
Die Herstellung elektronischer Baugruppen – von den Einzelkomponenten hin zu komplexen Baueinheiten – wird durch eine Vielzahl von Prüfschritten begleitet. Mit jeder Zwischenprüfung wird angestrebt, eventuell vorhandene Abweichungen zu einem frühestmöglichen Zeitpunkt zu detektieren – denn der teuerste Fehler in der Produktionskette ist derjenige, der erst unmittelbar vor Auslieferung an den Kunden entdeckt wird. Abgesehen natürlich von unentdeckten Fehlern, die erst beim Endanwender zum Ausfall führen.
Neben unterschiedlichen elektrischen Prüfstrategien, die üblicherweise zu einem eher späten Zeitpunkt in der Wertschöpfungskette eingesetzt werden, erfolgen prozessüberwachende Prüfungen häufig optisch. Die optische Beurteilung, ob das „Gesehene“ einwandfrei ist oder auch nicht, obliegt in den meisten Fällen erfahrenen Prüfern, die sich an Gutmustern oder einschlägigen Richtlinien (z.B. IPC A-610 oder Werknormen) orientieren. Häufig sind für optische Prüfungen Hilfsmittel erforderlich. Denn durch die fortschreitende Miniaturisierung in der Elektronik hat die optische Prüfung ohne Hilfsmittel inzwischen fast einen „Exotenstatus“ eingenommen.
Mindestens leistungsfähige Leuchtlupen unterstützen den Prüfer bei seiner Arbeit, für viele Aufgaben werden Sichtgeräte oder spezielle SMD-Mikroskope eingesetzt, die eine Schrägbetrachtung auf den Prüfling erlauben. Durch die optische Prüfung aus einem Betrachtungswinkel von ca. 30 bis 60 ° – im Gegensatz zur ausschließlichen Drauf- oder Seitenansicht – nimmt man das „Gesehene“ in seiner Gesamtheit als dreidimensionales Objekt wahr und kann es sicherer beurteilen. Dafür wird der Prüfling in einen kardanisch aufgehängten Tisch eingelegt, auf einen Dreh-Kippteller platziert oder durch eine Optik betrachtet, die über einen Spiegelvorsatz eine Schrägbetrachtung zulässt. Selbst bei automatischen optischen Inspektionssystemen (AOI) wird die Bildaufnahme oftmals durch zusätzliche schräg angeordnete Kamerasysteme ergänzt.
Reichte es viele Jahre aus, für die Prüfung von neuen und damit meist kleineren SMD-Bauformen ein Sichtgerät mit einer stärkeren Vergrößerung zu wählen, mussten spätestens mit der Einführung der Ball Grid Arrays (BGA) gänzlich neue Konstruktionen die optische Prüfung unterstützen – die eigentlichen Lötanschlüsse waren nun nicht mehr sichtbar. Im Gegensatz zu den bislang bekannten Bauformen werden die Lötanschlüsse nicht an den Stirnseiten herausgeführt, sondern flächig unter dem Gehäusekörper des Bauelementes platziert. Auch mit einer Schrägbetrachtung unter extrem flachem Winkel konnten nur die äußeren Lötstellen beurteilt werden. Häufig war selbst das nur mit Einschränkungen möglich, da benachbarte Bauelemente die Sicht versperrten oder aber die mechanischen Abmessungen des Prüflings den erforderlichen kleinen Betrachtungswinkel nicht zuließen. Der Verbreitung dieser Bauform taten derlei Einschränkungen keinen Abbruch.
Trotz der unbestrittenen Nachteile:
- Lötverbindungen nicht mehr sichtbar (mit herkömmlichen Methoden)
- Keine Kontaktierung mittels Prüfnadeln an den Pins möglich (z.B. für eine In-Circuit-Prüfung oder bei der elektrischen Fehlersuche)
- Spezielle Reworkstationen als zwingende Voraussetzung für einen fachgerechten Bauteilwechsel
überwiegen die Vorteile:
- In Serie sehr prozesssicher verarbeitbar
- Höchstmögliche Integration
- Kurze Signalwege zur Leiterplatte
- Mechanisch stabile Anschlüsse
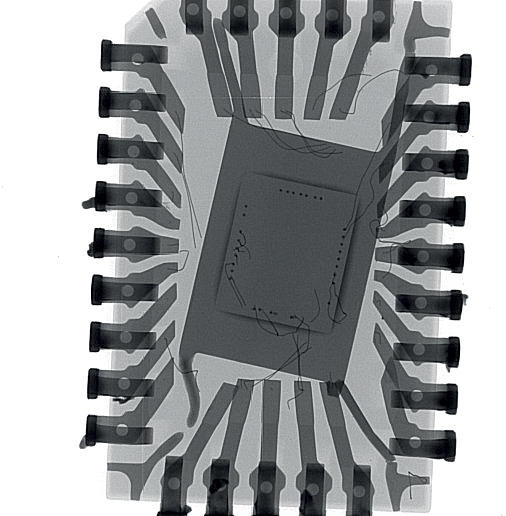
Die bislang eingesetzten Prüfgeräte wurden ergänzt durch BGA-Inspektionssysteme und Röntgenprüfung. Erstere – BGA-Inspektionssysteme – „schauen“ zwischen Leiterplattenoberfläche und Bauteilunterkante. Da Kameras selbst in ihren kompaktesten Ausführungen zu groß für diese Anwendung wären, wird die Endoskoparbeitsweise eingesetzt. Die Bildinformation gelangt über einen Miniaturspiegel, der den Strahlengang um 90° umlenkt und einen Lichtleiter zur Kamera. Zusätzliche Lichtquellen unterstützen die Ausleuchtung des Zwischenraumes. Im Unterschied zu BGA-Inspektionssystemen wird bei der Röntgenprüftechnik der Prüfling nicht in der Seitenansicht, sondern in der Drauf- bzw. Schrägansicht inspiziert. Als Strahlenquelle dient eine unter dem Prüfling platzierte Röntgenröhre, die das Prüfobjekt durchstrahlt. Der nicht absorbierte Strahlenanteil wird von einem schwenkbaren Detektor erfasst, aufbereitet und als Grauwertbild dargestellt.
Beide Inspektionstechniken verfolgen das Ziel, vermeintlich „Unsichtbares“ sichtbar zu machen. Doch welchem System ist in der Praxis, gerade bei der Herstellung von hochkomplexen Elektroniken in der Klein- und Mittelserie, der Vorzug zu geben?
Eine ausschließliche monetäre Betrachtung würde das optische BGA-Inspektionssystem zum eindeutigen Sieger küren, ist doch ein Röntgeninspektionssystem in der Anschaffung um den Faktor fünf bis zehn teurer. Zumal das im Verhältnis zur Röntgeninspektion günstige Prüfmittel unbestrittene Vorteile und damit auch Alleinstellungsmerkmale aufweist. Nichtmetallische Fremdkörper, wie zum Beispiel Flussmittelverunreinigungen, werden ausschließlich von einem BGA-Inspektionssystem erkannt. Da diese Fremdkörper keine nennenswerte Strahlung absorbieren, sind sie mit einer Röntgenprüfung nicht zu erkennen. Auch das tatsächliche Aussehen der ansonsten verborgenen Lötstellen zeigt nur das Endoskopieverfahren. Für die Prozesstechniker ist die Oberflächenstruktur von Lötstellen ein wichtiger Indikator bei der Beurteilung von Lötprofilen.
Doch wo liegen die Vorzüge eines Röntgenprüfsystems bei den nun bekannten offensichtlichen Schwächen? Ein Röntgenprüfsystem zeigt neben der Kontur auch die innere Beschaffenheit einer Lötstelle. Lufteinschlüsse („voids“) werden so eindeutig erkannt. Gerade Vias und Sacklöcher in SMD-Landeflächen beeinflussen im erheblichen Maße die Lunkerbildung. So kann sich eine per Endoskopie untersuchte Lötverbindung als einwandfrei zeigen, während eine Röntgenaufnahme die vermeintlich gute Lötstelle als Lothülle und damit unzuverlässige Lötstelle sicher detektiert. Auch die stetig steigende Bauteilpackungsdichte erschwert zunehmend den Einsatz eines BGA-Inspektionssystems. Denn der erforderliche umlaufende Freiraum für Endoskop und Lichtquelle ist häufig nicht mehr verfügbar.
Und spätestens bei der Prüfung von flächig verlöteten Bauelementen schlägt die Stunde der Röntgentechnik. Bauformen ohne Lotdepots – häufig als Leadless Leadframe Packages (LLP) oder Quad Flat Non Leaded Packages (QFN) bezeichnet – verhindern jeden Blick unter das Bauteil. Doch gerade diese Bauformen sind nicht unproblematisch und neigen zur Kurzschlussbildung, wenn Layout und Druckschablone nicht optimal auf die Gehäuseform abgestimmt sind. Flächige Lötverbindungen werden häufig zur Wärmeabfuhr eingesetzt. SMD-Leistungstransistoren oder SMD-Leuchtdioden, welche zunehmend als leistungsstarke Lichtquellen eingesetzt werden, leiten ihre Verlustwärme über definierte Kühlflächen in die Leiterplatte. Weisen diese Lötverbindungen zu große Lufteinschlüsse auf, erhöhen sich die Wärmeübergangswiderstände. Als Folge bilden sich „Hot-Spots“, die der Langzeitzuverlässigkeit der Bauelemente nicht zuträglich sind. Nur die Röntgenprüfung gibt hier Aufschluss über die erreichte Lötqualität des Fertigungsprozesses.
Aber auch bei der Lötstelleninspektion von BGAs sammelt die Röntgenprüftechnik weitere Pluspunkte. Hochpolige BGAs mit 1.500 Lötanschlüssen und mehr sind nur mit einem Röntgenprüfsystem mit einem vertretbaren zeitlichen Aufwand prüfbar. Intelligente Softwarelösungen unterstützen die Bildauswertung. Durch die automatisierte Prüfung werden Kurzschlüsse sicher und schnell erkannt. Ball-Durchmesser werden automatisch ermittelt und signifikante Abweichungen dem Bediener angezeigt. Ungleichmäßige Balldurchmesser können ein Indiz für einen fehlerhaften Lötprozess sein, sofern das Layout als Ursache auszuschließen ist. Damit steht dem Prüfer ein geeignetes Werkzeug zur Verfügung, sich bei der Vielzahl von Lötverbindungen auf die tatsächlich zweifelhaften Verbindungen zu konzentrieren, um diese durch eine weitergehende Analyse zu beurteilen. Die Kombination aus schwenkbarem Detektor und der Platzierung des Prüflings auf einem Drehteller ermöglicht die Beurteilung aus (fast) allen Perspektiven. Mithin ein Vorteil zur sicheren Beurteilung – wie bereits eingangs bei der optischen Prüfung beschrieben.
Im Hause straschu wurde bereits in den vergangenen Jahren die Röntgenprüftechnik eingesetzt. Im Bedarfsfall wurden die Aufgaben bei externen Dienstleistern in Begleitung eigener Mitarbeiter durchgeführt. Dieses Verfahren hatte sich im Bereich der Serienprüfung bewährt. Schwieriger gestaltete sich jedoch die Prüfung von Erstmustern und Prozessoptimierungen. Bereits nach nur wenigen Monaten Betriebsdauer des Röntgengerätes in der Fertigung ist festzustellen, dass sich insbesondere Prozessparameteränderungen und Produktneuanläufe erheblich zügiger und exakter prüfen lassen. Auswirkungen von Änderungen stehen ohne Wartezeiten unmittelbar nach dem Lötprozess zur Verfügung. Gerade in der anspruchsvollen Klein- und Mittelserienfertigung, wo ständig neue Bauformen verarbeitet werden, ist das Röntgenprüfsystem im eigenen Hause binnen kürzester Zeit zu einem unverzichtbaren Prüfmittel geworden. Ein Ersatz für ein BGA-Prüfsystem ist es hingegen nicht.
Zusammenfassend ist festzustellen, dass ein Röntgeninspektionssystem für eine Vielzahl von Prüfanwendungen – bei der Serienprüfung, wie auch bei der Prozessüberwachung – unverzichtbar ist. Ebenso übernimmt es viele, aber bei weitem nicht alle Aufgaben, die bislang von BGA-Inspektionssystemen erledigt worden sind. Beide Prüfverfahren ergänzen sich in idealer Weise nach dem Motto „für jede Prüfung das geeignete Prüfmittel“.
EPP 426
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}