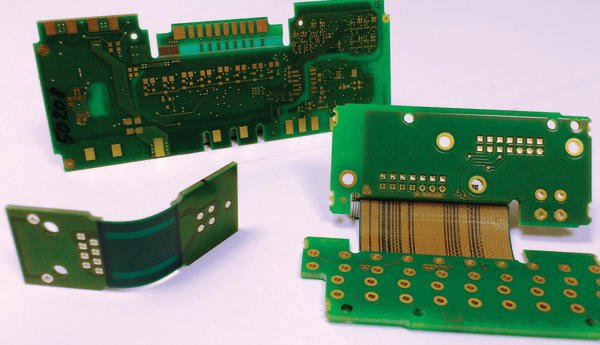
Leiterplattenhersteller ggp-Schaltungen bietet neben dem bekannten Produktspektrum auch Semiflex-Schaltungen aus konventionellen (starren) FR4 Basismaterialien an. Die Technologie eignet sich für doppelseitige und mehrlagige Schaltungen. Die Fertigungsmethode ist prinzipiell sehr einfach und besteht darin, die Dicke der herkömmlichen Schaltung im Biegebereich selektiv soweit zu verringern, bis sich das Material problemlos biegen lässt. Dies wird durch niveaugeregeltes Tiefenfräsen des starren Materials in den Bereichen erreicht, die später gebogen werden müssen. Die Prozesssicherheit wird durch neueste Maschinentechnologie im ggp-Fräsmaschinenpark gewährleistet. Die über Linearmotoren mit integrierten Messeinrichtungen gesteuerten Fräsmaschinen mit Mappingfunktion liefern eine konstante Frästiefe über das komplette Fertigungspanel für reproduzierbare Qualität. Abgerundet wird der Sonderprozess durch die Aufbringung eines speziellen Flexlackes, der eigens für diese Technologie qualifiziert wurde. Somit kann auch auf zusätzliche Sicherungen (z. B. durch ein Prepreg)des Biegebereiches verzichtet werden.
Da der Herstellungsprozess solcher Semiflex-Schaltung nur moderat aufwändiger als der für starre Schaltungen ist, besteht die Möglichkeit, semiflexible Leiterplatten günstig zu realisieren. Es werden im Gegensatz zu normalen Semi- und Starrflex Schaltungen keine Polyimidfolien eingesetzt. Aufwändige Vorarbeiten an Prepregs und Deckfolien entfallen. Zudem ist diese Technologie äußerst Anwender freundlich. Das bei Polyimidmaterialien erforderliche Tempern vor dem Lötprozess kann hier entfallen. Beim Design sind nur wenige, aber wichtige Details zu beachten. Die Anzahl der Biegezyklen beträgt maximal 6. Es ist nur eine Leiterbildlage im Biegebereich möglich. Bei der Materialauswahl müssen Dicy gehärtete Basismaterialien ohne Füllstoffe gewählt werden, da phenolisch gehärtetes Basismaterial mit Füllstoffen das Material spröde macht. Das ist wichtig für die optimale Flexibilität. Der Lagenaufbau bei mehrlagigen Schaltungen sollte in Abstimmung mit dem Unternehmen erfolgen. Der sensible Biegebereich sollte folgende minimalen Breiten in Abhängigkeit vom Biegewinkel nicht unterschreiten, das Unternehmen garantiert einen gleichförmigen Biegeradius. Nach dem Aufbiegen sind bei den LPs unter dem Flexlack keine Veränderungen im FR4-Material zu erkennen. Der Einsatz von Sonderfräswerkzeugen wirkt sich positiv auf den Übergang vom starren Bereich auf den flexiblen Bereich aus. Der hohe Qualitätsstandard wird zudem durch eine optimierte Prozesskontrolle sichergestellt.
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








{kind=link}