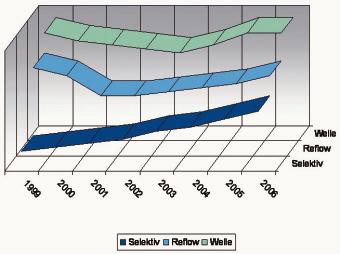

Wie kein anderes Segment in der Elektronikproduktion verzeichnet der Selektiv-Lötprozess eine rasante Entwicklung. Die Gründe hierfür sind recht vielschichtig und differenziert. Betrachtet man den Entwicklungsprozess der vergangenen Jahre in der Elektronikfertigung genau, so ist ein deutlicher Trend zum Reflowlöten klar erkennbar. Der Wellenlötprozess verschwindet zwar noch nicht aus der Elektronik- produktion, jedoch hat er einen deutlichen Rückgang zu verzeichnen.
Heike Schlessmann & Volker Liedke, Seho Seitz & Hohnerlein, Kreutzwertheim
Zurück bleiben einige wenige THT-Bauelemente, die nach dem Reflowprozess eingelötet werden müssen, meist handelt es sich hier um Steckverbinder, Elkos oder Spulen, nicht selten sind es temperaturempfindliche Komponenten.
Vor allem durch die bestehenden hohen Qualitätsanforderungen ist in den meisten Fällen ein manuelles Einlöten dieser Restkomponenten heute nicht mehr akzeptabel. Zu viele nicht steuerbare Variable stehen einem reproduzierbaren Prozess „im Wege“ und zu groß ist die subjektive Beeinflussung durch das Personal.
Unter dem Aspekt der Wirtschaftlichkeit blieb in der Vergangenheit aber vor allem den kleineren und mittelständischen Elektronikproduzenten keine große Wahl, da automatisierte Selektiv-Lötsysteme bislang mit einem relativ hohen Investitionsbudget verbunden waren. Aber gerade hier wird andererseits der Qualitätsaspekt sehr hoch angesiedelt.
Mit dem neuen Selektiv-Lötsystem GoSelective von Seho steht nun ein Konzept zur Verfügung, das auch für die „Einsteiger“ in das automatisierte Selektivlöten eine wirtschaftliche Lösung bietet.
Anforderungen an den Selektiv-Lötprozess
Zunächst sollten wir uns einmal vor Augen führen, welche Anforderungen an den Selektiv-Lötprozess gestellt werden müssen.
Zum einen – und allem voran – ist hier natürlich die Qualität der Lötstelle anzuführen.
Diese wiederum hängt von verschiedenen Faktoren ab, besonders aber von der Präzision, mit der die Selektiv-Lötanlage arbeitet. Beeinflusst wird die Qualität der Lötstelle aber auch durch eine inerte Atmosphäre, die die Benetzungsfähigkeit wesentlich verbessert und optisch ansprechende Ergebnisse liefert.
Eine weitere Anforderung an den Selektiv-Lötprozess ist die Flexibilität. Dieses gerne und vielgenutzte Schlagwort kann dann auch gleich mehrfach herangezogen werden.
Da wäre zunächst die Flexibilität bezüglich des Handlings, d.h. werden die Leiterplatten direkt oder aber in Masken verarbeitet, gibt es wechselnde Formate ?
Flexibel sollte sich das System auch hinsichtlich des Produktflusses zeigen. Wird der Selektivprozess als Insellösung in die Fertigung integriert, dann macht eine manuelle Beladung Sinn und wirkt sich zudem positiv auf die Investitionskosten aus (Stichwort Lean Invest). Soll der Selektiv-Lötprozess dagegen in eine automatische Fertigungslinie integriert werden, dann muss natürlich auch die Selektiv-Lötanlage mit einem entsprechenden Inline-Transport, den erforderlichen Schnittstellen usw. ausgestattet sein.
Schließlich muss dann natürlich auch der eigentliche Prozess flexibel sein. Das Selektiv-Lötsystem sollte in der Lage sein, schnell und unkompliziert an unterschiedliche Produkte angepasst werden zu können. Miniwellen sorgen hier für die höchste Flexibilität, da – kombiniert mit einem flexiblen Handling – für jedes Produkt der ideale Prozess realisiert werden kann.
Die Taktzeit – eine weitere Anforderung an den Selektiv-Lötprozess – kann durch die (zusätzliche) Integrierung eines Hub-Tauch-Lötbades deutlich reduziert werden. Hierbei sind die Lötdüsen produktspezifisch angeordnet, d.h. alle Lötstellen werden simultan bearbeitet. Und um der Flexibilität wieder Genüge zu tun, sollte diese Lötdüsenanordnung natürlich schnell wechselbar sein, um die Fertigung schnell auf ein neues Produkt umstellen zu können.
Generell sollte ein Selektiv-Lötsystem servicefreundlich und wartungsarm und selbstverständlich einfach in der Bedienung sein.
Nicht zu vergessen wäre dann noch das zur Zeit am häufigsten diskutierte Thema: Der gesamte Selektiv-Lötprozess muss natürlich auch auf die Verarbeitung bleifreier Lotlegierungen ausgelegt sein.
Die Aufgabe für die Entwicklungsabteilung bei Seho war damit klar definiert: ein hochpräzises Selektiv-Lötsystem, das bezüglich des Handlings und des Prozesses maximale Flexibilität bietet, mit einer lokalen Stickstoffbegasung im Lötwellenbereich und einem hochmodernen Steuerungssystem ausgestattet ist und Bleifreitauglichkeit mitbringt. Das Ganze unter dem Aspekt, hohe Stückzahlen bei einer großen Baugruppen-Varianz zu bearbeiten und die Investitions- und Betriebskosten gering zu halten.
Das Ergebnis ist die GoSelective.
Das Anlagenkonzept
Die GoSelective ist mit einem hochpräzisen Doppel-Portalachsensystem ausgestattet. Die jeweils zwei X- und Y-Achsen mit Servoantrieben sorgen dabei für eine exakte Positionierung der Baugruppen und arbeiten mit einer Wiederholgenauigkeit von ±0,1 mm.
Um Wärmeausdehnungen, die die Genauigkeit des Systems beeinflussen könnten, zu vermeiden, werden die Achsen gekühlt.
Für ein flexibles Handling sorgt bei der GoSelective der Greifer, der an der Z-Achse montiert ist und sowohl Leiterplatten direkt als auch Masken verarbeiten kann.
Für eine volle Inline-Integration kann der Direktgreifer so ausgeführt werden, dass die Breite bei einem Produktwechsel automatisch verstellt wird.
Durch die Kipp- und Drehfunktion des Greifers können ideale Lotabrisswinkel bzw. die jeweils günstigste Lotabflussrichtung für jede Lötstelle realisiert und auch schwer zugängliche oder kritische Bereiche zuverlässig gelötet werden.
Die verschiedenen Greifersysteme können außerdem – falls erforderlich – mit Bauelementefixierungen oder einer Leiterplattenunterstützung zur Vermeidung von Durchbiegungen ausgestattet sein.
Verschiedene Flux- und Vorheizkonzepte stehen zur Auswahl.
Um einen flexiblen Produktionsprozess zu gewährleisten kann die GoSelective mit Löteinheiten für den Miniwellen- und / oder den Hub-Tauch-Lötprozess ausgestattet werden.
Flexibilität beim Produktfluss
Die Basisvariante der GoSelective besteht aus einem Prozessmodul und ist mit einem Drehteller mit manueller Weiterschaltung ausgestattet. Diese Konfiguration ist ideal für eine so genannte Insellösung.
Die erste Station im Drehteller dient zur manuellen Ein- und Ausgabe der Baugruppen. Hier bietet sich die Handbestückung der THT-Komponenten an, während der Vorheiz-, Flux- und Lötprozess gleichzeitig und vollautomatisch im Hintergrund ablaufen.
In der zweiten Station wird die Baugruppe zunächst vorgeheizt. Die dritte Station dient als Entnahme- bzw. Ablagestation für den Greifer, d.h. der Greifer entnimmt die Baugruppe aus dem Drehteller, führt sie über die fest installierte Flux- und Lötstation und legt sie anschließend wieder ab. In einer weiteren Station können beispielsweise eine Kühlung oder ein Inspektionssystem integriert werden. Statt mit einem manuell zu bedienenden Drehteller kann diese Version der GoSelective auch mit einem Inline-Transport ausgestattet werden. Die GoSelective-2 – eine weitere Anlagenvariante – besteht aus zwei Prozessmodulen, ist mit einem Inline-Transport ausgestattet und zeigt sich daher bezüglich der Konfigurationsmöglichkeiten besonders flexibel.
Die Details
Ein Blick auf die verschiedenen Arbeitsstationen, die in der GoSelective integriert sind, verdeutlicht den modularen Aufbau und das flexible Anlagenkonzept. Dennoch zeichnet sich die konstruktive Ausführung durch einen sehr kompakten Maschinenbau aus, das spart teure Grundfläche in der Fertigung. Als Vorheizmodul kommen entweder Quarzstrahler zum Einsatz oder ein Konvektionsmodul. Auch eine Kombination von beidem ist realisierbar.
Das Fluxersystem der GoSelective ist mit einem Mikro-Tropfenfluxer ausgestattet, der für einen punktgenauen Flussmittelauftrag und die geringst- mögliche Kontamination der umgebenden Bereiche sorgt. Eine Sprühstrahlüberwachung sichert den Prozess ab.
Zur Verkürzung der Taktzeit, z.B. bei der Nutzenbearbeitung, können mehrere Düsenköpfe eingesetzt werden. Jeder Düsenkopf kann mit bis zu drei Mikro-Tropfendüsen ausgestattet werden, so dass z.B. 2-reihige Steckverbinder in X- und Y-Richtung in einem Durchlauf gefluxt werden können.
Für einen noch höheren Baugruppendurchsatz sorgen separate Fluxermodule, die vor der Anlage installiert werden können. Dabei können wahlweise ein Koordinaten-Sprühfluxer oder ein Simultan-Sprühfluxer bzw. Simultan-Tauchfluxer, die jeweils mit produktspezifischen, schnell wechselbaren Düsen ausgestattet sind, zum Einsatz kommen.
Alle handelsüblichen Flussmittel bis zu einem Feststoffgehalt von 5% sind bei allen Fluxereinheiten problemlos einsetzbar.
Im Lötbereich wird es dann richtig interessant. Verschiedene Löteinheiten für Miniwellen-Prozesse oder Hub-Tauch-Prozesse stehen hier zur Auswahl, wobei bei der GoSelective-2 zwei Löteinheiten integriert werden können. Mit einem Maschinensystem werden in diesem Falle alle Prozesse abgedeckt.
Miniwellen-Löteinheiten mit schnell wechselbaren Düsen, die sowohl für Schlepp- als auch für Tauchprozesse genutzt werden können, sorgen für die höchstmögliche Flexibilität, wie sie beispielsweise bei häufigem Produktwechsel gefordert wird.
Neben den bekannten Löteinheiten mit mechanischem Pumpsystem kann auch eine elektromagnetische Löteinheit eingesetzt werden. Durch das geringe Lotvolumen von nur 10 kg bei einer absolut konstanten und gleichmäßigen Welle macht diese Löteinheit vor allem bei den verhältnismäßig teuren bleifreien Lotlegierungen Sinn. Darüber hinaus gibt es bei dieser Löteinheit keine mechanischen Komponenten, die das Bearbeitungsfeld einschränken könnten.
Die Hub-Tauch-Löteinheiten sind mit produktspezifischen Löttools ausgestattet – ebenfalls schnell wechselbar – und sorgen damit für kürzeste Zykluszeiten, wenn hohe Stückzahlen zu fertigen sind.
Eine besonders flexible Variante bietet eine Doppel-Löteinheit für Hub-Tauch-Prozesse. Die große Lötbadfläche bietet die Möglichkeit, zwei unterschiedliche produktspezifische Löttools zu installieren. Damit können im Mischbetrieb zwei verschiedene Produkte mit nur einem Lötbad bearbeitet werden. Je nach Leiterplattengröße kann jedes Tool so angeordnet werden, dass je Löttool zwei Baugruppenlayouts abgedeckt werden. Damit ist in diesen Fällen die Bearbeitung von vier unterschiedlichen Produkten im Hub-Tauch-Prozess möglich. Der entsprechende Programmwechsel erfolgt manuell durch den Maschinenbediener bzw. zukünftig auch über Barcode. Alle Lötbäder verfügen über automatische Lotzufuhr zum Ausgleich der entnommenen Lotmengen. Und um neben der Flexibilität die geforderte Präzision nicht aus den Augen zu verlieren, wird bei allen eingesetzten Löteinheiten die Wellenhöhe permanent überwacht und geregelt, um die Ergebnisse kontinuierlich reproduzierbar zu halten.
Alle Löteinheiten sind zudem mit einer lokalen N2-Begasung ausgestattet. Damit wird zum einen die Benetzungsfähigkeit wesentlich verbessert, zum anderen ist damit eine oxidfreie Welle garantiert, wodurch gleichzeitig der Wartungsaufwand auf ein Minimum reduziert wird. Ein positiver Nebeneffekt ergibt sich dadurch, dass die Lötstelle optisch ansprechender ist.
Ausgiebig diskutiert wird derzeit das Thema bleifreie Elektronikproduktion. Mit nur wenigen Ausnahmen wird diese Gesetzgebung zum 1. 7. 2006 greifen und sich auf nahezu alle Produktbereiche erstrecken. Bei Seho hat man bereits sehr frühzeitig begonnen, sich mit dieser Thematik zu befassen. Besonders die Aggressivität der neuen, hauptsächlich aus Zinn bestehenden, bleifreien Legierungen, die für starke Erosionserscheinungen an den herkömmlichen Materialien für z.B. Lötbäder und Pumpen verantwortlich ist, rückte dabei in den Mittelpunkt der Untersuchungen.
Gemeinsam mit Industriepartnern und Forschungsinstituten entwickelte Seho einen Komposit-Oberflächenschutz, der mittlerweile seit einigen Jahren erfolgreich im Einsatz ist und bei allen bekannten Bleifreilegierungen einen sicheren Schutz gegen erosive Angriffe bietet.
Einfach zu bedienen und servicefreundlich
Eine weitere Anforderung an einen wirtschaftlichen Selektiv-Lötprozess war die Servicefreundlichkeit.
Die GoSelective ist von allen Seiten mit großen Klappscheiben bzw. Türen ideal zugänglich.
Die Löteinheiten der mehrzelligen Anlagen können – auch während der Produktion – nach hinten ausgefahren werden. So ist es z.B. möglich, an einer Löteinheit einen Düsenwechsel vorzunehmen, während die Produktion mit der zweiten Löteinheit weiterläuft.
Die Steuerung der GoSelective besteht aus einer kompakt ausgelegten SPS mit integrierter CNC-Steuerung. Dieses System stellt den derzeit modernsten Stand der Steuerungstechnologie dar und beinhaltet ein leistungsfähiges CAN-Bus-System.
Auch das Teachen der Lötstellen gestaltet sich besonders einfach.
Mittels einer Kamera mit separatem Monitor werden vom Bediener einige wenige Prozesspunkte festgelegt und die Software schlägt automatisch vordefinierte Werte vor.
Bei häufigem Produktwechsel kann ein Offline- Teach-Programm verwendet werden. Hierbei werden die einzelnen Lötprogramme an einem beliebigen PC erstellt, so dass die Produktion bei einem Produktwechsel nicht unterbrochen werden muss.
Fazit
Durch ihren modularen Aufbau bietet die GoSelective für jeden Anwendungsfall und jeden Prozess das geeignete Konzept. Vom Einsteigersystem bis hin zur vollautomatischen Inlineanlage.
Noch ein abschließendes Wort zur Flexibilität: Durch ihre sehr kompakte Bauweise können mehrere einzelne Module der GoSelective hintereinander geschaltet werden. So kann beispielsweise die Taktzeit enorm verkürzt oder auch eine Produktionslinie sukzessive ausgebaut werden.
EPP 416
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}