





In the early nineties The South Coast Air Quality Management District (SCAQMD) in California spearheaded U.S.-restrictions on the use of materials containing VOCs (volatile organic compounds with a vapor pressure higher than 0.1mm Hg at 20°C). The alcohol in a traditional wave-solder flux falls into this category. VOCs contribute to the formation of smog, global warming and ozone. Environmental and health issues enforce appropriate action.
Eli Westerlaken, Cobar Europe,Breda, The Netherlands
In 1997, the Kyoto Conference on environmental issues agreed on a protocol for the reduction of VOC-emissions until the year 2010 with commitments for the U.S. by 8%, Japan 6% and the European Union by 7%. The objectives per country in the European Union are listed in table 1. The media exposure on this issue has created some political awareness worldwide. This, in conjunction with the drive of corporations to make the VOC-free flux technology part of their green-image concept worldwide, has resulted in a more global interest. The attention paid to ISO-14001 (Environmental Assurance System) in countries like Taiwan and the enforcement of the restrictions on the emission of VOCs in Europe will contribute to the global interest in VOC-free flux technology.
Basic chemistryof VOC-free fluxes
Although technically one could consider organic solvents that are exempt of the definition as a VOC-material, water is still first choice in replacing the VOCs in a wavesolder flux. It is the most natural, yet the most powerful vehicle to support the ion mobility of the activators. Water, however, has a significantly different surface tension. The latter requires property-modifying additives to avoid beading of the flux, once applied to the board surface (see figure 1 for issues of VOC-free flux).
Furthermore, some activators and many film-forming polymers used in alcohol-based fluxes are not – or only sparingly – soluble in water. Therefore, different materials have to be used for water-based,no-clean fluxes. Those materials do not have the same track record with regardto circuit integrity. Some flux formulators simply selected some readily water-soluble materials. With self-proclaimed leadership and me-dia-hype they introduced the product without proper verification of neither the performance nor the reliability.
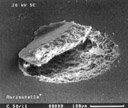
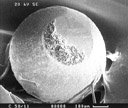
Will solder balls make VOC-free fluxes lose their face? In 1995, a leading German automotive electronics manufacturer rejected the VOC-free, no-clean process after a careful evaluation of the fluxes available at that time. The process was not qualified because of inadequate dielectric properties of the residues and the number of solder balls found on the assemblies. Other companies had similar experiences (see figures 2 and 3 for explanation).
Moreover, the idea developed that in the U.S. wave-solder equipment traditionally had longer preheat zones to handle both higher process speeds as well as the specific chemistry of water-soluble fluxes. The extra preheat capacity helps to volatilize the water in VOC-free fluxes (figure 4).
In other parts of the world quite often wave-solder equipment has lower preheat capacity and therefore creates an extra stumbling-block for the acceptance of VOC-free technology. By now it has become a common perception that commercially available VOC-free, no-clean fluxes create problems meeting reliability criteria as specified in international standards such as Bellcore. When using this flux technology one has to accept a significant increase in the ratio of solder balling.
For most applications the latter is not acceptable. So many of the companies who are not forced yet by legislation to reduce their emission, still prefer to continue with alcohol-based fluxes. In the U.S. industry many assemblers cannot return to this technology and therefore some had to re-adopt post-solder water cleaning to remove the solder balls. For cost-competitive reasons this however is only accepted as a temporary compromise.
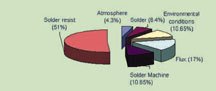
When we at Cobar embarked on a program to develop technology that would result in VOC-free, water-based solder fluxes that would both eliminate solder balls and be certifiable to the Bellcore standard by an internationally accepted, independent laboratory, we considered the work of Bell & Zajitschek as our reference (figure 5). They spearheaded a task force on solder balls that worked for several years and included members representing assemblers and manufacturers of boards, and suppliers of solder-resist, wave-soldering equipment and flux. Therefore their work may be considered as the most unbiased, the most fundamental, and is based on a multi-disciplinary input.
According to Bell & Zajitschek, of all parameters impacting the number of solder balls on a soldered assembly, more than 50% are related to the nature and the properties of the solder resist. The solder flux is the second most significant factor with 17% (figure 5). We were interested to verify whether in solder flux technology the resist is significantly more important with regard to the elimination of solder balls. The ability of VOC-free solder fluxes to eliminate solder balls was the focus of our program.
Surface chemistry in VOC-free fluxes
For many reasons, surface chemistry is of paramount importance to VOC-free fluxes. First of all, the flux should start wetting and spreading into a uniform and continuous film all across the surface of the board immediately after its application. A flux that beads up immediately after its application and does not spread out into a thin continuous film requires more preheat energy to evaporate the water. Also, the flux must exhibit sufficient bonding strength to the surface of the board so the wet film is not instantly blown-off by the air-flow in the preheat-zone. Furthermore, it is obvious that the flux should cover the entire board, so that the activators are evenly distributed.
To arrive at the synthesis of the proper surface chemistry for VOC-free fluxes, we must consider that successful wave-soldering of assemblies requires not only perfect wetting of metallic parts but also perfect de-wetting of non-metallic parts. Although this may seem obvious, it cannot be taken for granted. The difficulty that the industry has experienced with solder balling on resist surfaces is graphic proof that de-wetting of the resist surface is not a trivial consideration. So, apparently it not only is necessary to deliver the activator system smoothly and reliably to the metallic surface, but it is also important to ensure that the molten solder smoothly, reliably and completely parts from the non-metallic when the board exits the wave.
Since properties of the solder resist are important, a closer observation of its functionality is necessary. The solder resist, often thought of as an inert chemical barrier preventing contamination of the board surface is, in fact, often far less inert. During the PCB fabrication process, the resist can act like an absorbant sponge adsorbing various chemical species it comes in contact with. These species can be released during soldering, dramatically changing the soldering environment, and modifying the surface state of the solder resist. Adsorption of the flux onto the surface of the resist should be initiated without delay so that the flux can interface with or dissolve the chemical species (contaminants) that may have penetrated during the board manufacturing process, storage, assembly operation, etc.
The solder flux also must exhibit a highly controlled surface energy during the time it is in contact with the solder wave. It must rapidly spread on the entire surface, displace the contaminants, and build a uniform monomolecular film, which presents the proper surface energy profile to the wave. This is done using a very particular blend of surface active materials whose characteristics have been optimized for the acid environment of the solder flux and the heat profile of the solder process.
Surface-tension considerations alone are not enough to give us a complete understanding of this phenomena. Surface energies are also very important. For our monomolecular film to be stable it must not only wet the surface, but it also must be adsorbed on the surface in a stable configuration during the very high temperature excursion through the solder pot. This implies a strong charge binding mechanism, also during that phase of the soldering process (see figure 6).
As with most other functionalities in chemistry there is no such thing as the ideal universal surfactant suitable to meet all requirements and compatible with all the different morphologies. Quite often a combination of several surfactants (from different categories) is required to both control the surface tension and the interfacial tension at the solid-liquid interface. The objective with a properly designed system of surface chemistry (figure 7) as an essential part of a wave-solder flux is:
• Improved wetting of flux on the non-metallic areas
• Low surface tension in conjunction with low interfacial surface tension yields instant spreading of the flux over various surface morphologies
• Better penetration of flux via absorption into the subsurface of the solder resist
• Force and time required to penetrate into small pores can be significantly reduced
Efficient adsorption and absorption are only possible if there is a strong bonding potential between a specific surface morphology and a particular surfactant. Obviously different surfaces have different morphologies yielding different surface energy states, and it cannot be expected that a single type of surfactant will interact with all types of surfaces. Advanced surface chemistry in a no-clean, wave-solder flux utilizes a range of chemically different surfactants at carefully tuned, relatively low, ppm ratios to interact with many types of different morphologies. Many surfactants perform better and in a more universal way when they can work synergistically with other carefully selected surfactants.
A properly designed surfactant system will both assist in the repellence of the hot liquid soldermass from the non-metallic areas (thereby reducing solder balling) and improve the performance in the application of the solder flux. Surfactants will control the droplet size of the flux upon spraying, which is essential for a controlled distribution of the flux and sufficient capillary activity in vias and through-holes. Surfactants will reduce the bubble size of gasses escaping from the pores of the solder resist when exposed to the solder wave.
Additions in the low-end ppm range of an advanced and well designed system of surface chemistry will contribute to higher SIR (surface insulation resistance) and reduce (and in many cases eliminate) the problems of solder balling and assist in a uniform heat transfer during the wave solder process. High ratios of surfactants would create more cons than pros:
• More residue
• Uncontrolled spray application
• Reduced SIR value
• Increased cost
Also, the surface chemistry in wave-solder fluxes should not jeopardize, but preferably improve the dielectric properties of the assembly after soldering. The surface chemistry needs to survive the process to such an extent that it can perform the task it has been formulated for.
Part II of this article will be published in EPP Europe issue # 7/8-2000 and will highligting the capabilities of a newly developed flux that fullfills all requirements in terms of soldering technology as well as environmental considerations.
Fax + 31-765-445-577
EPP 170
Zusammenfassung
Flüchtige organische Substanzen (VOC, volatile organic susbtances) gehören zu jenen Stoffen, die den Treib-hauseffekt verstärken. Auch beim industriellen Löten sind VOC-freie Flußmittel auf dem Vormarsch. Allerdings sind bei deren Entwicklung noch andere Zielsetzungen zu beachten, denn bisher war mit der Verwendung VOC-freier Fluxer eine verstärkte Bildung der unerwünschen Lotperlen (solder balling) verbunden.
Résumé
Les substances organiques volatiles (VOC, volatile organic substances) font partie des produits qui renforcent l’effet de serre. Les fondants sans VOC vont de l’avant également dans le soudage industriel mais de nombreux autres objectifs doivent être pris en compte au niveau du développement car l’utilisation de flux sans VOC était jusqu’à présent associée à une formation accrue de perles de soudure (solder balling) indésirables.
Sommario
Le sostanze organiche volatili (VOC, volatile organic substances) fanno parte di quelle sostanze che rafforzano l’effetto serra. Anche durante la brasatura industriale si stanno affermando sempre più i fluidificanti liberi daVOC. Nonostante ciò, durante il loro sviluppo, è necessario osservare anche altri obiettivi, in quanto sino ad oggi l’uso di fluidificanti senza VOC provocava una più intensa formazione di perle di brasatura (solder balling).
Figure 1. The benefits of VOC-free flux material
VOC-free fluxes eliminate the following issues:
• Process control problems due to solvent evaporation
• Thinner consumption
• Waste disposal problems
• Ozone – Nozone discussions
• Smog concerns
• Greenhouse effect consideations
• Fire risk
• Restrictions and extra costs for transport, storage and handling
Spearheading a task force
Probably not even Bell & Zajitschek realized how strong the prophecy was when they wrote, „We are aware of the fact that, due to the rapid development in the area of electronic circuits, new demands will be made upon materials and process technology. Demands that will cause a revival of the solder ball issue“. (Hans Bell & Reiner Zajitschek: The Solder Ball Problem, Research and Results. TGZB, August 1994)
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}