
Die Automatische Optische Inspektion (AOI) hat sich über die vergangenen Jahre deutlich weiterentwickelt und gehört mittlerweile in der Elektronikfertigung zu den wichtigsten Instrumenten einer umfassenden Test- und Inspektionsstrategie. Ursprünglich dienten die AOI-Systeme als Ersatz für eine unzuverlässige Sichtprüfung, heute ermöglichen sie in SMD-Fertigungslinien mit hohen Stückzahlen eine Minimierung der Fehler, eine Erhöhung der Fertigungsausbeute sowie eine Reduktion der Kosten für Nacharbeiten.
John Arena, Pamela Lipson, Teradyne Assembly and Test Division, München
Welchen Nutzen die AOI-Technologie bringt, lässt sich für den Elektronikhersteller erst anhand der stetigen Reduktion der Lohnkosten, der Ausschussrate und dem Aufwand für Nacharbeit in den nachfolgenden Fertigungsstufen ermessen. Zudem lassen sich deutliche Qualitätsverbesserungen bei den Produkten und Prozessen feststellen. Anfangs wurden die AOI-Systeme hauptsächlich als Ergänzung zum In-Circuit-Test angesehen. Inzwischen ermöglicht die hohe Fehlerabdeckung der AOI-Systeme oftmals eine Reduktion der ICT-Testabdeckung oder sogar einen vollständigen Ersatz des ICT, wodurch sich gleichzeitig Einsparungen bei ICT-Adaptern, Programmierung und Testkosten im Prozess ergeben.
Gegenüber der Anfangszeit haben sich allerdings mittlerweile die technischen Anforderungen an die automatische Inspektion von elektronischen Baugruppen deutlich erhöht. Bislang konnten aber die Möglichkeiten der AOI-Systeme nicht entsprechend verbessert werden.
Mit jeder neuen Generation der immer leistungsfähigeren portablen Elektronikgeräte steigen gleich-sam die Komplexität und die Ansprüche an die Fertigung. So lassen sich mit der heutigen Technologie Mobiltelefone herstellen, die weit kleiner und leichter sind und eine deutlich größere Funktionalität aufweisen. Sie enthalten inzwischen sogar viele Funktionen, die nichts mehr mit dem eigentlichen Telefonieren zu tun haben, wie etwa Kameras, Videorecorder, Terminplaner oder gar einen drahtlosen Hochgeschwindigkeitszugang zum Internet.
Um die von den Endanwendern geforderte immer umfangreichere Funktionalität in immer kleineren Geräten unterbringen zu können, müssen die Hersteller immer dichtere und komplexere Baugruppen entwickeln und herstellen. Dies stellt eine stetige Herausforderung für die Fertigung dar und erhöht damit natürlich auch beständig die Anforderungen an die notwendige Fertigungstechnologie.
Neue Fertigungstechnologien erfordern neue Teststrategien
Erst verschiedene Entwicklungstrends machen diese portablen Elektronikgeräte möglich: zunehmende Halbleiterfunktionalität, Reduktion der Größe und Leistungsaufnahme der Halbleiter, innovative Gehäusetypen, höhere Connectivity und der Einsatz komplexerer Multilayer-Leiterplatten. Bei einigen kleinen drahtlosen Produkten, besonders bei HF-Bauteilen, ist nur ein eingeschränkter oder gar kein Nadelzugriff für den elektrischen Prozess- oder In-Circuit-Test (ICT) mehr möglich. Dies gilt besonders, wenn HF-, Video-, Audio- und Digitalfunktionen immer näher zusammenrücken und zudem eine umfangreiche Abschirmung auf der Baugruppe benötigt wird.
Der Fortschritt bei portablen Elektronikgeräten ist gleichsam ein Vorbote für das, was später auch auf den Rest der Elektronikindustrie zukommen wird. Die dort erlangten Erfahrungen und die Fortschritte in den Bereichen der Bauteilgehäuse, Abschirmung und Bauteiltechnologie werden sich schließlich auch auf andere Bereiche und Produkte übertragen, wo diese Innovationen die funktionelle Dichte in die Höhe treiben, die Kosten und die Abmessungen hingegen reduzieren.
Die technologischen Neuerungen, die es den Herstellern erst ermöglicht haben, kleinere Produkte mit höherer Funktionalität herzustellen, führten gleichzeitig zu Problemen beim Einsatz der traditionellen In-Circuit-Tester (ICT). Insbesondere hat der Verlust des Zugriffes über Nadelbett-Adapter dazu geführt, dass als Gegenmaßnahme zunehmend die nicht-invasive automatische optische Inspektion anstatt des ICT implementiert wurde. Dies bedeutete zwar eine große Chance für die AOI-Anbieter, machte aber gleichzeitig deutlich, dass gewisse Herausforderungen für die AOI-Verfahren zu lösen waren: Verbesserungen im Bereich der Programmiereffizienz, Zuverlässigkeit und Flexibilität. Die AOI-Anbieter haben diese Unstetigkeiten durch dichtere und komplexere Baugruppen erkannt, und versucht, entsprechende AOI-Programme zu entwickeln.
Das Erreichen einer hohen Fertigungsausbeute ist bei Baugruppen mit einer hohen Funktionsdichte deutlich schwieriger, da eine Vielzahl von kleinen Komponenten zu einer höheren Fehlerwahrscheinlichkeit führt, und da die höhere Interconnect- und Baugruppenkomplexität mehr Fehlermöglichkeiten bietet. Obwohl die Fehlerraten in der Produktion (gemessen über die Anzahl der Fehler pro einer Million Möglichkeiten oder DPMO) mathematisch betrachtet in modernen Prozessen sehr niedrig erscheint, führt die wachsende Baugruppenkomplexität gleichzeitig zu einer höheren Anzahl von Fehlermöglichkeiten. Die Zahl der produzierten Fehler ergibt sich aus der Zahl der Fehlermöglichkeiten multipliziert mit der Wahrscheinlichkeit – damit kann sich selbst bei einer „niedrigen“ Fehlerrate eine inakzeptable Zahl von Fehlern bei einer ausreichend komplexen Baugruppe ergeben.
Probleme bei kleinen Stückzahlen und hohem Produktmix
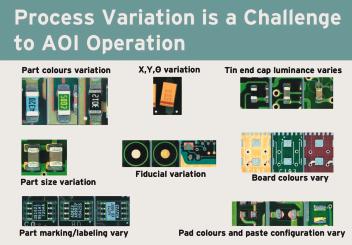
AOI-Systeme haben sich hauptsächlich in Anwendungen mit höheren Stückzahlen bewährt und konnten in einigen Fällen sogar elektrische Testanwendungen ersetzen, besonders wenn die Baugruppenstückzahlen und die Prozessstabilität konstant sind. Die Achilles-Ferse des AOI-Verfahrens ist allerdings eine geringe Stückzahl oder Anwendungen mit einem gewissen Produktmix (Bild 1). Bei hohen Prozessabweichungen und Bauteilstreuungen (z.B. bei kleinen Fertigungslosen) ist das Manko der konventionellen AOI-Systeme klar: nur mit einer hinreichenden Stückzahl von Baugruppen und gewissen Fähigkeiten des Programmierers lassen sich die nominellen Betriebsparameter einstellen. Derartige Systeme nutzen das Wissen und die Erfahrung des Programmierers, um die programmtechnischen Standards für fehlerfrei und fehlerhaft festzulegen, und um die erlaubten Grenzbereiche darum herum zu definieren. Was gut genug ist, hängt vom Urteil und von den Anfangsergebnissen ab. Da konventionelle AOI-Systeme von empirischen Programmiermethoden abhängig sind, nimmt die Kompetenz in Bezug auf Zeit und Stückzahlen zu, da dann eine größere Zahl statistischer Messwerte und Stückzahlen zur Unterscheidung von gut und schlecht zur Verfügung stehen. Bei unvorhergesehenen Prozessabweichungen stellt diese Art der Programmierung konventionelle AOI-Systeme vor eine große Herausforderung. Und wenn die erforderliche Zeit und die Stückzahlen nicht verfügbar sind, um diese stabilen Testnormale einzustellen, ist der effektive Einsatz von AOI ebenfalls problematisch.
Die konventionelle AOI-Technologie sieht sich bei Prozessabweichungen zudem einer anderen Schwierigkeit gegenüber. Sobald die Grenzwerte einmal festgesetzt wurden, sind diese fix. Da sich aber Maschinen, Umgebung und das Bedienpersonal immer wieder verändern, bringen solche „normalen“ Streuungen eine weitere Einschränkung der AOI-Technologie ans Tageslicht – die programmierten Grenzwerte sind unveränderlich.
Die Konsequenz daraus ist, dass beim Abweichen der Betriebs- oder Prozessbedingungen von den erwarteten Grenzwerten sogenannte Pseudofehler enstehen, d.h. fehlerfreie Ergebnisse werden als fehlerhaft beurteilt. Prozessänderungen, die nicht bereits im Programm berücksichtigt wurden, erhöhen damit die Zahl der Pseudofehler. Eine Produktionsumstellung, der Einsatz anderer Komponenten oder ein Wechsel des Baugruppenlieferanten gehören zu den Ursachen für derartige Varianzen, die dann falsche Fehler verursachen (Bild 2). Solche Varianzen sind zufällig und lassen sich nicht einfach a priori in einem Inspektionsprogramm berücksichtigen. Bei kleinen Stückzahlen oder zunehmendem Produktmix übersteigen diese Streuungen die zulässigen Grenzwerte der konventionellen AOI-Technologie. Bei AOI-Systemen müssen diese Varianzen vom Anwender ausgeglichen werden. Sie lassen sich aber erst dann kompensieren, wenn sie erstmals vom Programmierer wahrgenommen wurden: ein Teufelskreis.
Die moderne schlanke Fertigung und regionale Zentren zur Einführung neuer Produkte erfordern eine neue Form fortschrittlicher optischer Inspektionssysteme, die eine derartige Kompensation zulassen, und somit einen vollständigen Verlust des physikalischen Zugangs ausgleichen können. Intelligentere Inspektionslösungen ermöglichen den Einsatz intelligenterer, nicht-invasiver Alternativen zur Fehlerentdeckung, die erstmals die Überprüfung der Prozessqualität durch eine Erkennung der Fehlerbedingungen erlauben.
Neue AOI-Generation benötigt Prozesswissen
Die nächste Generation der automatischen optischen Bilderkennung muss Lösungen hervorbringen, die die SMT-Prozesse verstehen, und damit die täglichen Streuungen entsprechend ausgleichen können. Diese neue Generation der optischen Inspektionssysteme muss ein eingebautes „Bewusstsein des Prozesses“ enthalten, und zudem die betrachteten Objekte kennen. Die optischen Inspektionssysteme der nächsten Generation müssen die konventionelle umfangreiche Programmierung ersetzen, und dadurch die heuristischen Methoden und Einschätzungen durch den Programmierer beseitigen. Optische Inspektionssysteme müssen endlich zu automatischen Lösungen werden, die die Struktur der zu untersuchenden Objekte, den Zusammenhang der Objekte sowie deren Hintergrund „kennen“. Anders gesagt: Solche Systeme ersetzen das Wissen der Programmierer durch intern vorhandene, standardisierte Daten. Damit lassen sich die heute noch für die Programmerstellung notwendigen Erfahrungen des Anwenders durch intern vorhandene Prozessdaten teilweise oder sogar ganz ersetzen.
Die AOI-Systeme haben sich seit der Anfangszeit deutlich weiterentwickelt. Sie sind sehr hochentwickelt, weisen eine hohe Flexibilität bei den Abbildungsmöglichkeiten auf, verfügen über mehrere Beleuchtungseinrichtungen zur Beleuchtung aus verschiedenen Winkeln, mehrere Kameras, und sie setzen für all dies ein ausgeklügeltes Timing- und Steuerungssystem ein. Das Wissen, wie diese Hardware einzusetzen ist, ist die unerlässliche Voraussetzung für die Entwicklung der nächsten Generation der optischen Testsysteme, deren Leistung die gegenwärtigen elektrischen Testmethoden hinsichtlich der Effizienz und des einfachen Einsatzes in Frage stellen wird.
Diese neue Generation von robusten optischen Inspektionssystemen muss auch in Umgebungen mit mittleren Stückzahlen und hohem Produktmix einsetzbar sein, und durch eine hochentwickelte Analyse die auftretenden Bauteil- und Prozessstreuungen kompensieren können. Die Anbieter von automatischen Bilderkennungssystemen berücksichtigen mittlerweile derartige Forderungen. Bei den jüngsten Entwicklungen im Bereich der automatischen Bilderkennung haben sich inzwischen zwei Arten der Verbesserungen herauskristallisiert, die versprechen, die heutige Form der Inspektion zu revolutionieren.
Statistische Modellierung als neuer Ansatz
Eine dieser vielversprechenden Methoden nutzt eine statistische oder erscheinungsbasierende Modellierung, um die Bibliothekseinträge mit Hilfe von guten und schlechten Beispielen aus dem Produktionsanlauf automatisch zu definieren und zu lernen. Der Vorteil dieser statistischen Methodik liegt in der Automatisierung des Unterscheidungsprozesses zwischen gut und schlecht, wodurch für den Anwender dieser bisher manuell ausgeführte und aufwändige Prozess entfallen kann. Mit Hilfe dieser statistischen Methode kann der Anwender die aus der Prototypenfertigung oder aus dem Produktionsanlauf gesammelten Bilddaten nutzen, und daraus automatisch Beispiele für gute oder schlechte Einträge erzeugen. Die gespeicherten Stichproben werden hinsichtlich Drehwinkel, Größe und Form normalisiert und in Eigenvektoren umgewandelt, eine interne Darstellungsart zur späteren Verwendung. Durch das Sammeln weiterer Beispiele für gute und schlechte Daten lassen sich diese Eigenvektor-Einträge weiter verbessern und den inkrementellen Streuungen anpassen.
Durch diese statistische Modellierung muss der Anwender keine manuellen iterativen Anpassungen an der Hardware mehr vornehmen, um mögliche Abweichungen auszugleichen. Die statistische Modellierung automatisiert diesen wichtigen Schritt, wodurch eine manuelle Auswertung und Anpassung der Bibliothek nicht mehr erforderlich ist. Sie automatisiert zudem den Prozess des Vergleichs neuer Bilder mit den gespeicherten Eigenvektor-Basisvektoren, und vereinfacht damit den Testprozess.
Eine mögliche Einschränkung dieser statistischen Modellierung ist, dass sie immer noch auf der Basis einer statistischen Betrachtung arbeitet – das heißt, dass das Verfahren nach wie vor eine hinreichend große Zahl von Beispielen aus einer größeren Stückzahl benötigt, um brauchbare Bibliotheksergebnisse zu erhalten. Als Konsequenz sind derartige Verfahren in der Baugruppenfertigung auf eine ausreichende Zahl von Stichproben angewiesen, um einen akzeptablen Anteil von Pseudofehlern ( ~ 100 ppm) zu erreichen. Eine zweite Einschränkung besteht darin, dass diese statistischen Verfahren die anfänglichen Stichproben für gut und schlecht zu Grunde legen. Diese wurden durch den Programmier untersucht, wobei auch hier natürlich die Möglichkeit für eine falsche Einschätzung von gut und schlecht besteht, die dann zu Fehlern in den Eigenvektoren, und damit später zu unentdeckten Problemen bei der Fehlerabdeckung oder der Fehlerentdeckung führen können. Interessante Diskussionen über die statistische Erscheinungsmodellierung sind zu finden unter: http://www.cs.bu.edu/techreports/pdf/1994-015-search-by-shape-example.pdf und http://whitechapel.media.mit.edu/vismod/demos/facerec/index.html.
Das Umfeld in die Auswertung einbeziehen
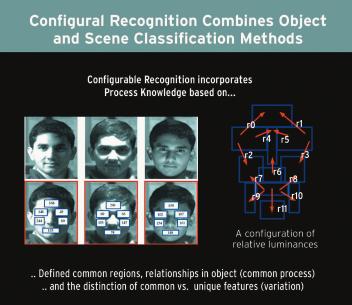
Eine zweite aussichtsreiche Methode basiert auf einer kombinierten Erkennung der Objekte und des Umfeldes. Dieses Configural-Recognition genannte Verfahren beruht auf der Entdeckung von Objekten und Szenen in einem ansonsten normalen Bild. Solche Erkennungsverfahren basieren darauf, dass vorab die räumlichen Beziehungen und die erlaubten Abweichungen in den wichtigen Objektbereichen sowie die Beziehungen und der Gradient dieser Bildregionen zu den anderen Bildregionen definiert werden (Bild 3).
Configural-Recognition wurde in verschiedene Bild-Suchmaschinen integriert und konnte dabei erfolgreich bestimmte grafische Objekte erkennen – ähnlich wie mit einer Internet-Suchmaschine. Der Vorteil von Configural-Recognition besteht darin, dass das Wissen zur Unterscheidung von gut und schlecht bereits als Wissen in die Anwendung hinein kodiert ist, und sich nicht auf statistische Werte oder eine Vielzahl von gelernten Beispielen stützt. Damit funktioniert Configural-Recognition auch bei verhältnismäßig wenigen praktischen Beispielen, und kann (theoretisch) sogar mit nur einem Beispiel effektiv arbeiten. Configural-Recognition lässt sich somit auch für die Einführung neuer Produkte, sowie bei kleinen Stückzahlen und hohem Produktmix einsetzen, wo sonst die Stückzahl zum Problem wird. Ein weiterer Vorteil besteht darin, dass die erforderliche Hardware sehr viel einfacher aufgebaut sein kann, da nur eine statische feste Lichtquelle und eine einzige Kamera benötigt werden.
Eine Einschränkung von Configural-Recognition ist die sehr hohe benötigte Rechenleistung, die noch bis vor kurzem sehr teure Computer erforderte. Durch die Fortschritte in den Bereichen der Taktrate, der Multi-Prozessor-Rechner und durch das mittlerweile gute Preis/Leistungsverhältnis für eine parallele Datenverarbeitungslösung ist Configural-Recognition aber in den Bereich des Möglichen gerückt. Eine weiterer Aspekt ist, dass Configural-Recognition ein genaues Prozesswissen für die jeweilige Anwendung benötigt.
Zusammenfassung
AOI genießt gegenwärtig in Anwendungen mit hohen Stückzahlen eine große Beliebtheit, und künftige Entwicklungen im Bereich der automatischen Bilderkennung versprechen gegenüber den gegenwärtigen Möglichkeiten außergewöhnliche Verbesserungen. AOI hat demonstriert, dass die automatische Bilderkennung prinzipiell funktioniert. Die Herausforderung für die Gerätehersteller besteht nun darin, die technologischen Lösungen weiter auszubauen, und die wahren Versprechen der automatischen Bilderkennung zu erfüllen: einfache Anwendung, umfassende Leistung und zuverlässige Diagnose für alle Anwender.
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}