
AOI-Systeme gehören zunehmend zur Standardausstattung in SMT-Linien, doch für ihre Anwendung gibt es noch kein Standardvorgehen. Ursprünglich war es das primäre Ziel, mit AOI-Equipment die Produktivität und die Qualität zu erhöhen, indem man die Zahl der fehlerhaften Baugruppen reduziert. Doch eine der häufig erwähnten Nachteile war die hohe Zahl der False Calls. Solche irrtümlich gemeldete Defekte sind Komponenten, die im Grunde keinen Fehler aufweisen, doch vom System als fehlerhaft angezeigt werden. Die Kehrseite wirkt sich direkt auf die Vorteile aus, denn ein weiterer Ausbau der Ressourcen (mehr Fertigungsmitarbeiter), um die Inspektionsergebnisse zu über- prüfen, wurden nötig. Das steigert die Kosten der Suche nach den wirklichen Fehlern und damit auch insgesamt die Inspektionskosten. Doch nicht alle AOI-Systeme gleichen sich in diesem wichtigen Punkt: Die Anzeige von False Calls variiert erheblich bei den heute am Markt verfügbaren Systemen.
Jean-Marc Peallat & Russ Warncke, Vi Technology, Richardson (USA)
Auf einen einfachen Nenner gebracht ist die Rate der False Calls ein Ausdruck für die Unterscheidungs-Sicherheit in der Inspektion. Ist nämlich die Inspektionstechnik, mit der zwischen fehlerhaften und guten Bauteilen unterschieden wird, genau und exakt genug, dann sind Anzeigen von False Calls sehr niedrig. Sollte allerdings das System große Grauzonen ermöglichen, in denen es nicht mit hoher Sicherheit zwischen guten und fehlerhaften Komponenten unterscheiden kann, wird die Rate der False Calls sehr hoch sein. Von ihrem technischen Konzept her können AOI-Systeme in zwei Kategorien eingeteilt werden: Equipment, das Variablen mißt, um Abweichungen und damit Defekte genau zu erfassen und kategorisieren, und solche Instrumente, die dazu nur Bilder vergleichen. So wird also die erste Kategorie als Algorithmen-basierend bezeichnet und die andere als Bildvergleichs-Methode, Image-basierend.
Prüfmethoden im Vergleich
Ein einfacher Weg für den Vergleich beider Techniken ergibt sich, wenn man einfach einmal in die „Schuhe“ eines Fertigungsmitarbeiters schlüpft, der die Qualität von Holzgehäusen beurteilen soll. Nimmt man an, daß er nun 5 Gehäuse erhält, die für gut befunden wurden (sozusagen die Referenz), und anschließend sind 50 andere Gehäuse aus der laufenden Produktion zu kontrollieren. Eine übliche Vorgehensweise wäre dabei, jedes Gehäuse im Vergleich zu den 5 „Guten“ zu kontrollieren. Das läßt sich nacheinander für jedes Prüfobjekt separat gegen jede einzelne Referenz vornehmen, oder mit mehr Erfahrung des Mitarbeiters gegen die Referenzen als eine Gruppe. Den anderen Tag jedoch erhält der Mitarbeiter eine genaue Messeinrichtung zur Kontrolle der Gehäuse, gleichzeitig noch eine Anleitung mit deren wesentlichen Daten – und dann sollen die 50 Gehäuse geprüft werden. Gut-Muster sind also nicht mehr vorhanden. Die jetzt übliche Methode wäre, die wesentlichen Punkte jedes Gehäuses auszumessen und solche Objekte zurückzuweisen, die nicht den klar niedergelegten Spezifikationen entsprechen. Die erste Prüfmethode basiert somit auf einer Reihe von Abschätzungen.
Die große Unsicherheit dabei: nach welchen Kriterien wurden die 5 Gut-Muster ausgewählt? Sind sie wirklich die „goldenen“ Muster, welche ein perfektes Produkt repräsentieren oder wurden sie nur zufälligerweise ausgewählt? Was wäre, wenn die Fertigung hier einen schlechten Tag gehabt hätte? Zudem darf man nicht übersehen, sollte ein Fertigungsmitarbeiter Gut-Muster auswählen und entscheiden, ob sie den Vorgaben entsprechen oder nicht, dass es sich dabei um eine weitere Abschätzung handelt. Mit weiter steigenden Stückzahlen wird der Mitarbeiter dann zwangsläufig berechtigt, auch mehr Referenzen zu seinen Gut-Mustern hinzuzufügen, wenn er diese als akzeptierbar einschätzt. Und mit dieser weiteren Einschätzung ergeben sich Möglichkeiten für noch größere Ungenauigkeiten und Fehler. Bei der anderen, dieser Routine weitaus überlegeneren Methode, verwendet man eine genaue Messeinrichtung und kontrolliert damit anhand klarer Soll-Daten die Prüfobjekte. Abgesehen von einer defekten Messeinrichtung gibt es hierbei wenig Fehlermöglichkeiten.
In der SMT-Baugruppenfertigung hat man es mit AOI-Systemen zu tun, die ähnliche Techniken und Methoden aufweisen. Die Image-basierenden Systeme vergleichen Aufnahmen von Bauteilen – und die Algorithmen-basierende Systeme messen exakt physische oder optische Merkmale, um Defekte auszusortieren.
Image-basierendes AOI
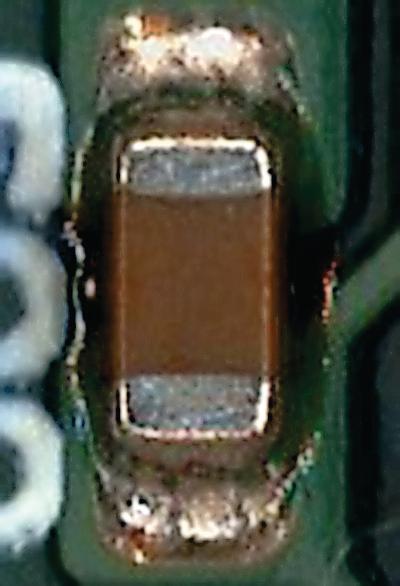
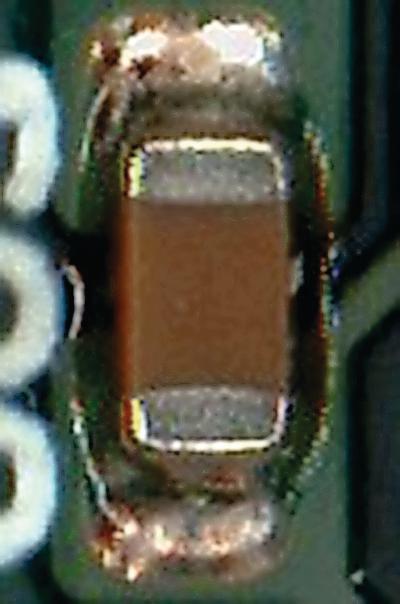
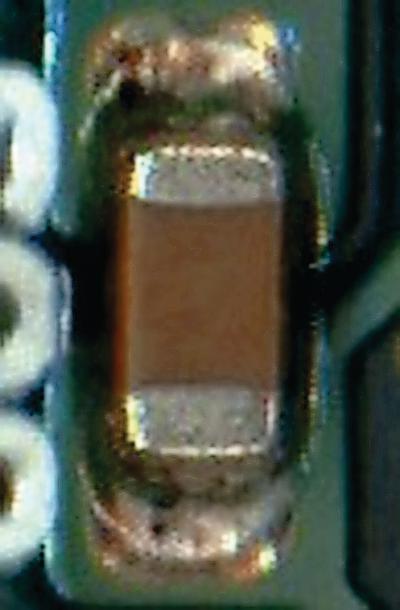
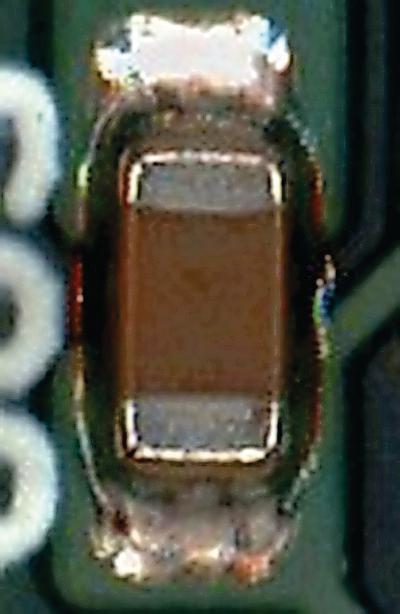
Bei der Programmierung von Image-basierender AOI muß zumindest zuerst ein tadellos gutes („goldenes“) Muster vorliegen, und zwar für jeden Referenz-Designator (Merkmal) auf dieser Baugruppe. Doch sogar für Systeme mit sogenannter Bild-Bibliothek ist die Übertragbarkeit von Programmen erheblich eingeschränkt. Denn die Bauteile einer neuen Baugruppe in der Fertigung müssen wieder erneut von „guten“ Mustern abgelernt werden. Sind 5 Boards vorhanden, so müssen in der Praxis auch 5 Bilder für den Referenz-Designator bestimmt werden. Will man beispielsweise die Position von C0603 programmieren, der auf den Referenz-Designator C69 bestückt ist, können 5 Muster verwendet werden.
Auf den ersten Blick erscheinen sie als gute Muster, die alle wesentlichen Prozessabweichungen umfassen, die Bauteile und Lötstellen erscheinen leicht unterschiedlich. Die meisten dieser Systeme definieren hier beim Programmieren einen speziellen Bereich (ROI, region of interest) um das „goldene“ Muster (Sample 2, rote Umrandung). Die Annahme, daß es sich hierbei um gute Muster handelt, kann jedoch zu Ungenauigkeiten in der Definition des Programm-Modells führen: Mit Beispiel 2 wird eine Unregelmäßigkeit in den wichtigen Bildausschnitt (ROI) als Referenz für künftige Beurteilungen übernommen. Vergleicht man auf diese Weise Bilder mit Bildern steht dahinter natürlich keine exakte Messung in X und Y sowie in Theta. Anhand der 5 Samples wird klar: keine der Komponenten ist perfekt bestückt in Relation zu den CAD-Sollpositionen in den Achsen X,Y und Theta. Deshalb führen solche Systeme Abschätzungen der Positionen durch, denn ihre Inspektionsergebnisse beruhen auf Vergleiche von Komponenten-Abbildungen, wobei deren wirkliche Lage im System nicht hinreichend eindeutig bekannt ist.
Man kann sagen, der Hauptvorteile dieser Methode liegt in der kurzen Programmierzeit zu Anfang. Man braucht (zumindest theoretisch) eigentlich nur ein „goldenes“ Board, um ein Programm zu erzeugen. Damit erscheint die rasche Integration solch eines Systems in die Fertigung für den Programmierer problemlos. Die Nachteile der Image-basierenden Technik sind die sehr hohe Zahl von False Calls sowie die Ungenauigkeit der Prüfmethodik des Equipments. Grundsätzlich sind diese beiden Einflußgrößen miteinander verknüpft, weil sie auf der gleichen Grundlage beruhen: dem Verfahren, mit dem die Bauteile beurteilt werden.
In einer laufenden Fertigung gleicht ja kein aktuell aufgenommenes ROI-Bild dem entsprechenden Ausschnitt vom goldenen Board. Jede kleine Abweichung, wie bei Sample 2, wirkt sich negativ auf die Inspektion aus, weil sie zu False Calls führt. Der Mitarbeiter hat hier in der Praxis keine andere Möglichkeit, als das aktuelle Bild als ein goldenes Muster zu akzeptieren, das in die Bibliothek übernommen wird. Auf diese Weise wächst der ursprüngliche Satz von 5 Mustern mit laufender Fertigung unaufhörlich an. Man erzeugt damit in der Bibliothek eine große Kollektion von Bildern mit unterschiedlichen Charakteristiken. Hier kommt es beim Vergleich zu einer hohen Zahl von False Call, die damit konfrontierte Mitarbeiter tendieren dazu, auch eine große Zahl von weiteren Bildern als „gut“ zu akzeptieren. Sie verschlechtern damit die Integrität der Inspektion weiter, denn sie fügen einfach Bilder ohne ausreichend exakte Charakterisierung ihren Referenzen hinzu, wobei sich mit der ständig anwachsenden Bild-Datenbank auch noch die Prüfzeit drastisch erhöht. Nachdem Abbildungen routinemäßig hinzugefügt werden, besteht die sehr große Wahrscheinlichkeit, daß auch zunehmend fehlerhafte Komponenten in die Datenbank gelangen. Diese Methodik führt mithin zu einer Verschlechterung des Inspektionsumfangs und erhöht auch die Wahrscheinlichkeit für eine höhere Zahl von irrtümlich akzeptierten Defekten (False Accepts).
Algorithmen-basierende Technik
Bei einem Algorithmen-basierenden System hingegen ist die Inspektion nicht von einer solcherart gewonnenen Bild-Datenbank abhängig. Das System verwendet statt dessen die exakt definierten wesentlichen Bauteil-Charakteristiken zur Gut/Schlecht-Unterscheidung. Die eindeutigen Modelle in der Bibliothek sind universell für jedes Inspektionsprogramm verwendbar, wobei die Bibliothek auf allen diesen Maschinen in der Fertigung eingesetzt werden kann (Portabilität). Die hier angewandte Erkennung und Matching von Pattern ermöglicht die nötige Flexibilität mit exakt programmierbaren Toleranzen für Farben, Bauteilgrößen und Lötstellen. Zur Lokalisierung der Komponenten erfaßt das System mit seinem Visionsystem die Kanten oder Kontraständerungen, die mit der Kontur des Modells übereinstimmen. Mit dieser Technik sind präzise Messungen möglich, die auf den Informationen beruhen, welche aus dem Bild des inspizierten Bauteils gewonnen wurden. Diese Inspektionsmethode stellt sicher, daß die Position eines Bauteils exakt und genau reproduzierbar erfaßt wird.
Die entscheidenden Vorteile der Algorithmen-basierenden AOI-Technik sind die hohe Genauigkeit und Wiederholbarkeit der Messungen sowie die niedrige Zahl von False Calls, auch bei großen Produktionsvolumen. Ist einmal ein Programm abschließend erstellt, dann werden damit in der Fertigungsinspektion auch durchgängig die gleichen Ergebnisse erzielt. Die durchschnittliche Zahl von False Calls beträgt, auch über ein große Breite von Applikationen, nur etwa 10% aller beanstandeten Boards, während bei Image-basierenden Systemen praktisch bei jeder inspizierten Baugruppe mit False Call gerechnet werden muß.
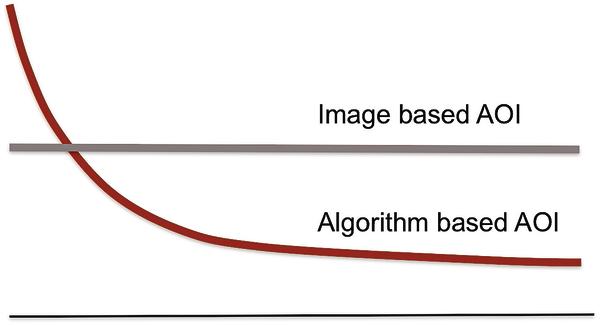
Der Nachteil des Algorithmen-basierenden Verfahrens ist die längere Programmierzeit bei den ersten Baugruppen nach Inbetriebnahme in der Fertigung. Doch nachdem die einmal erzeugten Modelle in der Bibliothek komplikationslos auch auf alle nachfolgenden Programme übertragen werden können (ebenso wie auf andere Maschinen), reduziert sich bei zunehmender Betriebszeit mit jedem neuen Board der Programmieraufwand exponentiell. Bei der Image-basierenden Methode jedoch bleibt er stets gleich hoch.
Qualitätssicherung und Prozesskontrolle
Betrachten wir die Maßnahmen zur Qualitätssicherung in der Fertigung und für die Prozesskontrolle, dann kommt es bei der Inspektion auf eine saubere messtechnische Erfassung der konkreten Bauteil-Charakteristiken an.
Mit einem Image-basierenden System vergleicht man in einem rasch unübersichtlich und fehlerhaft werdenden Schätzprozess jeweils ein Bild mit vielen weiteren Bildern aus einer Datenbank. Bei Algorithmen-basierendem Equipment hingegen werden zur Gut/Schlecht-Beurteilung eindeutige Messungen mit genau definierten Schwellwerten vorgenommen.
Damit sind beste Wiederholbarkeit und Zuverlässigkeit der Inspektionsergebnisse sichergestellt. Um abschließend nicht einer möglichen irrtümlichen Auffassung zu erliegen: Eine hohe Zahl von False Calls ist kein Charakteristikum von AOI-Systemen generell, sondern immer auf eine schwache AOI-Technik zurückzuführen. Ein zu Beginn höherer Programmieraufwand, der echte Messungen ermöglicht, zahlt sich durch stabil niedrigere Falls-Call-Raten aus, sowie auch mit exakt reproduzierbaren Ergebnissen, besserer Prozeßkontrolle und höherer Produktqualität.
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}