




Längst ist die „grüne“ Baugruppe keine akademische Herausforderung mehr, sondern ein „Muß“, dem sich keine Elektronikfertigung mehr entziehen kann. Hier ein Blick auf Eigenschaften und Parameter des Lotguts und des Materials speziell bei erhöhten Temperaturen, die insbesondere für die Verarbeitung einiger Lotlegierungen nötig sind.
Hans Bell, Rehm Anlagenbau,Blaubeuren-Seissen
Hersteller von Lötanlagen müssenneben erhöhten Schmelztemperaturen einiger bleifreier Legierungen auch die Frage nach der Maschinenfähigkeit berücksichtigen. Auf dem Weltmarkt haben bereits zahlreiche bleifreie Produkte aus Japan und den USA sozusagen „grüne“ Signale gesetzt. Die japanische Industrie hat angekündigt, circa zwei Jahre vor der EU-Direktive, die zu bleifreien Elektronikprodukten in Europa führen soll, ihre Erzeugnisse auf „bleifrei“ umzustellen. Um so wichtiger ist ein differenzierter Blick auf die wesentlichen Parameter und Einflüsse von der Maschinenseite her, denn global tätige Ofenhersteller müssen schon länger funktionstüchtige Alternativen offerieren.
In unmittelbarem Zusammenhang mit der Löt- und Prozeßtemperatur stehen:
• Oxidationsrate der Lötoberflächen
• Wachstumsgeschwindigkeit von Zinn-oxiden bei 200°C (etwa doppelt so hoch wie bei 100°C)
• Diffusionsraten der Metalle
• Wachstumsrate der intermetallischen Schichten
Thermische Eigenschaften (Stabilität) von Leiterplatte, Bauelemente, Lotpaste usw.
Das Wachstum der intermetallischen Schichten über die Zeit t richtet sich nach folgender Beziehung:
delta = k Wurzel t
Die Wachstumskonstante k ist exponentiell von der Temperatur abhängig:
k = k0exp(– (Q/RT ))
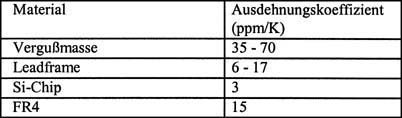
Die Grenztemperaturen vieler Kunststoffe für Bauelementegehäuse entsprechen momentan nicht den höheren Prozeßtemperaturen. Und die Kunststoffe sind nicht für die Feuchtigkeitsklasse 1 (JEDEC 20) bei Reflow-Temperaturen von 260°C ausgelegt. Die Zulieferer arbeiten derzeit intensiv an der Entwicklung neuer Kunststoffe. Mit steigender Temperatur nimmt der Streß für die Bauelemente aufgrund der unterschiedlichen Ausdehnungskoeffizienten der verwendeten Materialien zu (siehe Tabelle 1).
Abbauprodukteim Reflowprozess
Das Kreislaufwirtschaftsgesetz von 1996 verpflichtet die Industrie zur energie- und abfallarmen Produktion und zur Vermeidung von Schadstoffen. Daher ist man schon lange darum bemüht, die während des Reflowprozesses entstehenden Abbauprodukte nicht unkontrolliert entweichen zu lassen. Effektive Filter- und Kondensationseinheiten (oft als Flux-Management bezeichnet) gehören zur Stan-dardausrüstung moderner Reflowanlagen.
Die Quellen der Abbauprodukte sind bei den einzelnen Komponenten der elektronischen Baugruppe zu finden. Eine Analyse über die produktabhängige Verteilung der in der Reflow-anlage zurückgehaltenen Abscheidungen führte zu dem aufschlußreichen Nachweis, daß die Leiterplatte die meisten Stoffe abgibt, nicht die Paste bzw. das Flußmittel (siehe Tabelle 2).
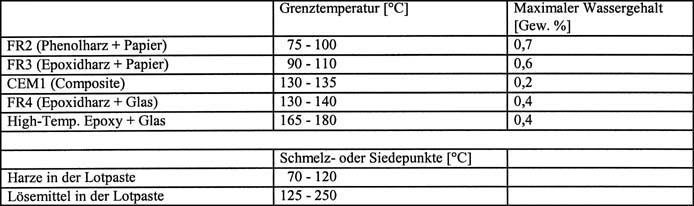
Mit steigender Temperatur im Reflowprozeß muß mit einer zunehmenden Zahl von Abbauprodukten gerechnet werden. Insbesondere die Leiterplattenmaterialien sowie die Kunststoffe der Bauelemente gelangen zunehmend in ihren Grenztemperaturbereich und scheiden dementsprechend mehr Gase bzw. Dämpfe aus. Eine Kondensation der Gasgemische in Reflow-anlagen ist bereits bei Vorheiztemperaturen von circa 80°C zu erwarten. Tabelle 3 vermittelt einen Eindruck über den weiten Temperaturbereich, bei dem mit der Entstehung und Kondensation von Abbauprodukten zu rechnen ist. Die konstruktive Ausführung der Filter- und Kondensationseinheiten muß diesen Gegebenheiten Rechnung tragen, um aufwendige zusätzliche Wartungsarbeiten vermeiden zu helfen und damit die Verfügbarkeit moderner Anlagen auf $98% (inklusive Wartung) zu steigern.
Die meist favorisierten alternativen Lote (Sn-Ag, Sn-Ag-Cu, SnCu, Sn-Ag-Bi) haben Schmelzpunkte zwischen 200 und 230°C. Für höhere Anforderungen stehen ebenfalls Lote (Sn-Sb, Sn-Au) mit Schmelzpunkten bis zu 280°C zur Verfügung.
Die Notwendigkeit einer inerten Reflow-Umgebung (Schutzgasatmosphäre) nimmt mit der Verwendung von bleifreien funktionellen Oberflächen und Lotpasten zu. Die Benetzungseigenschaften bleifreier Lote (Benetzungszeit, Benetzungskraft, Benetzungswinkel) sind auf vielen lötbaren Oberflächen unter Luft meist schlechter als die des SnPb-Lotes (siehe Tabelle 4).
Wird allerdings unter Stickstoff gelötet, verbessern sich die Benetzungseigenschaften deutlich. Sie erreichen mit steigender Löttemperatur Werte, die mit denen des SnPb-Lotes vergleichbar sind (siehe Tabelle 5). Eine gute Benetzung der Verbindungspartner durch das Lot ist die Voraussetzung für die optimale Ausbildung einer Lötstelle. Je höher die Löttemperatur, um so kleiner ist die Oberflächenspannung des Lotes und der resultierende Benetzungswinkel. Die einfachste Näherung ist eine nahezu lineare Änderung der Oberflächenspannung mit der Temperatur:
S = S0 (1-b*T)
Die Erhöhung der Löttemperatur stellt jedoch keine in der Praxis sinnvolle Alternative für die Verbesserung der Benetzungseigenschaften während des Reflowlötens dar. Wie bereits erwähnt, sind die maximalen Temperaturen durch die auf der Baugruppe verwendeten Materialien begrenzt. Außerdem verschlechtern die bei höheren Temperaturen verstärkt wachsenden Oxidschichten die Benetzung. Die Betrachtung der optimalen Reflow-Temperatur muß daher neben der Berücksichtigung der Schmelzpunkte der Legierungspartner auch unter dem Aspekt der Auflösung der den Lötprozeß behindernden Oxidschichten gesehen werden. Untersuchungen haben ergeben, daß bei bestimmten Temperaturen sich die sogenanntenInitialoxide auflösen und eine Lotausbreitung (ohne Flußmittel) stattfinden kann.
Die aus dieser Tabelle abzulesenden Initialtemperaturen sollten kurzzeitig an der „kältesten“ Lötstelle der Baugruppe erreicht werden. Durch die Verwendung von optimierten Flußmitteln können diese Initialtemperaturen gesenkt werden.
Da Baugruppen keine homogenen Gebilde sind, werden erfahrungsgemäß zwischen großen und kleinen Bauteilen auf der Leiterplatte Temperaturunterschiede gemessen (dT). Die Größenordnung des dT ist zum Teil auch von der verwendeten Reflowanlagentechnik abhängig. Um im Reflowprozeß ein möglichst großes Arbeitsfenster zu erhalten, muß diese Temperaturdifferenz dT der Initialtemperatur hinzugerechnet werden.
Werden alle Aspekte berücksichtigt ist davon auszugehen, daß die Reflow-Temperaturen bei der Verarbeitung von bleifreien Loten typischerweise in einem Bereich von 230 bis 260°C Peaktemperatur liegen. In der Literatur werden Reflow-Temperaturen von 255 bis 260°C angegeben.
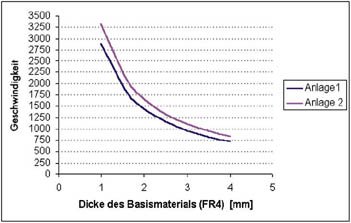
Moderne Konvektionsanlagen sind für Gastemperaturen bis 400°C ausgelegt und können bei optimierter Profilierung noch hohe Durchlaufgeschwindigkeiten für die Baugruppen realisieren (siehe Grafik) Die maximalen Gastemperaturen sollten aber stets auf das minimal notwendige Maß gesenkt werden, um die Komponenten einer Baugruppe zu schonen.
EPP 163
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}