SPC-Daten haben gezeigt, dass der Lotpastendruckprozess die hauptsächliche Ursache für Lötfehler im SMT-Prozess ist. Daher hat der Nachweis der spezifizierten Druckeigenschaften der Lotpaste den höchsten Stellenwert, um die Fertigungsqualität und den fehlerfreien Durchsatz zu erhöhen. Prozessveränderungen wie Temperaturschwankungen im Druckbereich, Variation der Druckgeschwindigkeit und unterschiedliche Schablonenstandzeiten sind bekannte Parameter bei der Charakterisierung einer Lotpaste. Bis heute wurde aber noch keine reproduzierbare Qualitätskontrolle für Lotpasten eingeführt.
Die Entwicklungen der letzten Jahre im Bereich Lotpastendruck offenbaren Unterschiede des Lotpastenfließverhaltens zwischen elektrogeformten gegenüber lasergeschnittenen Schablonen, und die spezifizierte Haftung von Lotpaste auf Au-Pads können scheinbar nicht mit der in vielen Pastenfertigungen verwendeten traditionellen, einfachen Viskositätsmessung der Lotpaste bestimmt werden.
Unterschiede in der Fließdynamik verschiedener Typen von Lotpasten, die in geschlossenen Druckköpfen verwendet wurden, haben ganz klar gezeigt, dass der von diesen Köpfen ausgeübte, vertikale Druck einen entscheidenden Einfluss auf die Leistungsfähigkeit der Lotpaste hat. Dieses Phänomen hat uns auf die Idee gebracht, die Fließeigenschaften der Lotpaste mit einer Scher-Belastungs-Methode anstatt mit der üblichen Scherraten-Methode zu messen.
Dieser Bericht beschreibt eine rheometrische Qualitätskontrollmethode für Lotpasten, die ca. 16 Minuten dauert, und eine Kombination und Automation zweier unterschiedlicher Messmethoden ist. Die erste Methode ist eine Oszillationsmethode und liefert eine rheometrische Charakterisierung der Klebkraft und des Slumpings (Formstabilität) einer Lotpaste. Darauf folgt automatisch ein Rotationsmodus, der einen Index (iv) der Scherrate bei unterschiedlichen Einstellungen kontrolliert geregelter Belastungen einer Lotpaste liefert. Der zweite Index (it) liefert die Viskosität bei unterschiedlichen Temperatureinstellungen, ebenfalls unter geregelten Belastungen gemessen. Der kombinierte Index (ivt) liefert einen vollständigen Indikator der Druckeigenschaften einer Lotpaste in einer einzigen Zahl. Um eine Kompatibilität mit den traditionellen Messmethoden zu gewährleisten, liefert die neue Methode auch einen definierten Viskositätsmesswert.
Diese neue Qualitätskontrollmethode beschreibt hiermit eine schnelle, kostengünstige Testmethode, die zielgenaue und reproduzierbare Ergebnisse – leicht in einem SPC-Programm verwendbar – liefert. Mehr noch liefert diese Methode ein Gesamtbild der Lotpasten-Druckeigenschaften, einschließlich der zahlenmäßigen Einstufung der Formstabilität (Slumping) und der Klebekraft bei unterschiedlichen Druckgeschwindigkeiten und -temperaturen.
In einer idealen Welt
In der idealen Welt des SMT Verfahrenstechnikers würde die perfekte Lotpaste Fließ-Eigenschaften aufweisen, ohne irgendwelche Probleme hervorzurufen. Sie würde sich in jede Aussparung unabhängig von der Druckgeschwindigkeit, konturenscharf verarbeiten lassen. Nur mit einem leichten Rakeldruck oder auch mit einem geschlossenem Druckkopfsystem könnte der Auftrag problemlos unabhängig von der Temperatur erfolgen. Selbst sehr hohe oder auch niedrige Temperaturen würden hierbei keine Rolle spielen. Nach der Schablonenseparierung entstehen scharfe, gut ausgeprägte, stabil und standfeste Konturen, egal welche Schablonendicke verarbeitet wird. Zudem eine Unempfindlichkeit gegen weitere Umgebungseinflüsse wie Temperaturen, Erschütterungen oder andere Einwirkungen. Über eine langlebige Klebkraft müsste die Paste verfügen, die bis zur Umschmelzung im Reflow-Prozeß anhält. Sie würde sogar größere Bauteile fest an ihrer Lageposition halten, egal wie lange dies erforderlich ist.
Selbstverständlich wäre dies eine tolle Sache, aber in einer unvollständigen Welt kaum realisierbar. Ebenso wünschenswert, aber weitaus realistischer, ist die Aussicht, die Fließeigenschaften der Lotpaste mit einem einzigen Testverfahren zu ermitteln, um dem ganzen Durcheinander und Diskussionen wie man solche Eigenschaften in einer reproduzierbaren und zuverlässigen Weise misst, ein Ende zu bereiten.
Vorbedingung: Das Rheometer
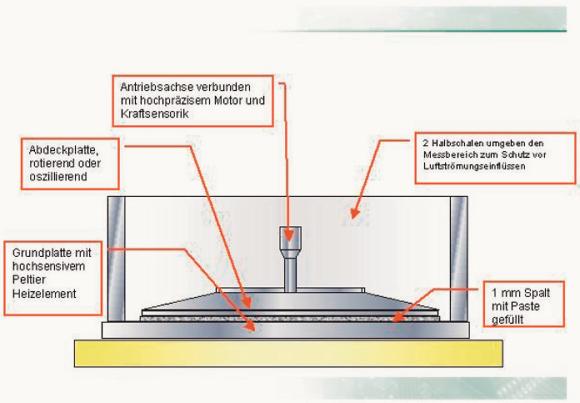
Die Druckeigenschaften einer Lotpaste werden durch ihre rheologischen Eigenschaften definiert. Um das Fließverhalten der Lotpaste mit unterschiedlichen Druckgeschwindigkeiten zu ermitteln, kann man diese Eigenschaften als ein rheometrisches Konzept betrachten; genauer gesagt, das Material mit einem Platte/Platte Rheometer zu messen. Dank der Ausstattungsmerkmale und der moderneren und empfindlicheren Elektronik solcher Messinstrumente, werden hierdurch wesentlich genauere Daten gewonnen. Zusätzlich können mit dieser neuen Messmethode während des Tests genaue Temperaturdaten durch einen direkt in der Grundplatte (mit integriertem Heizelement) platzierten Sensor ermittelt werden. Die Temperaturregelung der Platte erfolgt über ein Peltier Element mit einer Genauigkeit von 0,1°C. Das Element ist auch in der Lage, programmierte Temperaturwechsel innerhalb von Sekunden zu ermöglichen. Die Temperatur kann auf einen konstanten Wert, zyklisch variabel (an- und absteigende Temperaturen) oder auch rampenförmig mit Gradienten von 0,8°C/s programmiert werden.
Im Bild 1 ist eine vereinfachte Darstellung des Platte/Platte Rheometers zu sehen. Die Pastenprobe befindet sich zwischen den 2 Platten. Die untere Platte ist temperaturgeregelt. Die obere Platte kann wahlweise auf Drehung oder Oszillation, abhängig von dem gewünschten Mess-Modus programmiert werden. Die obere Platte kann eine genau geregelte Anpresskraft ausüben; zudem können weitere Daten mit dem gleichen Kontaktdruck auch für höhere Rotationsgeschwindigkeiten ermittelt werden.
Weiterentwickelte Softwarefeatures für eine zuverlässigere Messung stellen noch mehr Funktionsdaten für die Analyse, einschließlich Glättung der Messdaten, Interpolation der Datenpunkte in einer definierten Strecke und Berechnung von Mittelwerten, zur Verfügung. Diese Systeme können sowohl in einem drehenden als auch im oszillierenden Modus messen. Letzteres ist nützlich, wenn Fließ- und Hafteigenschaften der Paste in einem Verfahren gemessen werden, als dies nur mit dem Rotationsmodus zu bestimmen.
Indexbestimmung der Scherbelastung
Wenn die Fließgeschwindigkeit eines Materials mit einem vorgegebenen Druck ermittelt, und die Geschwindigkeit (Scherrate) als das direkte Ergebnis infolge des Tests gemessen werden soll, ist der Fließwiderstand (Viskosität) zweitrangig. Tatsächlich ist die Viskosität der Quotient der Scherbelastung und Scherrate. Der Index (iv), der errechnet werden kann, um den Fluss mit unterschiedlichen Druckgeschwindigkeiten zu kennzeichnen, basiert auf Messungen im Rotationsmodus mit verschiedenen Abstufungen von Scherbelastungen.
Innerhalb der rheometrischen Versuchsreihe stellt die geregelte Scherbelastung die wichtigste und direkt ermittelte Einflussgröße dar, da diese Ergebnisse generell zuverlässigere Resultate hervorbringen, als dies bei Messungen mit dem kontrollierten Scherraten-Modus der Fall ist [1, 2, 3].
Eine weiterer wichtiger Grund ist bei diesen Messungen zudem die Kraft (Anpreßdruck-Regelung der Platten). Dieses Ausstattungsmerkmal stellt sicher, dass die obere Platte stets den gleichen Anpressdruck auf die Paste, unabhängig von der Drehgeschwindigkeit aufweist, und fehlerhafte Messdaten somit unterbindet.
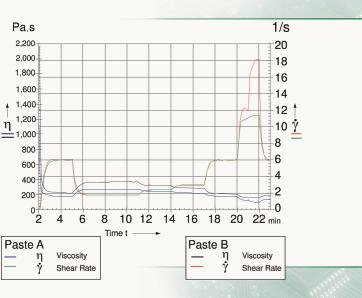
Mit dem Scherraten Profil bezeichnet man die Scherrate im Vergleich zur Scherbelastung, gemessen bei 25°C. In Bild 2 ist ein Scherraten Profil für Lotpasten, hergestellt mit einem Platte/Platte Rheometer. Die Messung erfolgt im Scherbelastungs-Modus. Obgleich die Viskositätswerte zwischen Paste A und B nicht sehr unterschiedlich erscheinen mögen, kann man eine erheblich höhere Scherrate für Lotpaste A (rote Linie) beobachten, wenn diese höheren Scherbelastungen ausgesetzt wird.
Kennzeichnung Temperatur-Empfindlichkeit
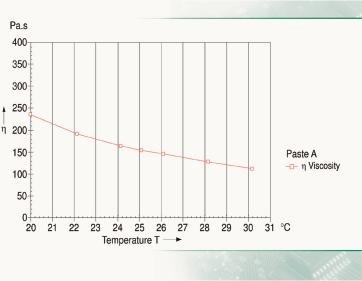
Ein bedeutende Anzahl der vorhandenen Druckmaschinen bietet eine Klimasteuerung an, wobei diese Einrichtung selten angewandt wird. Dennoch ist festzustellen, dass Temperaturen in den Räumlichkeiten schwanken können, von unterhalb 20°C an einem frühen Wintermorgen oder auch bis zu 30°C an einem heißen Sommernachmittag. In Asien, wo Klimaanlagen eine Grundvoraussetzung sind um mit den klimatischen Bedingungen innerhalb des SMT Prozesses fertig zu werden, scheint dieses weniger wichtig zu sein. Nur in Europa wissen wir aus Erfahrung, dass die Lotpaste in der Lage sein muss, auch ohne Klimaregelungen eingesetzt zu werden. Folglich ist es interessant, Viskositätswerte bei unterschiedlichen Temperaturen zwischen 20 und 30°C zu messen. In Bild 3 wurden die Daten mittels Platte/Platte Rheometer ermittelt. Eine Viskositätsänderung von mehr als 100 Pa.s tritt bei einer Temperaturzunahme von 20 bis 30°C auf. In der Analogie zum Index für Geschwindigkeit haben wir einen Index für Temperaturempfindlichkeit (it) entwickelt. Tatsächlich ist dies die Veranschaulichung der Viskosität gegenüber der Temperatur.
Kombinierter Index für Geschwindigkeit und Temperatur
Um eine einzelne Zahl zu ermitteln, um die Empfindlichkeit einer Lotpaste für unterschiedliche Geschwindigkeiten und unterschiedliche Temperaturzustände zu kennzeichnen, werden beide Indexwerte in der Formel ivt vereint.
Ein kombinierter Index soll einen besseren Aufschluss über das gute Funktionieren einer Lotpaste aufdeuten, d.h. je mehr eine Paste auf Scherbelastung reagiert und gleichzeitig weniger auf die Temperatur anspricht. Zudem kann eine Aussage darüber getroffen werden, dass das Verhältnis zur Scherbelastung das entscheidende Element im Index sein sollte.
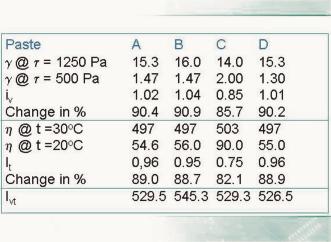
In der Tabelle von Bild 4 werden vier unterschiedliche Lotpasten und deren Ergebnisse nach der Berechnung der Indizes iv, it und dem ivt dargestellt. Die Paste B weist den höchsten Wert iv hinsichtlich der Scherbelastung auf. Die Paste C zeigt den besten it Wert, welcher die Unempfindlichkeit von Temperaturwechseln veranschaulicht. Jedoch erweist sich die Paste B für Universal-Anwendungen nach Berechnung des Index ivt als beste Wahl.
Ein Test in 16 Minuten
Nach der Ausgangsentwicklung des Index ivt, einschließlich eines R&R Test [4] um dieses Verfahren zur Bestimmung der Wiederholbar- und Reproduzierbarkeit für gültig zu erklären, wurde eine Testserie von den allgemein erhältlichen Lotpasten getestet.
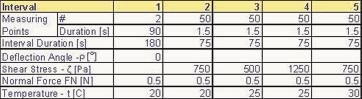
Für diesen Test wird ein Messgerät aus dem Hause Paar-Physica UDS 200 mit 50 mm Durchmesser Platten verwendet. Die Abweichung der Platten zueinander beträgt 0°. Das gesamte Testverfahren besteht aus zwei Testdurchläufen. Der erste Durchlauf dient zur Rheometrie-Bestimmung der Konturenstabilität und Klebkraft, und wird bei einer konstanten Temperatur von 25°C durchgeführt. Diese Durchführung fällt auch unter die Kategorie des Amplitudenausschlags-Tests, der oszillierend bei einer konstanten Frequenz von 1 Hz durchgeführt wird. Der Abstand zwischen den beiden Platten beträgt 1,0 mm; der Amplitudenausschlag erfolgt über einen zuvor programmierten Rampenverlauf von 0,1 bis runter auf 0,0001% Belastung. Eine weitere Anzahl von Analyse Schritten erfolgen im Mess-Modus; dies beinhaltet die Glättung der Messdaten, sowie Interpolation, und geben Aufschluss über die Formstabilität und Klebrigkeit. Diese Messroutine wird mit der zweiten Messroutine durch eine automatische Verknüpfung verbunden. Die gesamte zweite Messroutine wird im Rotationsmodus durchgeführt, und beginnt mit einer Pause, in der die Paste zunächst eine Ruhezeit von der zuvorigen Oszillationsmethode und deren Scherbelasungen erfährt. Diese Messschritte werden detailliert in Bild 5 beschrieben.
In einer Studie von Experimenten (DOE) wurden für die Versuche verschiedene Lotpasten getestet, wie auch eine Lotpaste, die mit einem extrem temperaturempfindlichen Plastifiziermittel versetzt wurde, um kleinste Temperaturschwankungen zu detektieren. Die ivt Resultate dieses Experimentes entsprachen perfekt mit unserer Theorie überein.
Vergleichen der Ergebnisse
Rheometrie-Werte, die eine Qualitätsanzeige für die Druckeigenschaften zur Verfügung stellen sollen, führen beim Prozess-Anwender nur zu Verwirrungen und Frustrationen. Dies tritt nur dann sehr häufig ein, wenn folgende Punkte unterschätzt oder einfach auch umgangen werden:
- Wenn der Zeitablauf zwischen den Messungen erfasst wird, versehen mit Datum und Uhrzeit der Pastenproduktion.
- Angaben zur Lotpaste z.B.: Temperatureinwirkungen während des Transportes und Lagerung, zuvoriger Gebrauch der Paste;
- Messinstrumente: – verschiedene Messprinzipien; – unterschiedliche Modi, Einstellungen und Temperatur(en); – Kalibrierung; – Erschütterungen während der Messung; – Handfertigkeit (in der Testvorbereitung, Anwendung).
Zusammenfassung
Statistische Analysen in einer Anzahl von Experimenten zeigen ganz deutlich, dass die vorgegeben Routinen dadurch wesentlich genauer sind und zu reproduzierbaren Ergebnissen führen; zudem wird Zeit und Geld eingespart. Das gesamte Verfahren ist verhältnismäßig kurz; es erfordert ungefähr 5 Minuten Zeitaufwand für den Labortechniker um dies durchzuführen. Die Rheometerphase erfordert nicht mehr als 16 Minuten, um die letztendlichen Ergebnisse der rheometrischen Formstabilität und Klebrigkeit, sowie den Index für Geschwindigkeit und Temperaturempfindlichkeit zu ermitteln. Alle Ausgangs-Daten werden gemessen, geglättet, interpoliert und automatisch berechnet.Ein neuer Industriestandard basierend auf Indizes wie it,iv, ivt und anderen rheologischen Parametern einschließlich der Aussage über Formstabilität und Klebrigkeit, würde schließlich dem ganzen Durcheinander ein Ende bereiten, und weitere Diskussionen über alle Arten der Testkonditionen zur Bestimmung der Viskosität wären hinfällig. Dies würde auch dem Streit über Kontroll-Verfahren wie Schablonenverstopfung, Ausrichtung der Prüfspitze zur Messung der Klebkraft und anderen Bereichen ein Ende bereiten. Außerdem stellt dieser Test dem Benutzer viel nützlichere und zuverlässigere Informationen über die Druckeigenschaften unter unterschiedlichsten Betriebsbedingungen einer Lotpaste zur Verfügung.
Anfangs macht man sich natürlich Gedanken mit dieser wesentlich teureren Anschaffung dieses Gerätes, wobei zusätzlich ein gut geschulter Labor Techniker benötigt wird, um die Tests richtig durchzuführen, und die Ergebnisse auch richtig zu interpretieren. Jedoch messen viele Anwender nie die Viskosität und andere rheologische Eigenschaften, und vertrauen auf Zertifikate ihres Lieferanten, was nicht unbedingt zuverlässig ist. Das oben beschriebene Verfahren sichert dem Anwender eine zuverlässige Basis.
Es ist folglich wichtig für den Anwender, einen Qualitäts-Nachweis beim Lieferanten anzufordern, woraus hervorgeht ist, dass die Viskosität, it, iv, ivt und andere rheologische Parameter wie Formstabilität und Klebkraft getestet wurden. In der modernen Geschäftswelt stellt die Transparenz eines Unternehmens einen zunehmend hohen Stellenwert dar. Folglich sollten Pastenlieferanten ihren Kunden gestatten, ihre SPC Daten unter bestimmten Bedingungen zur Verfügung zu stellen. Dieses würde verhelfen, etwas von dem Mythus und dem Geheimnis der Lotpaste zu nehmen.
EPP 436
[1] A Simpler Approach to Cost-Effective Solder Paste Testing, Ineke van Tiggelen-Aarden, Proceedings APEX-2003 Conference
[2] Ein kostengünstiger Methode für Qualitätsicherung.., Ineke van Tiggelen-Aarden, Productronic, October & November 2003
[3] Correlation of Malcom Spiral Viscometer vs. Brookfield T–bar Spindle Viscometer, Kantesh Dos, Austin American Technology
[4] A little course in rheology, Thomas Metzger, Physica Messtechnik,1991
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








 id=){kind=link}