


Sein oder Nichtsein, das ist bei der FCI Automotiv Deutschland GmbH in Nürnberg eine Frage von objektiven Entscheidungen. In die Fertigungslinien integrierte Bildverarbeitungssysteme mit einzigartigen Leistungsmerkmalen gewährleisten ein effizientes Qualitätsmanagement.
Kamillo Weiß, KW-PR Presse-Service, Leinfelden
Dem Druck des Marktes zu reduzierten Kosten und schneller Reaktion auf Kundenwünsche gilt es mit schlagkräftigen Innovationen zu begegnen. Der Nürnberger Produzent von Präzisionsstanzteilen hat durch seine Qualitätskontrollsysteme nachhaltige Synergieeffekte im gesamten Stanzprozess und dem Qualitätsmanagement erzielt. Die von Otto Vision Technology aus Jena gelieferten Prüfstationen bilden die stabile Basis einer vernetzten Qualitätssicherung auf höchstem Niveau. Nur noch hundertprozentig kontrollierte und absolut einwandfreie Ware wird von der FCI ausgeliefert.
Dipl.-Ing. Michael Reinert, verantwortlich in der Qualitätssicherung der FCI in Nürnberg, bringt die Erfahrungen mit diesen Systemlösungen auf den Punkt: „Wir haben über das ursprüngliche Ziel hinaus eine weit reichende Kette von Erfolgen in der Produktivität, Prozessoptimierung und letztendlich Kosteneinsparung erzielt. Die Vision-Systemlösungen der PSS-40-Prüfstationen ermöglichten uns in der Stanzfertigung eine radikale Verkürzung der Umrüstzeiten und höhere Flexibilität für die hundertprozentige Qualitätskontrolle. Die vernetzte, äußerst präzise Qualitätssicherung und das darüber angeordnete Qualitätsmanagement erzielen die vollständige Rückverfolgbarkeit des gesamten Prozessablaufes in der Stanzerei und dessen Optimierung.“ FCI Automotive ist eine der europäischen Produktionsstätten des weltweiten Konzerns der FCI Automotive Division. Produziert werden Präzisionsstanzteile für die Automobil-, Elektro- und Elektronikindustrie wie beispielsweise Steckverbinder und Kontaktsysteme. Durch die erfolgreiche Zusammenarbeit mit dem Vision-Systemanbieter aus Jena erfüllt das Nürnberger Unternehmen im Qualitätsnachweis und der Qualitätsgarantie deutlich die strengen Vorgaben der Automobilindustrie. In der ausgelieferten Qualität liegt man drastisch unter den vorgegebenen Ppm-Werten (parts per million) einer zulässigen Fehlerquote.
Der Prozess ist das Ziel
Zur Steigerung von Produktivität, Qualität und Kundenzufriedenheit wurde im Jahr 2003 das Projekt „Vision-Systems“ gestartet. Ziel war, die Fertigungslinien in Nürnberg mit fortschrittlicher und effizienter Bildverarbeitungstechnologie auszustatten. Von Anfang an stand das Thema Bildverarbeitung aber nicht als isolierte „Blackbox“ in der Diskussion. Als wichtiger Bestandteil in der Qualitätssicherungskette sollte die Bildverarbeitung auch dazu beitragen, den gesamten Prozess der Wertschöpfung effektiver zu gestalten. Ein Projektteam der FCI befasste sich intensiv mit diesem Thema und erstellte aus den Anforderungen ein detailliertes Pflichtenheft. Danach wurden Angebote von Vi- sion-Systemhäusern eingeholt. Ein achtköpfiges Projektteam von FCI untersuchte die Einsatzbedingungen der Bildverarbeitungssysteme auf Fehlereinflussmöglichkeiten und Sicherheitsrisiken. Daraus entstand ein umfangreicher Katalog an Hardware-, Software- und Handlingfestlegungen, der den Kunden von FCI nach Einführung der Systeme einen deutlich verbesserten Qualitätsstandard garantiert. Von den letztendlich drei Anbietern entschied man sich – nach Auswertung der Ergebnisse von Probestellungen – für die überzeugende Lösung der Firma Otto. Ausschlaggebend waren die Leistungsmerkmale der PSS-40-Prüfstationen, die mit höchster Flexibilität und ihren klaren Strukturen in Hard- und Software beste Voraussetzungen für die Optimierung des gesamten Prozessablaufes boten. Dieses Lösungskonzept reicht weit über die eigentliche Bildverarbeitung hinaus.
In intensiver Zusammenarbeit zwischen FCI und Otto wurden die Arbeitsbedingungen der Systeme, das Handling bei Produktwechsel und typische Fragen der langfristigen Pflege durchgespielt und letzte Designänderungen vorgenommen. Die anderen Firmen hatten – auch im mechanischen Aufbau – weitgehend starre Lösungen angeboten. Die Tendenz der Automobilindustrie geht dahin, dass die hohen Stückzahlen (einige Millionen) eines Auftrages in kleineren Chargen geliefert werden sollen. Dies erfordert eine bislang nicht übliche flexible Fertigung und eine entsprechende Produktionsplanung – natürlich, mit den sehr strengen Qualitätsanforderungen der Automotivbranche! Derartige Auftragswünsche als auch sonstige Aufträge kleiner Chargen können sich für die Stanzereien als regelrechte „Gewinnkiller“ erweisen. Allein das dazu erforderliche Umrüsten der Produktion erweist sich als ernsthaftes Kostenproblem. Außerdem ergibt das Anfahren in bisher üblicher Arbeitsweise zuviel Bandabfall und damit unnötige Werkzeugabnutzung. Die Auftragsabwicklung kleinerer Chargen macht eine hohe Flexibilität im Stanzprozess erforderlich. Für die Stanzerei stellt sich die Frage: Wie kann man den gleichen Artikel im schnellen Wechsel auf unterschiedlichen Maschinen zuverlässig produzieren?
Die allgemein übliche Arbeitsweise von Qualitätsprüfzellen mit Bildverarbeitung beruht in der festen Anpassung von Führungsmechanik und Vi- sion-Komponenten an das Fertigungsspektrum einer bestimmten Presse bzw. eines Werkzeugs. Diese Vorgehensweise erweist sich insbesondere bei der Anpassung und Einrichtung an neue Stanzteile als zeit-, personal- und letztendlich kostenintensiv.
Die Prüfstation von Otto bietet eine bislang einzigartige Flexibilität. Zu nennen sind hier vor allem:
- Wechselplattenprinzip
- digitale Schlaufensteuerung
- kompakte, schwenkbare Aushackereinheit
- automatische Umrüstung.
Minimierte Rüstzeit
Die Prüfstation PSS-40 enthält in überragender Bauweise eine schnell austauschbare Wechselplatte, die aus der modularen Streifenführung und der Gesamtheit aller Komponenten der Bildverarbeitung besteht. Die variable Streifenführung gewährleistet eine präzise Führung unterschiedlicher Breiten als auch unterschiedlich gearteter Bänder und ermöglicht die Betrachtung der Teile aus verschiedensten Richtungen.
Die Wechselplatte umfasst alle Kameras, die Beleuchtung, die Strom- und Datenkabel. Sie ist für die Messaufgabe exakt einjustiert und wird durch die Erfüllung der Messmittelfähigkeiten nach den jeweiligen strengen Kundenvorgaben freigegeben. Der ausgetestete Prüfjob liegt in einer Datenbank und wird automatisch geladen. Diese Vorgehensweise ermöglicht das sehr schnelle, einfache und sichere Umrüsten der kompletten und optimierten Prüfeinrichtung auf andere Stanzteile und Stanzteilfamilien. In weniger als 10 Minuten ist die Wechselplatte ausgetauscht und kann ohne Systemnacharbeit den Betrieb mit hoher Funktionssicherheit aufnehmen. Die Rüstzeit für einen Fertigungswechsel in der Stanzlinie wird damit auf ein Minimum reduziert.
Wechselplatten mit allen Bildverarbeitungskomponenten können parallel zur laufenden Produktion aufgebaut und erprobt werden. Diese Vorgehensweise ermöglicht die unkomplizierte Erweiterung bestehender Prüfaufgaben. Das hat sich für die Firma FCI bereits bewährt, indem sie in einer sehr kurzen Reaktionszeit auf Kundenwünsche eingehen konnte.
Zur Wechselplatte bemerkt Rudolf Weiss, Qualitätsbeauftragter der Stanzerei: „Die Thematik „Wechselplatte“ erwies sich für uns als großer Vorteil in der gesamten Ablauforganisation und einer sehr flexiblen Fertigung. Das war auch einer der markanten Entscheidungsgründe zu Gunsten der Otto GmbH. Diese Lösung hat uns kein anderer angeboten.“
Sicherer Produktwechsel
Neben den kurzen Rüstzeiten per Wechselplatte geht es beim Produktwechsel darum, Bedien- und Einrichtfehler zu verhindern. Die PSS-40-Prüfstation setzt auch hier Maßstäbe.
Problemlos wird der kompakte Abhacker, der unmittelbar an die Prüfstation angeflanscht ist, beim Austausch der Wechselplatte weggeschwenkt bzw. wieder in Position gebracht. Die Identifikation der Wechselplatten erfolgt per Barcode, womit auch die Programme für die Bildverarbeitung und Steuerung aus der Datenbank geladen werden. Fehlbedienungen und falsche Zuordnung von Wechselplatte, Prüfjob und Steuerung sind so zu 100% ausgeschlossen.
Die wegweisende digitale Schlaufensteuerung passt den integrierten Antrieb des Prüfsystems automatisch an den Teileausstoß des Stanzautomaten an. Dadurch sind die PSS-40-Prüfstationen in der Lage, ohne Produktionsunterbrechung die erkannten fehlerbehafteten Teile selbstständig aus dem Band zu entfernen oder zu markieren.
Ein weiterer Vorteil der Prüfstationen liegt in der Standardisierung von Kameras, Beleuchtung, Kabelkonfektionierung und Schnittstellen. Auf den mehr als 25 komplett eingerichteten Wechselplatten sind etwa 70 Kameras montiert. Neben wirtschaftlichen Aspekten führte diese Vereinheitlichung auch zu einer Erhöhung der Funktionssicherheit. Fehlerquellen durch zu viele Variationen in den Komponenten wurden dadurch vermieden.
Qualitätsmanagement zur Prozessoptimierung
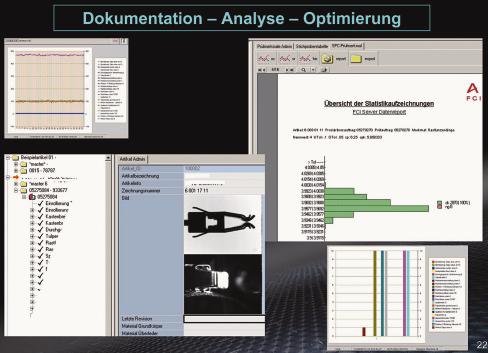
Selbstbewusst verweist man am Standort Nürnberg darauf, dass man sich innerhalb und außerhalb des Konzerns in den Bereichen Qualitätssicherung, Qualitätsmanagement und Prozessoptimierung eine Vorbildfunktion erarbeitet hat. Für die Verantwortlichen war es mit Projektbeginn klar, dass der umfassende Aspekt Qualitätssicherung ein erhebliches Potenzial für den gesamten Bereich der Prozessoptimierung hat. Das von der Jenaer Firma entwickelte Softwaremodul PSDM, PrüfSystem- und DatenManagement, bietet – in übergeordneter Funktion zu den Prüfstationen – dafür beste Voraussetzungen. Dieses einzigartige Softwaremodul bildet die gesamte Infrastruktur der am Stanzprozess beteiligten Systeme ab. Alle Prozesse werden zum Inhalt einer Datenbank. Das PSDM ermöglicht zu jeder Zeit exakte Informationen über die momentane Fertigungssituation an verschiedenen Stellen des Produktionsprozesses.
In der ersten Ausbaustufe bei der FCI beinhaltet das implementierte PSDM1 alle Daten der Qualitätssicherung mit Auswertung. Es liefert Infrastrukturinformationen von Maschinen, Werkzeugen und anderen Produktionsmitteln, das Dokumentenmanagement, und letztendlich bietet das PSDM die parallele Verarbeitung von Maschinendaten und QS-Daten. In der zweiten Ausbaustufe (PSDM2) werden die Maschinen-, Qualitäts- und Prozessdaten, Peripheriegeräte und Ereignisse parallel verarbeitet und können zueinander in Bezug gesetzt werden.
Die damit automatisch generierten Informationen können in ihrer Aussage und Konsequenz sofort auf den laufenden Prozess übertragen werden. Durch die entsprechende Filterung der Prozessdaten ergeben sich entscheidende Hinweise auf eine Lokalisierung von Fehlerquellen und Ansätze zu Prozessoptimierungen. Diese ganzheitliche Systemlösung hat bei der FCI bereits bewirkt, dass nicht nur die Abteilung Qualitätssicherung wesentlich konsequenter in Prozessketten denkt. Auch das Maschinenpersonal vor Ort ist inzwischen bezüglich dieser Denkweise wesentlich aufgeschlossener.
Schnelle Amortisation
Die Erfahrungen und das Know-how des Jenaer Unternehmens führten zu einer zügigen Umsetzung des Projektes „Vision-Systeme“ bei der FCI. In der ersten Stufe der Implementierung bis Anfang 2004 wurden zehn PSS-40-Prüfstationen in die Fertigungslinien integriert. Aktuell liegt man bereits bei 17 Prüfstationen und weitere fünf sind für den Ausbau in Nürnberg eingeplant. Mit normalerweise 10 bis 15 zu analysierenden Prüfmerkmalen in Echtzeit (teilweise bis zu 25 Merkmale) zeigt sich der hohe Anspruch an die PC-basierte Bildverarbeitung. Von Anfang an ging es selbstverständlich bei diesem Projekt um Kosteneinsparungen und eine dementsprechend klare Einschätzung der Amortisation. Bereits jetzt ist man sich bei FCI sicher, dass sich die Gesamtinvestition spätestens nach zweieinhalb Jahren (gerechnet ab Projektstart) amortisiert hat. Diese Bewertung berücksichtigt aber nur die klar feststellbaren und nachweisbaren Einsparungen wie beispielsweise reduzierten Ausschuss. In der Amortisationskalkulation nicht berücksichtigt sind darüber hinaus viele weitere erzielte Effekte wie beispielsweise bessere Kundenzufriedenheit, gesteigerte Wettbewerbsfähigkeit, effektivere Produktion, Optimierung der Prozesse und nicht zuletzt die Optimierung der Produktionsfläche, wozu die kompakte PSS-40-Prüfstation einen wichtigen Beitrag geleistet hat. Die positiven Erfahrungen in Nürnberg haben dazu geführt, dass in anderen Werken der FCI, wie etwa in Frankreich, ebenfalls PSS-40-Prüfstationen installiert wurden.
EPP 500
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








{kind=link}