

Moderne Leiterplattendesigns mit doppelseitiger Bestückungen und THT/SMT-Mix lassen auch in Zeiten von SMT-Linien mit Reflowöfen den Bedarf für eine Bauteilfixierung via Kleber wachsen. Die bisher verfügbaren technischen Lösungen für dedizierte oder integrierte Klebestationen waren dabei für Elektronikfertiger kommerziell und/oder technisch wenig attraktiv. Mit einer innovativen Idee der Siplace Ingenieure geht es mit dem Kleben jetzt im wahrsten Sinne des Wortes „aufwärts“.
Norbert Heilmann, ASM Assembly Systems, München
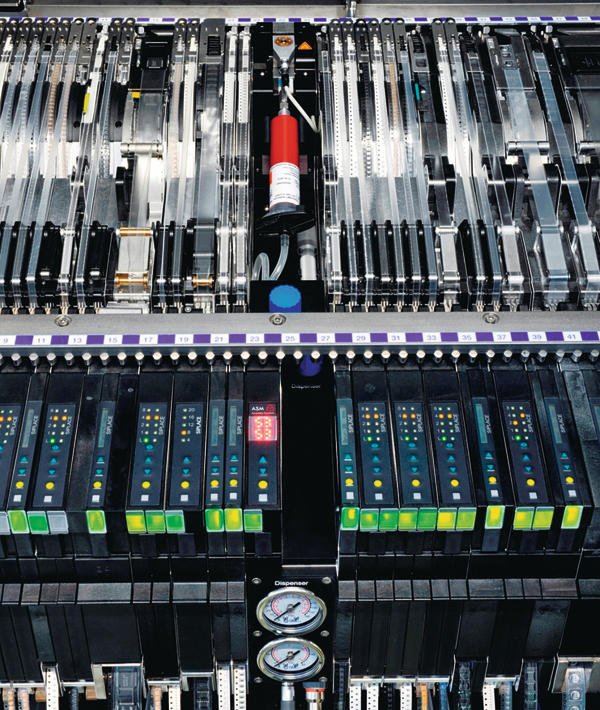
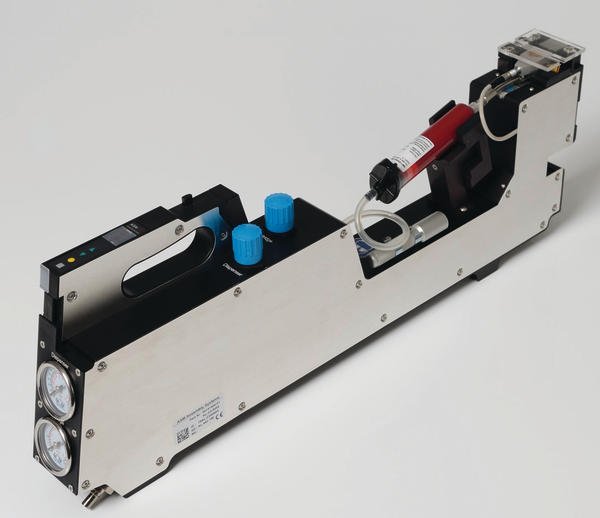
Der Siplace Glue Feeder lässt sich flexibel wie ein (Bauteil-) Feeder auf- sowie abrüsten und seine Düse platziert den Kleber in ultrafeinen Punkten von unten auf die einzelne Bauteile. Ein revolutionäres Konzept mit vielen Vorteilen.
Kurzer Rückblick
Der schnelle Fortschritt in der Elektronikfertigung lässt vergessen, dass in den Anfängen der SMT-Bestückung noch das Wellen-Löten gebräuchlich war. Dieses Lötverfahren war von der THT-Bestückung bekannt und konnte sowohl für die THT- als auch für die SMT-Komponenten auf den Leiterplatten eingesetzt werden. Schon damals wurden einige SMT-Komponenten geklebt, um diese vor dem Löten zu fixieren. Der Kleber (glue) wurde dabei meist durch Nadeln und via Druckluft als Punkt zwischen den späteren Lötstellen aufgebracht. In der Folgezeit wurden Pneumatische-, Schrauben- (auch Archimedes oder Auger-Ventil genannt) und später auch Jet-Systeme zum Aufbringen des Klebers genutzt. Als der Schablonendruck den klassischen Siebdruck ablöste, wurden dieses Druckverfahren auch als gut geeignet eingestuft, um Kleber auf die Leiterplatten aufzubringen. Allen diesen Methoden war gemeinsam, dass sie eine Maschine benötigten, die den Dispenser in X-/Y- und Z-Achse bewegen oder – im Fall des Schablonendrucks – den Kleber gleichmäßig über die Schablone verteilen konnte.
Bis vor einigen Jahren wurde das Aufbringen des Klebers über dedizierte Maschinen geleistet, die in den SMT-Linien gewöhnlich zwischen Lotpastendrucker und Bestückautomaten positioniert wurden. Natürlich machte der technische Fortschritt auch vor diesen Maschinen nicht Halt: Die besseren Maschinen wurden mit eigenen Visionsystemen für die exakte Ausrichtung oder die Inspektion ausgestattet und konnten den Kleber immer feiner und genauer auf immer komplexeren Leiterplatten aufbringen. Entsprechend stiegen die Kosten für diese Maschinen und Klebestationen.
Die relativ hohen Investitionen für die Klebestationen wurden von den Elektronikfertiger als tragbar akzeptiert – allerdings nur so lange das Wellenlöten der Standardprozess war und sehr viele Komponenten mit Kleber auf den Leiterplatten fixiert werden mussten. Dieses änderte sich dramatisch als sich die SMT-Bestückung zum Standardprozess in der Elektronikfertigung entwickelte und die Anlagen zum Wellenlöten durch Reflowöfen ersetzt wurden. Leiterplatten wurden meist nur einseitig bestückt. Auf der Rückseite fanden sich allenfalls einige wenige, sehr leichte Komponenten, die auch ohne Kleber in der Lotpaste fixiert werden konnten. Ende der 1990er-Jahre galt das Kleben von Komponenten in der Elektronikfertigung daher nicht mehr als gängiger Prozess und viele Elektronikfertiger deklarierten diese (Hilfs-)Technik bereits als “aussterbend”.
Neue Designs, neuer Bedarf
Doch gerade in der Elektrofertigung ist nichts stetiger als der Wandel. In den vergangenen 5 Jahren entstand neuer Bedarf für das Kleben von Komponenten: Die fortschreitende Miniaturisierung bei den Leiterplatten zwang Designer dazu, größere und schwerere Komponenten auf beiden Seiten der Leiterplatten zu positionieren. Weil einige Anwendungen auch verstärkt THT-Stecker oder andere THT-Komponenten erforderlich machten, stieg gleichzeitig der Bedarf für das selektive Wellenlöten. Bei den modernen, High-Density-Baugruppen wurden die Abstände zwischen den kleinen SMT-Komponenten und den THT-Komponenten so klein, dass erstere für das selektive Wellenlöten der THT-Komponenten wieder fixiert, also geklebt, werden mussten. Andernfalls drohte ein Abfallen oder Verschieben während des Wellenlötens. Allerdings: Auch wenn der Bedarf für das Kleben von Komponenten deutlich ansteigt – verglichen mit der Gesamtzahl der Komponenten in den Baugruppen bleiben es relativ wenige Komponenten, die aus Gründen der Prozesssicherheit geklebt werden müssen. Dieses selektive Kleben macht es für die Elektronikfertiger allerdings nicht einfacher. In der kostensensiblen Elektronikfertigung bleibt Ihnen nur die Wahl zwischen Pest und Cholera: Entweder sie investieren in teure Klebestationen für ihre Linien – mit vergleichsweise geringem Nutzungsgrad. Oder Sie riskieren Qualitätsprobleme – insbesondere bei doppelseitig bestückten Leiterplatten oder Anwendungen mit THT-Komponenten.
Integrierte Dispenserlösung
Die traditionellen Lösungsansätze zur Kostenreduktion beim Kleben zielen auf eine Integration der Klebstoffdosiersysteme in den Lotpastendrucker oder in die Bestückautomaten. Beide Lösungsansätze bergen Nachteile im Prozess und damit kommerzielle Risiken für die Elektronikfertiger. So können in Lotpastendrucker aus Platzgründen nur relativ einfache Dosiersysteme integriert werden. Viele dieser Lösungen haben daher enge Grenzen, was ihre Genauigkeit und den Einsatz bei der Bestückung anspruchsvollerer Baugruppen angeht. Die Integration der Klebstoffdosiersysteme in die Bestückautomaten wird dagegen zumeist mit dem Verzicht auf einen Bestückkopf erkauft. Das verringert dauerhaft die Bestückleistung und den Durchsatz der Linien – ärgerlich und effizienzsenkend insbesondere bei Produkten, die ebenfalls auf diesen Linien produziert werden können aber keine geklebten Bauteile beinhalten und ohne Einsatz der integierten Klebeeinheit fertigbar sind.
Mindestens ebenso schwer wiegt der Verlust an Flexibilität. Die Integration in Drucker oder Bestückautomaten „bindet“ die Klebstoffdosiersysteme an ausgewählte Linien. Entweder der Elektronikfertiger stattet alle Linien mit dieser Art von Klebstoffdispensern aus – eine vergleichsweise hohe Investition, die sich nur in wenigen Fertigungen mit einem extrem hohen Anteil an zweiseitig bestückten High-Density-Produkten lohnen dürfte – oder der Elektronikfertiger kann Produkte, die ein Kleben erforderlich machen, nur auf wenigen Linien produzieren.
Hinzu kommt ein weiterer Nachteil dieser Architekturen: Der Kleber wird auf die Leiterplatte aufgebracht. Mögliche Fehler beim Kleberauftrag werden über Sichtprüfung oder AOI erst entdeckt, wenn alle Klebepunkte aufgebracht sind. Weil aber das Entfernen von Kleber von Leiterplatten mit bereits aufgebrachter Lotpaste extrem schwierig und zeitraubend oder aus Qualitätsgründen in vielen Fällen sogar grundsätzlich verboten ist, werden bei fehlerhaften Klebepunkten die kompletten Leiterplatten wertlos.
Innovativer Lösungsansatz
Wie kann vor dem Hintergrund dieser Fakten und Überlegungen ein hochwertiger Klebstoffdispenser aussehen. Und: Wie lässt sich dieser optimal und flexibel in moderne SMT-Linien integrieren? Diese Fragen haben sich die Siplace Ingenieure gestellt, die Anforderungen definiert und daraus einen völlig neuartigen Lösungsansatz entwickelt.
Offensichtlich ist dabei zunächst, dass die Integration der Klebstoffdispenser in die Bestückautomaten viele Vorteile hat. So können die vorhandenen Vision-Systeme und die hochpräzisen Linearantriebe für Bewegungen in der Y-, Y- und Z-Achse genutzt werden. Abweichend von den bestehenden Konzepten anderer Hersteller wäre es dabei in puncto Flexibilität allerdings von Vorteil, wenn der Klebstoffdispenser nicht permanent in den Bestückautomaten integriert sondern stattdessen ausbaubar wäre.
Bestückköpfe in den Automaten können bekanntlich einfach und schnell gewechselt werden. Auf dem zweiten Blick aber macht ein Tausch von Bestückkopf gegen Klebstoffdispenser wenig Sinn, da beide Einheiten sehr unterschiedliche Aufgaben erfüllen und mit dem Einsatz einer Klebeeinheit zudem immer ein Verlust von Bestückleistung verbunden wäre. Der weitere Blick auf die Bestückautomaten offenbart, dass mit den Bauteile-Förderern bereits Einheiten vorhanden sind, die deutlich flexibler, schneller und ohne Verlust an Bestückleistung getauscht werden können. Dafür verfügen die Feeder auch über rüstoptimierte mechanische und elektrische Schnittstellen.
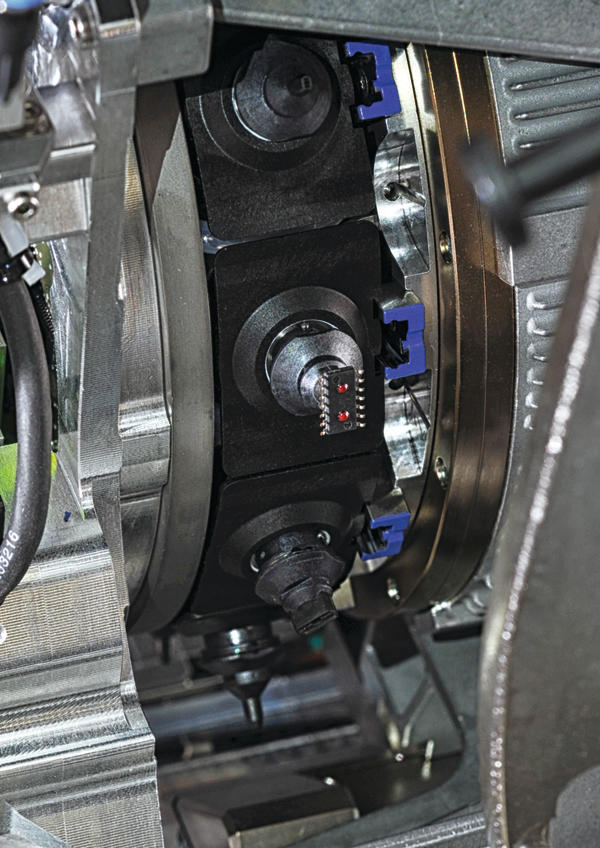
In den weiteren Überlegungen zeigte sich auch, dass moderne, berührungslose Klebeinheiten mit Jet Dispenser ihre Klebepunkte nicht nur in extrem schneller Abfolge abgeben, sondern den Kleber auch nach oben statt nach unten „verschießen“ können. Ein einziger über die Düse abgegebener Klebetropfen wiegt nur zwischen 0,01 und 0,015mg. Wenn sich also eine extrem kompakte Einheit mit Jet-Ventildüse in ein Feeder-ähnliches Gehäuse integrieren ließe, und dabei kleine Klebepunkte nicht abwärts auf die Leiterplatte, sondern aufwärts und hochpräzise auf einzelne Bauteile aufbringen könnte, würden sich damit ganz neue, prozessoptimierende Möglichkeiten eröffnen.
Idee und Konzept geboren
- Weil der Klebepunkt erst unmittelbar vor der Bestückung auf die Komponente aufgebracht wird, ist er frisch und keinerlei negativen Umwelteinflüssen ausgesetzt.
- Nach dem Aufbringen können Position und Beschaffenheit der Klebepunkte über das vorhandene Vision-System kontrolliert werden – in einem Prozessschritt mit der Verifizierung des Bauteils. Weil die im SMT-Prozess eingesetzten Spezialklebstoffe in aller Regel eingefärbt und nicht transparent sind, ist diese visuelle Kontrolle problemlos möglich.
- Sollte der Klebepunkt bei der Kontrolle durch das Vision-System als nicht-akzeptabal eingestuft werden, so kann die betreffende Komponente einfach abgeworfen werden und das Aufbringen des Klebers beim nächsten Bauteil korrigiert werden. Dieser extrem kurze Kontrollzyklus hilft die Fehlerquote mit geringen Kosten und Aufwand zu minimieren.
- Wie ein Förderer gebaut lässt sich der Siplace Glue Feeder einfach, zuverlässig und schnell auf- und abrüsten. Gleichzeitig ist der Dispenser damit flexibel an allen SMT-Linien einer Elektronikfertigung verfügbar.
- Am Bestückautomaten liegen bereits alle Daten zu Leiterplatten und Bauteilen vor. Der Bestückautomat kann damit extrem präzise positionieren – auch bei leicht verzogenen Leiterplatten werden Komponenten und Kleber exakt positioniert. Der Glue Feeder ist damit auch für anspruchsvolle Anwendungen geeignet.
- Das Programmieren zum Aufbringen der Klebepunkte ist extrem einfach und komfortabel, da alle Daten zu Leiterplatten, Passmarken und Position der Komponenten bereits vorliegen. Einzig die Größe/ Zahl und Position der Klebepunkte müssen – mit den gewohnten Prozessen, Tools und Bedienoberflächen – im Bestückprogramm definiert werden.
- Der Glue Feeder kann je nach Bedarf ein- fach und schnell zwischen den einzelnen Bestückautomaten und Linien transferiert werden. Bei wenigen Anwendungen reicht eine einzige Einheit. Steigt der Bedarf für das Kleben von Komponenten, lässt sich die Leistung über den Einsatz zusätzlicher Glue Feeder einfach und schnell skalieren. Ist bei nachfolgenden Produkten kein Kleben notwendig, so wird der Glue Feeder abgerüstet und macht Platz, um die volle Rüstkapazität am Wechseltisch für die Rüstung von Bauelementen nutzen zu können.
- Der Glue Feeder birgt prinzipielle Vorteile gegenüber der Integration von Klebstoffdispensern in Schablonendrucker. So sind die Lochmasken für den Klebstoffauftrag aus Metall und immer exakt an der gleichen Position – auch bei exakter Ausrichtung der Schablone an den Passmarken werden lineare Verformungen der Leiterplatten nicht reflektiert. Anders bei der Bestückung von Bauelementen mit Kleberauftrag durch den Bestückautomaten – hier können Verformungen der Leiterplatten kompensiert werden.
Insgesamt eine stattliche Anzahl von Prozess- und Kostenvorteilen, die zu der Aussage berechtigt, dass die entwickelte, einfache Änderung der Dispenser-Richtung (aufwärts statt abwärts) völlig neue Anwendungsmöglichkeiten schafft. Elektronikfertiger können damit Kleber deutlich einfacher, präziser, zuverlässiger und somit auch deutlich effizienter als bisher applizieren. Die Kostenvorteile entstehen dabei sowohl durch den vergleichsweise niedrigen Investitionsbedarf als auch durch Kosten- und Flexibilitätsvorteile in der Rüstung, beim Reinigen und während der Programmierung.
Einschränkungen in der Anwendung zeigen sich nur wenige. Die Stärken des Glue Feeders liegen eindeutig in Anwendungen, bei denen eine begrenzte Anzahl von SMT-Bauteilen durch das selektive Kleben zuverlässig fixiert werden soll. Für einen großflächigen Auftrag von Kleber auf der Leiterplatte oder das Kleben eines hohen Prozentsatzes von Bauteilen ist die Methode des „Aufwärts-Aufbringens“ nicht geeignet. Hier sind dedizierte Klebestationen oder das Aufbringen von Kleber über den Pastendrucker weiterhin die geeignetere Lösung.
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}