

For users of reflow ovens, the ability to generate an appropriate thermal cycle and its repeatability later is of prime importance. Other highly relevant aspects are the maintenance and reliability of the furnaces.
M. Collins, Heraeus Noblelight Ltd.
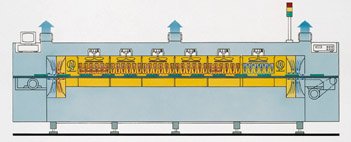
The purpose of a reflow oven is to give perfectly soldered circuit boards. This is achieved by taking the board through a defined thermal cycle so that the solder paste will melt and solidify on clean metal joints. The thermal cycle used in reflow ovens is defined by the requirements of the paste, taking into account the limits of the components on the board. To achieve the thermal profile, an oven is divided into independent zones. Each zone can be set to a particular temperature that causes the board to heat up in a controlled manner. There are also controlled cooling zones once the solder has melted.
In an Heraeus IR or combination oven, the pre-heat is achieved with medium wave length IR emitters which transfer energy in the region 2.6 to 2.8µm to the board. The amount of energy transferred is related to the temperature difference between the heated source and the board or component. Thus, for reliable, repeatable thermal profiles it is important that the source temperature is controlled. In an oven, control of IR zones is achieved by means of a pilot emitter. This emitter has a thermocouple inserted into a thin quartz tube that is placed inside the heated wire. A closed-loop controller operates from this thermocouple. This arrangement ensures that the temperature of the emitter source will not vary significantly. Customers in the U.K. report that the temperature of the emitter varies by less than 2K at any time. This is irrespective of the load into the oven or the environment.
Comparision IR and convection
The reflow process can be carried out with IR emitters or by forced convection. Forced convection is a more equilibrium process and will give a smaller variation of temperatures across components on a board. A key customer for instance still use an IR reflow oven installed six years ago that is still giving excellent soldering results. Data from scans of customers’ boards and the profiles that they achieve clearly show that very complex items can be processed with minimal variation in temperature on the board.
In the forced convection zones, the minimal temperature variation results from an airflow. Hot air is blown through a series of vanes across the conveyor width. These vanes are interlocking from both sides of the module. The hot air is delivered to the board through a series of air knives. The air is returned to the fan and heater chamber between the vanes. This gives a short, consistent airflow pattern that allows the user to achieve the small temperature variation. There are no major airflow streams across the board that can cause components to be displaced.
For reliable reflow, it is imperative that the profiles are repeatable for excellent soldering results all the time. A customer in Germany, for example, carried out a machine capability test to establish the repeatability of their oven to deliver results over a three-month period. The test was carried out on a 3.5m heated length inertized (nitrogen) full force convection oven. The machine capability test requires measurements of parameters to establish the statistical spread of the results. This is compared to the tolerance established on that particular parameter. A perfect machine would have no variation and a wide tolerance on the possible result. A reflow oven should have a small statistical spread of results in comparison to the tolerance allowed. In this case, the hottest temperature component on the board was regarded as an important parameter. This was identified by results from test boards. Here, the hottest component was an SO16 which required a temperature in the reflow zone of +200°C/±3K.
The profile measurements over three months on a test board gave the following results: The average measured temperature was +219.93°C with a standard deviation, Sigma, of 0.573. Thus, the machine capability figure is 1.79 with respect to the upper temperature limit and 1.70 with respect to the lower limit. The requirement targeted by the customer was a machine capability figure of 1.67 or higher. This number is defined as a case where the machine is deemed repeatable enough to be used in a process where the goal is to obtain 6-Sigma operation of the process.
Mechanical features of the machine can also be measured and the machine capability figure calculated. For the chain speed, the figures were more than 10. That is to say very accurately controlled and very repeatable. Another company has reported that they achieve less than 10ppm rejects on soldered boards. Customers using both IR and convection ovens for reflow soldering gain results that are equally good on both types of machine. They report that profiling is easier with a convection compared to an IR oven. However, they also wish to use their ovens to cure SMT glue, and the transition time for a convection oven from reflow to cure is much longer than the time for an IR oven.
Maintenance issues
The maintenance should be easy to provide and disrupt production as little as possible. A customer with three IR reflow ovens has its oldest one in continuous operation over six years, and still operating with the original emitters. The temperatures in each zone have been increased over the years to compensate for the small fall-off in performance of the emitters. This change has been gradual and is caused by the fall-off in performance of the gold reflective coating on the backside of the emitter. A profile is generated for each board type and is checked periodically with a standard mole and test board. The IR emitters work from both the top and bottom sides for double-sided reflow. The users have learnt that it is important to consider the position of the center support. If the center support is not used, it must be placed in a position in the middle of the board to reduce the shadowing effects. If the center support is placed near the edges of the boards, shadow effects can cause areas not to reflow correctly.
Here, the routine maintenance on the oven is carried out weekly with changing the air filters. The condition of the edge pin and center support chain is observed and the chain is wiped clean with a rag. The level in the automatic oiler is checked and topped up when necessary, which is every few months. The mechanism for adjusting the position of the side rails and center support is inspected, cleaned and lubricated monthly. The maintenance also includes checking the battery back up in the oven PLC every month.
The IR ovens are given a thorough clean annually. This takes four people eight hours. The oven is stripped down and cleaned inside. The tracks for the chain are cleaned of the deposit build-up. The annual clean also includes the exhaust system and fan. This system uses the flow of air to exhaust the flux fumes into the atmosphere. The users report that the level of flux collected inside the system is low. Over the six-year use, the customer has had to replace a small number of thermocouples in lamps and four closed-loop controllers. They failed as a result of some disturbances on the electricity supply in the factory and occurred in a short space of time. Corrective measures where taken to smooth out these voltage spikes.
Fluxer build up
The routine maintenance for their convection oven is a little higher. This oven is built for using nitrogen. Convection ovens recirculate gas to achieve good heat transfer. The gas recirculates within each zone, including the cooling zones. Thus, the flux from the solder paste is kept within the oven. The challenge for the oven designer is to mange this flux. The Heraeus oven has a built-in flux condenser that will deal with a large proportion of the flux. Process gas is taken just before the reflow zone and is passed through the condenser. This has a heat exchanger fed with chilled water. The flux condensers are easily accessible and can be removed, cleaned, returned and the oven back to stable operation within 10 minutes. These are cleaned every two weeks. Other users report that in their process the flux condensers are cleaned every 4 to 6 weeks. This will depend upon the board and the solder paste being processed.
Some flux also builds up in the cooling zones. In an oven with two 500mm cooling zones, the users are cleaning one cooling module every six weeks. Another company cleans their cooling module every 8 to 12 weeks. The fan and heat exchanger are lifted from above. The cooling manifold is then lifted out. The manifold uses the same airflow pattern as the heating modules to ensure even treatment of the board. Users having a spare module can return the oven to operation within 30 minutes, and 45 minutes to achieve a reflow profile. The manifold is manually cleaned of the bulk of the flux and then finished in an industrial dishwasher. The complete clean takes two hours. The routine maintenance on the Heraeus ovens is relatively small and carried out at scheduled times. The design of the ovens means that it is easily accessible to aid the engineers. At Heraeus, a customer response is very important regarding how an oven works over time. The information provided by customers is used for design modifications to continually offer improvements. The most important point is that the customer can get reliable repeatable soldered boards with limited time on maintenance.
Fax +49-6181-367-8401
Viele haben ihn schon totgesagt, aber er bietet immer noch große Vorteile beim Vorheizen, bei Wartung und Betriebskosten. Die Rede ist vom Reflowofen mit Infrarotheizung, der im Trend zu Forced- oder Full-Konvektion zum ungeliebten Aschenputtel abgestempelt wurde. Eine in U.K. durchgeführte Feldstudie bei wichtigen Anwendern rückt einige Zusammenhänge wieder ins rechte Licht.
Beaucoup en avaient annoncé la fin mais ses avantages n’en demeurent pas moins réels pour le préchauffage, la maintenance et au niveau des frais d’exploitation. Il s’agit du four à reflow avec chauffage à infrarouge, trop vite déclaré dépassé par rapport à la tendance à la convection forcée ou intégrale. Une étude réalisée auprès d’importants utilisateurs en Grande-Bretagne remet quelque peu les choses à leur vraie place.
Molti lo hanno già creduto morto, ma esso offre ancor sempre grandi vantaggi nel preriscaldamento, nella manutenzione e nella riparazione. Stiamo parlando del forno di Reflow con riscaldamento ad infrarossi, definito come cenerentola quando il trend andava verso i forni a convezione forzata o piena. Una ricerca effettuata nel Regno Unito presso importanti utilizzatori pone nella giusta ottica alcuni particolari sottovalutati.
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}