
Das sichere und zuverlässige Bestücken von 0201-Bauelementen hängt von einer gan-zen Reihe von Faktoren ab. Um diese genauer zu untersuchen, wurde eine Versuchslinie aufgebaut und damit die geeigneten Prozess-Parameter für diese winzigen Bauteile ermittelt. Eine Beschreibung der Versuchslinie und der Testergebnisse lesen sie in diesem Artikel.
Klaus Gross, Fuji Machine Europe, Mainz
Als Mitglied im HDI-Projekt hat das Unternehmen ContiTEMIC zur Untersuchung des PCB-Paddesign, bezogen auf 0201-Bauelemente, Fuji Machine Europe als Partner nominiert. Als weitere Partner wurden die Firma SMT für den Reflow-Prozess, Heraeus zur Bereitstellung der Lotpasten (bleihaltig und bleifrei) sowie Systronic zur Schablonenerstellung (Galvanisch-Additiv und gelaserte Schablonen) gewonnen. Daraus ergab sich folgende Linienkonfiguration für das Projekt:
• Schablonendruck: Fuji GP641E
• Bestückung: Fuji CP732E
• Reflow: SMT 460/1.6 C N2
Schablonendruck
Der Schablonendruck wurde mit einer temperaturgesteuerten Kühleinheit gefahren, d.h. die Temperatur mit 21 °C sowie die Luftfeuchtigkeit wurden über den gesamten Test konstant gehalten. Es wurden zwölf Leiterplatten mit gelaserter Schablone und bleihaltiger Paste und zwölf weitere mit bleifreier Paste gefahren. Anschließend wurden jeweils zwölf PCBs mit in additiver Galvanik hergestellter Schablone mit bleihaltiger und bleifreier Paste gefahren. In Vorversuchen wurden bereits die geeigneten Parameter wie Rakeldruck, Pastendruck, Absprung, Rakelgeschwindigkeit, Temperatur und Viskosität der Paste für die GP641E eingestellt, so dass während des Testverlaufes nur noch die Feinabstimmung stattfand. Damit konnten die jeweils letzten sechs Leiterplatten ohne Veränderungen im kontinuierlichen Durchlauf produziert werden.
Generell ist dem Druckprozess die meiste Aufmerksamkeit zu schenken. Es wurde eindeutig festgestellt, dass dieser Prozess sehr kritisch und der Haupteinflussfaktor für die Gesamtqualität ist. Ergebnisneutral ist der Einsatz bleifreier oder bleihaltiger Paste. Deutliche Druckqualitätsunterschiede zeigte die Schablone selbst, wobei hier eindeutig die mit additiver Galvanik hergestellte Schablone die bessere Variante ist. Dabei ist es sehr wichtig, dass der richtige Winkel bei der Herstellung der Schablonenöffnungen berücksichtigt wird. Ein weiterer wichtiger Parameter ist die Absprunggeschwindigkeit. Diese ist entscheidend für das Herauslösen der Paste aus der Schablonenöffnung und somit für die spätere Kantenstabilität.
Bestückung
Wie aus anderen Versuchsreihen bereits bekannt war, stellt das Bestücken der 0201-Bauelemente immer wieder eine besondere Herausforderung an den Bestücker dar. Dies gilt besonders für die Platziergenauigkeit, da die 0201-Bauteile eine ähnliche Prozessgenauigkeit erfordern wie ein Finepitch-Bauteil. Jedoch mit dem Unterschied, dass der 0201 auf einem Chip-Shooter gefahren wird und nicht auf einem hochpräzisen Finepitch-Bestücker. Zum Nachweis wurde ein sogenannter PAM-Test (Placement Accuracy Measurement) auf dem Chip-Shooter CP732E gefahren. Die Ergebnisse waren:
• X/Y-Mittelwertabweichung von 2 bis 5 µm,
• X/Y-6-Sigma-Werte von 50 bis 60 µm und
• Cp/Cpk-Werte von 1,9 bis 2,1.
Nach positivem Abschluss des Genauigkeitstests wurde die Bestückung der 0201-Bauelemente vollzogen. Zwei Besonderheiten an der Maschine sind hierbei aufzuführen: eine konische Nozzle, die speziell für diese Bauform entwickelt wurde, und ein Feeder speziell für 0201-Bauteile. Ansonsten hat die Maschine als Standard bereits eine Super-Narrow-View-Camera integriert, die mit Ihrer hohen Auflösung besonders gut für 0201-Bau-teile geeignet ist. 860 Bauelemente pro Leiterplatte wurden im Test bestückt und anschließend ausgewertet. Die Bauteile stammten von der Firma Murata. Die Pickup-Rate lag bei 1:8.600 und die Bestückungsgeschwindigkeit über 50.000 Be/h, da die Maschine mit 100%-CAM-Geschwindigkeit und einer X/Y-Tischgeschwindigkeit von Ultra-High programmiert wurde.
Eine interessante Anmerkung: Es wurde kein Grabsteineffekt durch die Bestückung verursacht. Jedoch konnte bei einer Offset-Eingabe von 100 µm in X-Richtung sofort ein signifikanter Anstieg des Grabstein-Effekts erzielt werden. Die CP732E ist demnach ein für 0201 uneingeschränkt geeignetes Maschinenkonzept, was auch bei anderen Tests bereits unter Beweis gestellt wurde.
Lotpasten
Die Lotpasten für 0201-Bauteile müssen hinsichtlich verschiedener Parameter optimiert werden: Pulverpartikelgröße, Rheologie, Auslaufverhalten/Formstabilität der Lotdepots, Benetzung usw. Die Pulverpartikelgröße in der Lotpaste muss an die deutlich kleineren Geometrien der Schablonenöffnungen (schmälere Durchbrüche, dünnere Schablonen – 120 µm) angepasst werden. Für 0201-Bauteile werden Lotpasten mit Pulverpartikel Klasse 4 (20 bis 38 µm) eingesetzt. Darüber hinaus ist die Rheologie der Lotpaste sehr wichtig: einerseits muss die Lotpaste sehr gut aus den kleinen Schablonenöffnungen auslösen, andererseits müssen die Lotdepots auf den Anschlussflächen sehr formstabil sein, um eine Lotkugel- bzw. Brückenbildung zu vermeiden. Die kleineren Pulverpartikel von 20 bis 38 µm haben eine größere Oberfläche als die Partikel mit 25 bis 45 µm Durchmesser. Um trotzdem eine gute Benetzung gewährleisten zu können, müssen die Lotpasten für 0201-Bauteile sehr gut aktiviert sein – dies ist speziell beim Löten unter Luft von großer Bedeutung. Dabei ist zu beachten, dass die Lotpasten die No-Clean-Spezifikationen erfüllen müssen. Im Laufe dieser Untersuchung wurden sowohl bleihaltige als auch bleifreie No-Clean-Lotpasten verwendet: F816SN62-90M40 (Pb36/Sn62/Ag2, Schmelzpunkt 179 °C), F381SN63-90M40 (Sn63/Pb37, Schmelzpunkt 183 °C) und F369CU0.5-89M4 (Sn95,5/Ag4/Cu0,5,Schmelzpunkt 217 °C). Alle drei Lotpasten enthalten Pulverpartikel mit 20 bis 38 µm Durchmesser. Nach entsprechender Anpassung der Druckparameter wurden mit allen Lotpasten gute Druckergebnisse erzielt. Die Lotpasten waren klebrig genug, um ein Verrutschen der Bauteile während der Bestückung und während des Transports in der Linie zu vermeiden.
Das Reflow-Löten wurde unter Luft durchgeführt. Visuelle Inspektionen der Lötstellen unter dem Mikroskop zeigten eine gute Benetzung sowohl der Anschlussflächen (NiAu) als auch der Bauteile (Sn bzw. SnPb). Der Lotdurchstieg ist stark vom Pad-Layout abhängig. Die bleifreien Lötstellen sind weniger glänzend als die bleihaltigen, dennoch sind sie gut ausgeformt. Die Geometrien der Anschlussflächen auf der Leiterplatte und der Schablonendurchbrüche beeinflussen nicht nur die Druckergebnisse, sondern auch die Fehlerrate nach dem Löten.
Reflowlöten
Für das Umschmelzen des Lots wurde eine Reflowanlage gewählt, die kurz und kompakt ist, sich aber zugleich mit den Anlagen aus der industriellen Großserienfertigung messen kann: die SMT 460/1.6 C N2. Mit einer Heizstrecke von 1,6 Meter beträgt die typische Transportgeschwindigkeit 0,5 m/min. Entscheidend für die Prozessfähigkeit ist das hohe umgewälzte Luft- oder Stickstoffgasvolumen in der Reflow-Anlage von bis zu 8000 m3/h verteilt auf fünf Lüfter-/Heizmodule.
In Kombination mit der Luftführung über die patentierten Schlitzdüsen können die Baugruppen mit vergleichsweise niedrigen Lufttemperaturen erwärmt werden. Dies ermöglicht auch bei bleifreien Loten einen schonenden Prozess und gewährleistet ein geringes iT auf der Baugruppe.
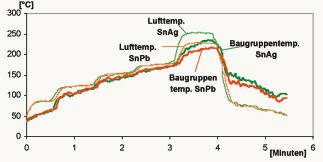
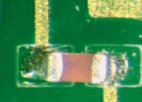
Um die Unterschiede der notwendigen Temperaturen darzustellen, sind die Profile in Bild 1 dargestellt. Bis auf die Temperaturen in der Peak-Zone sind die Lötprofile identisch. Beim bleifreien Lot wurde mit einer Lufttemperatur von ca. 250 °C die Baugruppe auf 235 °C erwärmt. Mit dieser Anlage und diesen Profilen stellte sich der Reflow-Prozess als der unkritischste dar. Die sehr wenig aufgetretenen Fehler konnten eindeutig dem Pastendruck oder auch den hierfür speziell entworfenen Pads zugeordnet werden. Trotz der sehr feinen Strukturen und dem Löten unter Luft konnten keine Lötstellen bemängelt werden. Überraschend war das Ergebnis mit dem bleifreien Lot: die Lötfehlerrate war genauso minimal und auf vorgeschaltete Prozesse rückführbar; die Benetzung erfüllte alle Qualitätskriterien (Bild 2 und 3). Aufgrund dieser Ergebnisse wurde auf ein Löten unter Stickstoff verzichtet.
Testergebnis
Die Testreihe zeigte, dass bei den 0201-Bauteilen die Prozessparameter (Drucker/Druckparameter, Leiterplatten- und Schablonen-Layout, Schablonenqualität, Lotpaste, Bestückung und Reflow-Profil) sehr gut aufeinander abgestimmt sein müs-sen. Das Prozessfenster wird erheblich kleiner, so dass bei jedem einzelnen Prozessschritt die Parameter sehr stabil gehalten werden müssen. Dazu ist eine geeignete On-Line-Prozessüberwachung zu installieren, die gegebenenfalls frühzeitige Eingriffsmöglichkeiten bietet. Der 0201-Prozess ist für sich betrachtet eine gute Möglichkeit zur weiteren Miniaturisierung mit einer sicheren, stabilen Technologie. Die Grenzbereiche werden nur dann schnell erreicht, wenn 0201-Bausteine mit herkömmlicher Prozesstechnologie auf einem Substrat kombiniert werden.
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}