In der Elektronikindustrie gibt es permanente Weiterentwicklungen, um den geforderten Qualitätsstandard mit geringen Kosten zu realisieren. Ein Bereich, der dabei immer mehr an Bedeutung gewinnt und vielleicht einen der letzten manuellen Arbeitsschritte in der Produktion darstellt, ist die manuelle Profilaufnahme und -optimierung. Dieser Artikel beschreibt die Technologie der automatischen Profilerstellung in Echtzeit und deren starken Vorteile gegenüber der alten, manuellen Profilmessung.
Bjorn Dahle, KIC, San Diego (USA)
Seit Jahrzehnten galt die manuelle Profilerstellung in der Elektronikindustrie als der beste Weg, um Reflowöfen und Wellenlötanlagen thermisch einzustellen, zu überprüfen und die Produktion zu dokumentieren.
Dabei geht es darum, den thermischen Prozess möglichst in den jeweiligen Prozessgrenzen sicher zu stellen.
Grenzen der manuellen Profilerstellung
Bevor man sich der Technologie hinter der automatischen Profilerstellung und deren Vorteile gegenüber manueller Profilerstellung zuwendet, ist es wichtig, dass man die Stärken und Grenzen der bis heute verwendeten Messmethoden betrachtet.
Bei der manuellen Profilmessung werden mehrere Thermoelemente (TCs) auf bestimmte Bereiche oder Bauteile einer Leiterplatte (PCB) angebracht. Diese Leiterplatte wird dann zusammen mit einem Profiler durch den Reflowofen oder die Wellenlötanlage gefahren, und so das Temperaturprofil an den präparierten Stellen aufgezeichnet. Der Profiler gibt ein Zeit-Temperatur-Diagramm zusammen mit einigen ausgewählten Daten wie Peak-Temperatur, Gradienten, Zeit über Liquidus etc. aus. Der Vorteil dieser Methode liegt in einer fest verdrahteten Verbindung der Thermoelemente zur Messstelle. Die Messergebnisse werden so auf Basis der direkten Messung von Temperatur und Zeit erstellt.
Allerdings hat dieser Ansatz auch seine Schwächen und Grenzen:
- Die Befestigung der TCs ist kritisch und birgt häufig eine Quelle für Ungenauigkeiten. Bei der Verwendung von Hochtemperatur-Lot oder Epoxy zur Befestigung der TCs kann es zur Tropfenbildung kommen (an der Stelle, wo die Messung eigentlich stattfinden soll). Dadurch wird nicht die Oberfläche der Leiterplatte gemessen, sondern die Materialansammlung, die die Stelle bedeckt. Die Verwendung von Aluminiumklebeband zur Befestigung reduziert diese Ungenauigkeit höchst effizient, da das Klebeband die TC-Messung nur wenig beeinflusst.
- Um die Messwerte für ein bestimmtes Produkt (PCB) zu erhalten, muss eine Leiterplatte aus der Produktion für die Profilmessung verwendet werden. Wiederholte Durchläufe durch den Ofen/die Wellenlötanlage beschädigen die Leiterplatte, welche dann nicht mehr benutzt, oder ausgeliefert werden darf. Zudem ändert sich nach einigen Durchläufen das thermische Verhalten dieser Leiterplatte, sodass die Ergebnisse weiterer Durchläufe nicht mehr vergleichbar mit der Ursprungsmessung sind.
- Wenn die TCs mehrmals befestigt werden, entweder weil sich die Leiterplatte verschlechtert hat oder weil sich die TCs gelöst haben, kann dies zu Ungenauigkeiten führen. Es ist fast unmöglich TCs neu zu befestigen und dieselben Ergebnisse zu erhalten. In Folge dessen werden Ungenauigkeiten in ein System eingebaut, das eigentlich genaue Messwerte liefern soll. Hierbei hilft die Verwendung von Aluminiumklebeband um diese Ungenauigkeiten zu minimieren.
- Die größte Schwäche der manuellen Profilerstellung ist aber wohl, dass sich der thermische Prozess verändern kann und der Profiler dies nicht erfasst. Durch die stichprobenartigen Kontrollen bei der manuellen Profilmessung arbeitet der thermische Prozess fast die ganze Zeit „blind“.
- Manuelle Profilerstellung führt zu einer Unterbrechung der Produktion und ist arbeitsintensiv. Folglich ist diese Methode sehr unbeständig und wenig geeignet für eine permanente Prozesskontrolle.
Überblick über die automatische Profilmessung
Aktuell gibt es zahlreiche Systeme auf dem Markt, darunter mehrere Systeme von KIC, dem Branchenführer im Bereich der automatischen thermischen Profilerstellung. Das Unternehmen entwickelt und verkauft zudem auch manuelle Profiler.
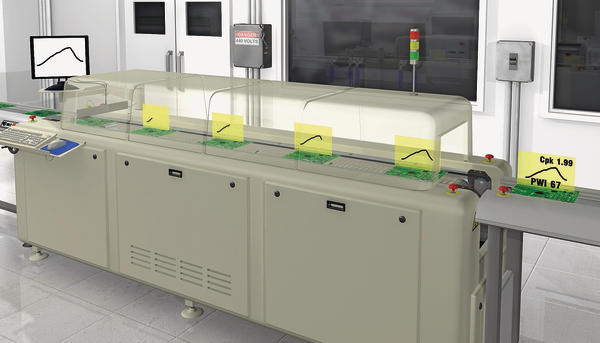
Die Systeme verwenden Sensoren, die dauerhaft in den Ofen oder die Wellenlötanlage eingebaut werden. Diese Sensoren messen die dynamische Umgebungstemperatur der Heizzonen. Auch Geschwindigkeit und Position der Leiterplatte im Ofen werden permanent erfasst. Wie alle automatischen Systeme müssen auch diese vorher programmiert werden. Dies geschieht durch nur einen einzigen Durchlauf eines manuellen Profils. Während dieses Durchlaufs werden zwei unterschiedliche Datenströme erfasst:
- Das Profil der Leiterplatte. Dies wird durch strategisch positionierte TCs erfasst, die auf der Leiterplatte befestigt werden. Dieser Vorgang ist analog zur manuellen Profilaufnahme.
- Die Umgebungstemperatur entlang des Transportsystems für die Leiterplatten innerhalb der Heizzonen und zusätzlich die Geschwindigkeit und Position der Leiterplatte während des Durchlaufs.
Wie sich ein Objekt erwärmt oder abkühlt ist das Ergebnis von vielen Variablen, die sich in Abhängigkeit der thermodynamischen Gesetzte gegenseitig beeinflussen. Wenn diese Variablen gemessen werden können, kann man auch die Zeit und das Temperaturprofil des Objektes genau kalkulieren.
Im Falle der Leiterplatte, die den thermischen Prozess durchläuft, ist das Leiterplattenprofil eine Funktion mit folgenden Variablen:
- Die Umgebung, der sie ausgesetzt wird. Zum Beispiel die Hitze, das Delta T zwischen der Leiterplatte und der angrenzenden Luft und mehr.
- Die zeitliche Dauer, der die Leiterplatte dieser dynamischen Umgebung ausgesetzt wird.
- Die Masse und die thermischen Eigenschaften der Leiterplatte.
Verwendet werden dabei dreißig Temperatursensoren, die entlang der Transportstrecke der Leiterplatte durch den Ofen angebracht sind. Das automatische System misst permanent die Umgebungstemperatur, die auf die Leiterplatte beim Durchlauf einwirkt. Gleichzeitig wird die Position der Leiterplatte und deren Verweildauer in den variierenden Umgebungseinflüssen durch einen Sensor gemessen. Abschließend erlernt das automatische System die thermischen Eigenschaften der Leiterplatte durch die Überwachung des Erwärmungs- und Abkühlungsvorgang der Leiterplatte während der Profilaufnahme. Daraus wird ein Modell erstellt, welches exakt das Leiterplattenprofil anhand der permanent gemessenen Echtzeitvariablen während zukünftiger Produktionsabläufe kalkuliert.
Das Endergebnis ist eine exakte Echtzeitprofilmessung von jeder produzierten Leiterplatte an den thermisch relevanten Stellen der Bauteile. Die Messungen werden dadurch ohne menschliche Einflüsse und ohne die Produktion zu beeinflussen durchgeführt.
Vorteile der automatischen Profilerstellung
Es gibt beachtliche Vorteile der automatischen Profilerstellung gegenüber manueller Profilerstellung:
- Durch die kontinuierliche Messung bei der automatischen Profilerstellung verläuft der thermische Prozess nicht mehr blind. Das Profil wird außerdem mit Hilfe des Prozess-Window-Index (PWI) ständig kontrolliert und es kann so sichergestellt werden, dass sich die Leiterplatte in der Spezifikation befindet.
- Die Daten können gespeichert werden und sind jederzeit abrufbar, um den Prozess zurückzuverfolgen.
- Die Messung in Echtzeit eignet sich für eine effektive statistische Prozesskontrolle (SPC). SPC fungiert als proaktives Informationssystem, das verantwortliches Personal informiert, sobald sich der thermische Prozess verschlechtert oder außer Kontrolle gerät. Dadurch kann der Prozessverantwortliche den Ofen neu einstellen, bevor es zu größeren Schäden in der Produktion kommen kann.
- Die Produktionskosten werden gesenkt indem der Produktionsausfall durch manuelle Profilerstellung entfallen kann. Außerdem können Ausschuss, Nacharbeit und Arbeitszeit deutlich verringert werden.
- Automatische Profilerstellung kann auch als Tool zur Fehlersuche verwendet werden, wenn eine Produktionslinie den Yield verschlechtert. Obwohl die meisten Produktionsverantwortlichen davon ausgehen, dass nur 5–10 Prozent aller Fehler während des Reflow- oder Wellenlötprozesses verursacht werden, versuchen sie häufig, diese Probleme durch eine Profilmessung zu lösen. Warum? Der Reflowofen oder die Wellenlötanlage, wird im Gegensatz zu anderen Anlagen der Produktionslinie, bei denen die Prozesse einsehbar sind, als „black box“ wahrgenommen. Eine Profilmessung durchzuführen dauert etwa 30 Minuten, manchmal sogar länger. Wenn durch das Profil festgestellt wird, dass das Problem nicht im thermischen Bereich liegt, hat man durch die Suche an falscher Stelle teure Produktionsressourcen und -zeiten verschwendet. Ein automatisches System dagegen informiert den Prozessverantwortlichen sofort darüber, ob der Prozess akzeptabel war oder nicht.
Systeme zur automatischen Profilerstellung werden in der Industrie immer beliebter, sodass zusätzliche Funktionen in den Vordergrund rücken. Eine davon ist die Verknüpfung von automatisch optischen Inspektionssystemen (AOI) und Röntgensystemen mit automatischer Profilmessung.
AOI-Systeme können Lötstellen nicht unterhalb von Bauteilen inspizieren, zum Beispiel im Fall eines BGA und PoP. Auch wenn AOI-Systeme die Lotpaste kontrollieren können, können sie nicht die Mikrostruktur der Lotpaste bestimmen, um so Aussagen über die Qualität der Verbindung zu machen. Ergibt die automatische Profilmessung, dass der BGA und die Lötstelle entsprechend der Bauteiltoleranz und der Lotpastenspezifikation richtig verarbeitet wurden und das AOI System findet keine Fehler, sind diese Ergebnisse viel aussagekräftiger. Diese beiden kombinierten Inspektionsmöglichkeiten liefern eine sehr hohe Wahrscheinlichkeit, dass die Leiterplatte am Ende fehlerfrei ist.
Ein Röntgensystem hat den Vorteil, durch die Bauteile hindurch auf die Lötstellen blicken zu können. Allerdings ermöglicht es keine Kontrolle der Mikrostruktur der Verbindungen um deren Qualität festzustellen. Fehler wie kalte Lötstellen oder head-in-pillow sind nur schwer feststellbar. Erst die Gewissheit, dass die Lötstellen korrekt verarbeitet wurden, macht die Inspektion komplett.
Die meisten Firmen kontrollieren nur Stichproben ihrer Leiterplatten im Röntgensystem. Die automatische Profilerstellung kann dabei die Auswahl der Leiterplatten für die Stichproben zur Röntgeninspektion effizienter machen, indem die Leiterplatten markiert werden, die sich außerhalb der Spezifikation des thermischen Prozesses befinden.
Genauigkeit der auto- matischen Profilmessung
Eine häufige Frage ist, wie genau die automatische Profilmessung ist, wenn es keinen physischen Kontakt zwischen dem Thermoelement und der Leiterplatte gibt. Die Antwort darauf ist, dass die Genauigkeit nicht nur viel höher und besser ist, als bei der manuellen Profilerstellung (aufgrund der o.g. Schwächen), sondern auch einfach gemessen werden kann.
Ein System zur automatischen Profilerstellung ist ereignisbasierend, d.h. die Profilmessung basiert auf jeder Leiterplatte, die durch den Ofen oder die Wellenlötanlage fährt. Befestigt man TCs auf einer Leiterplatte und fährt ein manuelles Profil, erhält man zwei verschiedene Datensätze für die gleiche Leiterplatte – das Messergebnis der automatischen und der manuellen Profilmessung. Diese Messungen kann man über eine bestimmte Zeitspanne wiederholen und anhand einer GR&R Untersuchung bestimmen, wie sehr sich die beiden Daten gleichen/unterscheiden.
Heutzutage gibt es tausende Firmen weltweit, die auf eine automatische Profilerstellung setzen. Viele dieser Firmen haben die besten Systeme zur Prozess- und Produktionskontrolle und können somit die Glaubwürdigkeit und die Genauigkeit der automatischen Profilmessung belegen.
Eine andere Frage, die häufig auftritt, ist, ob ein kontinuierliches Überwachungssystem erforderlich ist, da die modernen Reflow- und Wellenlötanlagen sehr stabil sind. Es gibt verschiedene Gründe, weshalb es bei Öfen zu Prozessschwankungen kommen kann, die der Ofen selbst nicht kontrollieren kann. Das beste Beispiel hierfür sind Veränderungen in der Absauganlage der Produktionsstätten.
Automatische Profilerstellung soll kein Babysitter für Ihren Ofen sein, sondern ein Tool zur Automatisierung, Rückverfolgbarkeit, Qualitätsverbesserung und Kostenminimierung.
Die Firma SmartRep ist für den Vertrieb von KIC in Deutschland, Österreich und der Schweiz zuständig.
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}