität als auch Induktivität messen. Weiterhin wird auf Kurzschluss, Unterbrechung oder Leakage geprüft, auch um die korrekte Kontaktgabe über die Adaptierung zu verifizieren. Zudem lassen sich auf den Modulen dabei auch die üblichen passiven Bauteile wie Kondensatoren, Widerstände oder Schwingkreise funktionell mittesten. Und bei kontaktlosen Komponenten wird dann auch der Funktionsabstand (Working Distance) kontrolliert werden. Wichtig ist auch, dass die Tiefe der Retro-Modulation (RMI) gemessen wird und so die Klarheit sowie Stärke bzw. Qualität des Antwortsignals bestimmt wird, das vom Prüfobjekt zurückgeht. Die Prüfungen sind mit Probern auch direkt auf dem Silizium-Wafer möglich.
Sehr rascher Wechsel der Prüfobjekte
Ein weiteres besonderes Charakteristikum des SPEA-Systems und mit dem angeschlossenen Handler ist die umfassende Ablaufsteuerung über ein Vision System. Die Prozedur sieht hierbei folgendermaßen aus: Grundsätzlich wird erst einmal von einem Prüfobjekt ein Referenzbild erzeugt und gespeichert. Anhand dieser Referenz werden dann die Komponenten völlig automatisch und sehr präzise ohne weitere Bedieneraktionen platziert. Muss dann das System wieder auf dieses Modul eingerichtet werden, erfolgt der Setup per Referenz blitzschnell und die Rüstzeit ist somit sehr kurz. Das heißt also, dass bei jedem Produktwechsel die Justierung und Platzierung des Moduls über die Softwaresteuerung anhand des Referenzbildes erfolgt, das bei der Produkteinführung erstmalig erfasst und gespeichert wurde.
Damit entfällt die sonst übliche zeitaufwändige und fehleranfällige Justierung über Mikrometerschrauben bei Produktwechseln, bei der im Fertigungsumfeld etwaige Ungenauigkeiten und Irrtümer nie völlig auszuschließen sind. Beim SPEA-Handler hingegen wählt der Benutzer das aktuelle Prüfobjekt aus seiner Liste aus und der Komponentenwechsel erfolgt einfach per Knopfdruck über die Systemsoftware. Danach sind Handler und die Testsystemeinheit sofort betriebsbereit, es ist also kein weiterer Aufwand für irgendwelche Einstellungen und Justierungen mehr nötig. Dies wirkt sich natürlich vorteilhaft auf die Verfügbarkeit des Systems (Uptime) aus, die deshalb steigt und somit lassen sich in einer gegebenen Zeiteinheit noch mehr DUTs verifizieren.
Noch ein weiteres Merkmal sorgt über eine lange Betriebszeit für hohe Genauigkeit und Zuverlässigkeit. Der SPEA-Handler arbeitet beim Stanzen (Markieren der DUTs) mit Linearmotoren, im Gegensatz zu den sonst üblichen Spindelmotoren. Der Antrieb des Handlers über die langlebigen Linearmotoren ist folglich verschleißfrei, denn die Linearmotoren sind luftgelagert, und benötigt keine besondere Wartung der Mechanik. Diesen Vorteil offerieren andere Systeme nicht, da deren Spindelantriebe regelmäßig gewartet werden müssen und durch den unvermeidbaren Verschleiß/Abrieb im Betrieb auch zu größeren Toleranzen tendieren. Zur Markierung auf der Rolle wird im SPEA-Handler eine Reject-Stanze verwendet, die fehlerhafte Bauteile bzw. Module kennzeichnet. Die Positionierung erfolgt über Encoder, die mit Hilfe des Referenzbildes die Schlecht-Markierung sehr genau an den definierten Punkt setzen. Die Positioniertoleranz beträgt nur noch ± 15 µm. Unterschiedliche Schrumpfungseffekte der Kunststoffbänder sind damit zuverlässig ausgeblendet und spielen keine Rolle mehr wie bei anderen Systemen. Die Steuerung und Platzierung der Reject-Stanze über Kamerasystem und Encoder, wie sie SPEA implementiert hat, ist auf dem Markt einzigartig bei solchen Prüflösungen.
Leichte Programmierung per Tabellen
Die SPEA-Halbleitertester sind mit der bewährten Systemsoftware ATOS C2 ausgestattet, die über eine grafische Benutzeroberfläche solche wichtigen Programmier-Werkzeuge wie Visual Debugger, Waveform Editor, Vector View und Online Vektor Editor zugänglich macht. Die offene und universelle Struktur der Software-Plattform ermöglicht eine optimale Anbindung sowohl an alle üblichen Interface-Standards als auch an kundenspezifische Schnittstellen in der Fertigung. Damit lassen sich die Halbleitertester von SPEA praktisch in jede Fertigungsumgebung komplikationslos integrieren. So können zum Beispiel Messinstrumente per IEC-Bus (GPIB) gesteuert, dann die Test- und Prozessdaten per Ethernet übertragen, weitere Werkzeuge über die langbewährte TTL-Schnittstelle überwacht und kontrolliert sowie ein Barcodeleser zum Erkennen der DUTs an die serielle RS-232 angeschlossen werden. Alle diese Abläufe greifen dabei insgesamt nahtlos, fehlerfrei und transparent ineinander über. Für die komplikationslose und flexible Implementierung der Lösung in praktisch jede Fertigung ist diese offene Software-Architektur sehr wichtig.
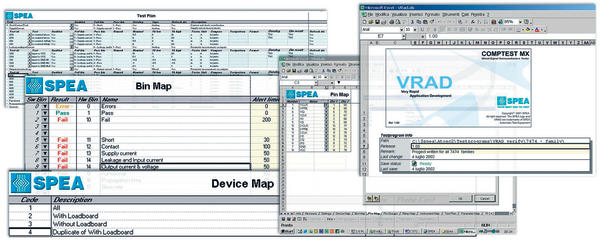
Etwas Besonderes im Halbleitertest stellt auch das in der Software enthaltene VRAD-Paket (Very Rapid Application Development) dar, das sich durch sehr spezielle Funktionen und Charakteristiken auszeichnet. VRAD ist ein Eingabe- und Programmentwicklungs-Tool, das im Prinzip keine Programmiererfahrung oder Kenntnisse einer Programm-Hochsprache voraussetzt. Die Software stellt eine leicht verständliche Programmgenerierung bereit, die auf der listenorientierten Darstellung von Tabellen und Datenblättern basiert. Sie erleichtert und vereinfacht das Erstellen des Testprogramms und verwaltet außerdem jene Datenstruktur, auf die das Testprogramm bei der Ausführung zurückgreift. Mit dem VRAD-Softwarepaket erfasst und bearbeitet der Benutzer die Eingaben wie Bauteil-Spezifikationen, Testsequenzen und Prüflimits in tabellarischer Form. Der Anwender wählt aus einer Tabelle alle Testmodule aus, die durchgeführt werden sollen. Dazu definiert er die Reihenfolge und die Parameter der Prüfungen. Anhand dieser Auswahl wird das Testprogramm automatisch von der Software erstellt. Mit der AutoDebug-Funktion lässt sich anschließend die Programmfunktionalität sicherstellen.
Der erfahrene Testingenieur kann dann solche auf die einfache Weise erzeugten Prüfprogramme dennoch in der Hochsprache C++ bei Bedarf bis ins kleinste Detail tunen. Eine große Besonderheit dieser Software ist außerdem, dass in VRAD alle programmrelevanten Parameter ohne Änderung des Quellcodes modifiziert werden können. Dies spart in der Programmentwicklung sehr viel Zeit ein. Zudem können bewährte Testsequenzen und Bibliothekselemente direkt aus anderen Programmen übernommen werden, so dass erneute kostenintensive und langwierige Qualifizierungsprozeduren oder die wiederholte Programmerzeugung für Bausteinprüfungen entfallen. Dies ist besonders wichtig bei Automotive-Chips oder anderen sicherheitsrelevanten Bausteinen, die in allen Produktions- und Prüfschritten streng zertifiziert sind. Und natürlich gibt es auch eine universelle Datenschnittstelle zur Übernahme praktisch aller Entwicklungsdaten aus den üblichen EDA-Systemen des Marktes, um damit die Erzeugung von Testprogrammen für neue Chips erheblich zu verkürzen.
(Gerhard B. Wolski)
EPP 453
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}