

In the end-of-line automation on the electronics shop floor, depanelling is an important step, since very often PCB assemblies are multiple manufactured on large panels. For the user in high-volume environments it is therefore essential too, to have access to such equipment based on a safe and economical concept of separating the assemblies or PCBs, respectively. For the determination of the critical stress load, automation specialist firm IPE together with partnering companies developed a measurement procedure.
Gerd Wilhelm, IPE, Fürth, Germany
The trend in electronics production towards the processing of large printed circuit board panels is both unmistakable and more pronounced than ever before. This movement is supported by high-performance placement machines or inserters. Their capabilities can best be exploited when large-surface boards are to be assembled, and when product-changeover times are to be reduced to a minimum. Price pressures on the base material promote optimum use of raw material, the reduction of waste and of unused printed circuit board surfaces.
These tendencies are however difficult to reconcile with another recognizable development, one which calls for smaller devices on more densely populated boards. An inevitable result arising from these initially divergent developments is the necessity of separating multiple panels, and adapting the individual boards according to the requirements.
Procedures for separating circuit boards are surely not new. Punching, breaking, milling, and separating with rotating blades, are all very familiar procedures. This list has been extended to include separation with high-speed saws. Increasing demands on quality and long-term stability of the ever more densely-packed boards (HDI, high-density interconnect boards) with an increasing number of components have led to a situation whereby the stress loads caused by punching, breaking and separating with rotating blades are being subjected to ever greater critical scrutiny. Therefore, for the determination of stress load including both compression and expansion, a measurement procedure was developed by IPE together with an engineering firm and an international enterprise. The aim was to provide an almost stress-free depanelling.
The measurementconcept
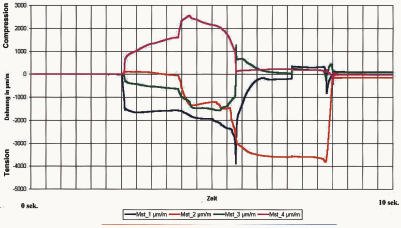
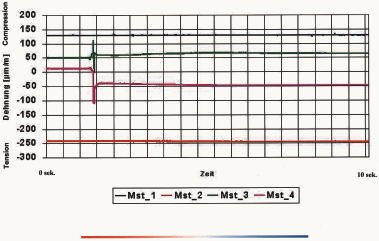
A centrally located single board, 30 x 4mm in size, wasselected from a 49-multiple panel which was measured for purposes of comparison in connection with all separation procedures. Four expansion-measurement strips, placed in immediate proximity to the separating traverse, were to record expansion and contraction, in both horizontal and vertical (recorded in (m/m). The recording instrument permitted a time-related display. As the results reveal, figure 1 shows the strains arising with punching, and fig-ure 2 those connected with milling. A comparison of the two measurement indexes makes it clear that the strain caused by milling is less than that caused by punching by a factor of 10.
Besides the demand for stress-free separation, the application-specific utilizations – whether in-line or off-line, automatic or manual loading and/or unloading, mass or job-lot production (high volume or low batches) – determine the construction and the implementation of the systems being brought into use. The general requirement naturally arises that the panel separator not lead to production bottlenecks, and that it must adapt itself, particularly with in-line integration, to existing production cycles. This means that the separation of the individual circuit board, together with subsequent handling, shall not take up more time than the placement itself and any required tests. The parallel utilization of several placement and test systems achieving the required line cycle is usually accepted out of necessity, although it is still expected that the panel separator will accommodate itself to the cycle times.
Cycle time of in-line depanelling
What determines the cycle time of an in-line panel separator? First of all, there is the board handling. The panels must be supplied from the preceding process (soldering oven or optical inspection, respectively), without interruption and while maintaining short changeover times, and be transported to a predefined position in the depanelling equipment. The collectively brief handling times will be achieved only when the panel is completely taken up using a circuit board-specific gripper (figure 3), and then moved over a specific tool, such as a milling cutter or saw. Additionally, decisive are the number and the total length of the traverses to be separated, or – in the case of saws – the entire length of the cuts to be performed. The speeds to be achieved in a simple separation process are usually determined by the tool itself and can hardly be shortened, although the reverse is true for handling and movements not involving the tool. Linear motors with high acceleration and stop performance, which can be positioned very precisely in short time and which are almost completely resistant to wear, represent at the moment an absolute high quality standard. The IPE in-line panel separators (figure 4) are based on a highly solid granite base, so that no disruptive vibrations can occur, despite the high accelerations possible. Cast aluminum framing elements and a plate, also made of cast aluminum for supporting the linear axes in the roofing member, together make up a non-positive and interlocking unit.
Whereas only straight cuts can be carried out with the saw (this will be discussed in greater detail below), the milling cutter offers the opportunity of creating whatever sort of contour is required to accommodate the housing or assembly outlines. High-performance control, integrated into a PC, offer the ease of operation of modern CNC machine tools and integrate the functions of the SPS and the triggering of all elements through the CAN bus. The interfaces to production equipment attached before and after naturally correspond to SMEMA recommendations, although they can also be adjusted to suit customer specifications.
The circuit boardafter separation
Whereas the in-feed process is the same with most automated systems, (loading the panels from the preceding process or from the line loader), further processing following separation is very individualized. It extends from the simplest way of board depositing onto a flat belt for manual removal, to using an edge belt conveyor for automated transport all the way to individualized magazining or palletization. With this in mind there must be design considerations around the gripping tools with which all singulated boards, either as a group or individually, are to be held or deposited. Special filigree tools arise here for panels with many single boards which determine the quality, reliability, efficiency and availability of the depaneller. Consenting to compromises here means cutting costs in the wrong place.
Depending on the board design, different elements ranging from simple suction nozzles up to parallel grippers with board-specific fingers are utilized for grasping the circuits. The gripping elements are supported by centering pins for the individual boards, ensuring exact positioning, which is also the prerequisite for achieving the high precision levels of ±30em. All gripping elements on the rapidly interchangeable gripper unit are triggered by the CAN bus, which connects pressurized air or vacuum capability, depending on the application. This means that only a limited number of lines for operation and energy supply are necessary. The gripper coding capability ensures that the correct type and separation program are always suited to one another and that, in cases of additional markings (barcode, 2D matrix), a comparison with the incoming board type is possible.
Good/bad separationin the depaneller
Yet another process step determines the handling of circuit boards in the depaneller: the distinction between good and bad. The prerequisite here is that this information be extracted from the test system positioned earlier, and that it be communicated to the depaneller. In cases of high-value boards, panels with errors are not separated, but rather placed upon a separate conveyor and taken to a storage area or directly to a rework station. After repair, these panels can be run through the test system once again before undergoing separation.
In cases of inexpensive boards for which rework cannot be justified economically, defective boards are treated as waste or edge strips and are collected in containers. The cut-off point (number of defective individual boards in multiple panels) at which defective multiple panels are separated and sorted or are left unseparated in ‚bad‘ storage areas can be set to preference. It is recommended for secure handling of good/bad information that the panels be provided with barcodes or 2D matrix codes and to store the related information in a server. There they will be called back from the depaneller after the scanner at the conveyor entry has identified a panel. The good/bad separation is also possible in the absence of a numbering system, but it then requires self-enclosed transport paths, so that fault information and boards are always transported in a synchronized manner.
Cutting with saws:fast and economical
Milling tools allow an advance speed of2 to 4m/min, depending on the board material, cutter diameter and the type and form of the traverse to be separated. When higher speeds are attempted, either the milling cutter breaks or the desired precision can no longer be achieved. The separation speed can be more than doubled when diamond-coated or diamond-studded saw blades can be utilized instead of milling cutters. This type of separation is limited to straight cuts, but nevertheless offers, in addition to greater separation speed, the advantage of losing less material during cutting, which is particularly an advantage with items that were not designed for separation with milling cutter or saw, meaning that their dimensional accuracy would no longer exist after subtracting cutting losses. Diamond-studded saws with thicknesses of 0.3mm, which remove no more than the pre-scratched V-groove, permit the use of this rapid and stress-free separation procedure, even for subsequent cuts.
The reduction of the line beat involving no additional investment in equipment or personnel can mean a considerable increase in its economic efficiency. The prerequisite for this is that all machines can be adjusted to function at the altered times. Once the shortest handling times and the maximum separation times in a depaneller have already been exhausted, there is only one other possibility which is to reduce the cycle time through parallelization of the processes. The opportunity exists, particularly with large panels, of utilizing two tools at once. They work in parallel fashion on a single panel, thus reducing the separation time itself by half, depending on the geometry of the panel. This amounts to a reduction of 30 to 40% across the entire cycle. In cases of smaller panels, the simultaneous processing of several boards with several tools is one proven way of achieving the same result. The combined use of saw and milling cutter in a machine platform is also an economic alternative where the board design permits exploitation of saws for straight lines, and the milling cutter removes residual traverse areas or blank spaces (recesses) in a free selection of forms.
Can it be donewithout any dust?
Milling and sawing are primarily material-removing processes. The dust that is created during operation is disposed of by means of a suction housing of optimum fluidic design which encloses the tools, and by means of high-performance dust suction systems. An ionization of the air in the separation area prevents static charges and supports optimum suction processes. If the product is to be nearly dust-free, then IPE offers either subsequent cleaning processes with rotating mechanical brushes or ‚brushes for the air‘ with additional suction capability.
Multiple-panel boards with up to 100 individual items can hardly be handled with the process described above. Individual positioning with universal grippers would however, on the other hand, prolong the cycle time to an unacceptable extent. For that reason, IPE offers the possibility of separating multiple panels on a single work piece carrier which positions the individual boards during the depanelling process. The separation tools – milling cutter or saw – are moved while the boards remain in place on the work-piece carrier. Loading or unloading can take place manually or automatically, whereby the automated unloading also involves a good/bad sorting and the placement on customer-specific palettes. To ensure that loading and unloading do not have an influence upon one another or even delay each other, the machine is equipped with a work-piece carrier rotating system, meaning that while one carrier is being unloaded, the other can be loaded, and the separation process continues.
It is clear to see that stress-free depanelling of circuit-board panels using mill cutters or saws prevents the possibility of damage to components or strip conductors. Moreover, it reduces the risk of long-term breakdowns in the field by a considerable extent and drives the process-related costs down even further.
EPP 153
Zusammenfassung
Je mehr Baugruppen schrumpfen, um so häufiger werden sie im Nutzen hergestellt; somit befinden sich auf einer größeren Platinen eine ganze Reihe identi-scher Objekte. Damit sind erhebliche Kostenvorteile verbunden. Doch wenn man am Ende der Linie diese Boards vereinzelt, braucht man leistungsfähige Nutzentrenner. Neben der Kosten- und Qualitätsfrage muß auch erheblicher Staubanfall beherrscht werden, zudem verdienen auch die Kräfte, die beim Trennen einwirken, mehr Beachtung.
Résumé
Plus les modules se rétractent, plus fréquemment ils sont réalisés dans le flan ; de ce fait, les cartes de grande taille supportent toute une série d’objets identiques. Les avantages qui en résultent en termes de coûts sont considérables. Mais pour séparer ces cartes à la fin de la chaîne, il est indispensable de disposer de systèmes de séparation de flans performants. Outre la question du coût et de la qualité, il est nécessaire de maîtriser une production considérable de poussière. Par ailleurs, les forces en jeu pour la séparation des flans méritent une attention accrue.
Sommario
Più i gruppi costruttivi diventano piccoli e più essi vengono prodotti in blocchi, cosicché su di un’unica scheda o piastra vengono a trovarsi più componenti identici. Così facendo è possibile ottenere grandi vantaggi economici. Se però al termine della linea tali componenti vengono singolarizzati è necessario disporre di separatori di grande capacità e prestazioni. Oltre alla questione dei costi e della qualità deve essere anche risolto il problema della polvere generata; è inoltre necessario rivolgere maggiore attenzione alle forze che vengono applicate durante tale processo.
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}