
Seit seiner Erfindung in den späten 80er-Jahren haben Elektronik-Hersteller den Prozess des Reflowlötens entscheidend und innovativ beeinflusst. Mit verschiedenen Methoden wurde versucht, eine hohe Packungsdichte bei gleichbleibend guter Qualität zu erreichen.
Christian Thiel, Rubröder, Bendorf
Der Erfolg des Reflowlötens hängt besonders bei kleinen Bauteilen wesentlich vom ebenso präzisen wie wohldosierten Auftrag der Lotpaste ab. Die Größen der Bauelemente sanken von 1210 und 1206 in den 1980ern auf 0402 und 0201 in den späten 90er-Jahren. Heute werden 01005-Bauteile verwendet, die unter Fachleuten auch als „Fliegendreck“ bezeichnet werden, weil sie mit bloßem Auge kaum zu erkennen sind. Schon früh hatte man erkannt, dass sich die Schablonendruck-Methode für den Lotpastenauftrag besonders eignet, weil schnell und einfach höchste Präzision für solche Bauteile erzielt werden kann. Die Methode ersetzte die ursprünglich eingesetzte Siebdrucktechnik, bei der es Schwierigkeiten mit der Lötchemie und wegen der Lotpasten-Partikelgröße bei oft zu kleinen Sieböffnungen gab. Diese Öffnungen verschmutzten oder blockierten schnell und die Lotpaste trocknete rasch aus, was zu inakzeptablen Druckbildern führte.
Auch im Gegensatz zum manuellen Aufbringen von Lotpaste, eine Arbeit die ebenso langweilig wie zeitraubend ist, kann mit der Schablonendruck-Methode auf „einen Wisch“ eine komplette Leiterplatte bedruckt werden. Daraus resultiert eine besondere Effizienz des Verfahrens, welches auf Dauer den Lotpastenverbrauch merklich reduzieren kann.
Herausforderung Paste
Auch die Qualität der Paste spielt eine große Rolle. Sie muss relativ beständig in ihrer Beschaffenheit sein, darf also nicht zu schnell austrocknen. Hierbei entscheidet die Zusammensetzung der Paste, worin meist ein mehr oder weniger flüchtiges Flussmittel integriert ist. Neben den Anforderungen an die Haltbarkeit muss die Lotpaste formfest, rückstandsarm, verarbeitungsfähig und widerstandsfähig gegen mechanische und Wärmemüdigkeit sein. Eine gute Paste sollte ebenfalls ein möglichst weites Prozessfenster ermöglichen sowie im Kaltzustand ein gewisses Maß an Adhäsionsfähigkeit aufbringen. Diese verhindert ein Verrutschen der Bauteile auf der Leiterplatte nach der Bestückung. Ein weiterer Vorteil einer guten Paste ist, wenn das geschmolzene Lot eine relativ hohe Oberflächenspannung hat, womit Bauteile, die mit einem geringen Versatz platziert wurden, auf die gewünschte Padmitte gezogen werden.
Professionelle Druckmaschinen
Bei der modernen Elektronikfertigung spielen sowohl die Genauigkeit des Drucks als auch die Reproduzierbarkeit des Prozesses bei gleichzeitig hoher Produktivität eine große Rolle. Hierfür hat Rubröder die Schablonendrucker von Reprint im Angebot, welche sämtlichen Anforderungen an Effizienz, Arbeitsschutz, Bedienfreundlichkeit und Wirtschaftlichkeit entsprechen.
Die halbautomatischen Schablonendrucker der R29-Serie sowie die Highend-Inline-Drucker R29-Spectrum können sowohl Lotpaste als auch Klebstoffe, Tinten oder andere Materialien verarbeiten. Auch die verschiedensten Substrate wurden schon mit diesen Maschinen erfolgreich bedruckt, wie z. B. Keramik, Wafer und flexible Leiterplatten. Der R29-Spectrum kann als Vollautomat in jede Produktionslinie integriert werden. Von Vorteil ist hierbei seine kleine Grundfläche von nur 1 020 mm x 1 200 mm, was ihn zum kompakten Inline-Lotpastendrucker seiner Klasse macht. Den Ästheten wird sein futuristisch-stilvolles Design überzeugen, den Technikern seine hohe Flexibilität, der robuste Rahmen und seine hervorragenden Druckbilder, welche durch das präzise, geschlossene Servokontrollsystem für alle beweglichen Achsen möglich werden.
Bedienkomfort per Mausklick
Die Bedienung des R29-Spectrum (und auch des R29-Halbautomaten) erfolgt über die firmeneigene, auf Windows XP basierende Software und setzt keine speziellen Fachkenntnisse voraus. Der Schulungsaufwand ist also sehr gering. Mit dem Produkt-Setup-Assistent können neue Produkte blitzschnell konfiguriert werden. Die Benutzeroberflächen sind übersichtlich aufgebaut und erklären sich zum großen Teil von selbst. Sie ermöglichen neben der Veränderung sämtlicher Druck-Parameter auch den Zugriff auf die umfassenden, integrierten Diagnosefunktionen. Hiermit können sämtliche Antriebe, Sensoren, Signalleuchten etc. individuell auf ihre Funktion hin überprüft werden.
Die Software erlaubt eine kontinuierliche Auswertung aller Daten in Echtzeit, und ermöglicht auf Wunsch unlimitierte Datenspeicherung, umfassende Produkt- und Maschinenstatistiken sowie den Betrieb über Netzwerk. Hierzu ist der R29-Spectrum standardmäßig mit Smema-FMI-Schnittstellen-Protokoll ausgestattet, kann aber optional auch andere FMI-Protokolle erkennen. Zur Arbeitssicherheit sind Reprint-Drucker rundum mit Sensortechnik ausgestattet und schlagen Alarm, sobald ein Fremdkörper in die Nähe gefährlicher Bereiche kommt.
Kurze Umrüstzeiten
Drucker der R29-Serie sind mit automatischer Schablonenzuführung ausgestattet. Standardrahmen mit Größen von 736 mm x 736 mm bis 736 mm x 812 mm können bei gewünschter Verwendung kleinerer Rahmen mit einem universellen Schablonenrahmenadapter oder vakuum-unterstützen Rahmen ergänzt werden. Drucker der R29-Serie werden manuell mit Leiterplatten bestückt, welche dann auf einem Leiterplattenschlitten in die Maschine eingeführt, bedruckt und wieder ausgegeben werden. Die Inline-Maschine R29-Spectrum ist mit einem Standard-Transportband mit einer automatischen, auf die Vorderseite bezogene Breitenjustierung ausgestattet.
Eine Reihe von Leiterplattenunterstützungen (Tooling-Systeme) stehen zur Verfügung, die eine Verbiegung der Boards während des Druckvorgangs verhindern. Es gibt flexible, manuelle, vakuumunterstützte oder automatische Tooling-Systeme, welche Umrüstungen zusätzlich beschleunigen. Die Möglichkeit der Handhabung schwerer Leiterplatten, die ein Gewicht von bis zu 5 kg haben dürfen, ist Standard. Für jede denkbare Anwendung ist also eine Lösung vorhanden.
Höchste Ausrichtgenauigkeit
Beim Schablonendruck ist es von Wichtigkeit, dass die Positionierung der Schablone im Bezug zur Leiterplatte exakt ist. Bei manchen Anbietern wird die Schablone ausgerichtet, bei Reprint wird stattdessen die Leiterplatte selbst derart verfahren und gedreht, dass die Passermarken von Schablone und Leiterplatten maximal kongruent sind. Hierfür kommt ein Zwei-Kamerasystem zum Einsatz, welches verschiedene Fiducials oder alternativ Leiterplattenpads erkennt. Die Ausrichtung mit höchster Präzision erfolgt wiederholgenau.
Das Transportband wird hierfür mitsamt Klemmvorrichtung und Leiterplatte (beim R29 der Leiterplattenschlitten) entsprechend in X-/Y-Richtung verfahren (±10 mm) und gegebenenfalls um die Z-Achse gedreht (Theta-Justierung ±4°). Die Verfahrschlitten bewegen sich auf strapazierfähigen, hochpräzisen Linearlagern, werden von Servomotoren betrieben und mit Anschlagstiften positioniert. Das System bietet auch eine auf mehrere Punkte basierende Zentrierung zur Kompensation von Schablonenstreckungen oder -stauchungen. Die Kalibrierung der Zentrierung erfolgt vollständig automatisch.
Lotpastenauftrag leicht gemacht
Ist die Positionierung erst einmal erfolgt, kann man mit dem Drucken beginnen. Hierfür muss zunächst einmal die Lotpaste auf die Schablone aufgetragen werden. Dies wird vom Bediener meist manuell durchgeführt, weil so gleichzeitig auch die Qualität der Paste überprüft werden, und gegebenenfalls alte oder verbrauchte Paste ausgetauscht werden kann.
Bei dem eigentlichen Druckvorgang kommen zwei verschiedene Auftragsmöglichkeiten in Frage. Bei dem sogenannten „closed head printing“ wird die Paste in einen geschlossenen Dispenser mit integrierten Rakelblättern auf die Schablone gepresst und verfahren. So soll ein Verschmieren innerhalb der Maschine minimiert sowie der Kontakt der Paste zur Luft vermieden werden, um eine längere Verarbeitungsfähigkeit zu erhalten. Die zweite Möglichkeit, die Lotpaste in die Schablonenaperturen zu drücken, besteht in der Verwendung von Rakelblättern. Diese Methode hat den Vorteil, dass die Paste während des Drucks rollt und zu besseren Ergebnissen führt. Deshalb baut Reprint ausschließlich auf diese Art des Pastenauftrags.
Das Rollverhalten hängt neben der Konsistenz der Paste auch von der Rakelkraft und von der Rakelgeschwindigkeit ab. Eine zu hohe Geschwindigkeit kann zum Beispiel dazu führen, dass die Schablonenöffnungen nicht vollständig gefüllt werden, besonders an den Anströmkanten der Kontaktflächen. Deshalb kommen bei diesen Druckern vollprogrammierbare Doppelrakel zum Einsatz. Sowohl Metall- als auch Polyurethan-Rakeln mit verschiedenen Härten können bequem in den selbstjustierenden Rakelhalter eingesetzt werden. Polyurethan-Rakeln ermöglichen die Verwendung von regional verschieden dicken Stufenschablonen. Die Druckmodi beinhalten Drucken/Drucken, Drucken/Fluten oder Fluten/Drucken. Sowohl Rakelvorschub als auch Rakelgeschwindigkeit, Rakelandruckkraft sowie die Verfahrwege können problemlos mit der Software definiert werden.
Freie Wahl von Druckmodi
Selbstverständlich stehen verschiedene Optionen bzgl. Positionierung der Schablone in der Z-Achse zur Verfügung: Kontaktdruck beispielsweise bedeutet, dass die Schablone während des gesamten Druckvorgangs Kontakt mit der Leiterplatte hat. Nach dem Druck werden sie senkrecht und gleichmäßig voneinander getrennt. Beim Druck mit Absprung hat die Schablone im Ruhezustand einen gewissen Abstand (= Absprungwert) zum Substrat. Während des Rakelhubs drückt der Rakel die Schablone auf das Substrat herunter. Zwischen Schablone und Substrat besteht also nur Kontakt, wenn der Rakel Druck ausübt. Sobald der Rakel weiterfährt, lösen sie sich voneinander. Dies ist besonders für dicht bestückte Leiterplatten bei kurzen Zykluszeiten ratsam, und hat den Vorteil, dass sich der Ablösevorgang zwischen den Kanten und der Mitte der Schablone aufgrund von kohäsiven Kräften nicht voneinander unterscheidet. Langsamer Absprung bedeutet, dass Schablone und Substrat nach vollendetem Druckzyklus langsam voneinander getrennt werden.
Je nach Art und Eigenschaft der verwendeten Lotpaste ergeben sich unterschiedliche Auslösecharakteristiken. Der sogenannte „aspect ratio“ muss stimmen, also das Verhältnis zwischen Aperturengröße (bzw. Padgröße) und Fläche der Aperturenseitenwände. Weil die Lotpaste klebrig ist und an sämtlichen Oberflächen haftet, ist es ratsam, dieses Verhältnis bei ca. 0,5 zu halten. Das bedeutet, dass die Fläche der Apertur ca. doppelt so groß wie die kumulierten Flächen der Aperturenseitenwände sein sollte. So bleiben die erwünschten Lotdepots vollständig auf den Kontaktflächen haften. Weil das Trennen von Schablone und Leiterplatte eines der kritischsten Momente des Lotpastendrucks ist, erfolgt die Tischabsenkung der Drucker unter präziser Überwachung der Geschwindigkeit automatisch. Deshalb sind sie also besonders für Fine-Pitch- und Hybrid-Applikationen geeignet.
Eine saubere Sache
Eines dem Prozess des Lotpastendrucks inhärenten Problem besteht im Verschmieren der Paste innerhalb des Druckers. Besonders Rückstände auf der Schablonenunterseite bewirken bei den folgenden Druckzyklen unerwünschte Pastenablagerungen an Stellen, die nicht mit Paste bedeckt werden sollen. Im ungünstigsten Falle werden mit der Lotpaste Brücken gebildet, die bis zum Endprodukt vorhanden sind. Aber auch Rückstände in den Schablonen- aperturen wirken sich schlecht aus, weil sie die Aperturen blockieren und einen Auftrag frischer Paste in angemessenem Umfang verhindern.
Um diese Probleme zu vermeiden, bzw. zur Prozessverifikation, kann der R29-Spectrum mit einem vollautomatischen Inspektionssystem ausgestattet werden. Es unterstützt bei der Entwicklung des Prozesses und überprüft, ob die gewünschten Sollwerte eingehalten werden bzw. welche Trends oder Tendenzen sich auftun. Probleme bei Pastenauftrag sollen direkt, wenn sie auftreten, erkannt und korrigiert werden. Ungefähr 90% aller Druckfehler und Trends können durch eine 2D-Verifikation der Pastenbedeckung der Zielpads identifiziert werden. Eine zusätzliche Inspektion der Schablone, wie sie die Drucker ermöglichen, stabilisiert den Prozess noch mehr.
Beim Erstellen des Inspektionsprogramms muss eine gewisse Auswahl der zu inspizierenden Pads getroffen werden. Von größtem Interesse sind selbstverständlich solche, die besonders schwierig zu drucken sind, die ein besonderes Maß an Genauigkeit voraussetzen und solche, die nach dem Reflowofen nur schwer zu inspizieren sind. Interessant sind also besonders Finepitch-QFPs, CSP-Bauteile und BGAs bzw. Micro-BGAs. Man muss jedoch auch berücksichtigen, dass regionale Probleme erkannt werden (z. B. Schwächen in der Leiterplattenunterstützung). Eine Inspektion von Bauteilen in verschiedenen Quadranten (links, rechts, oben, unten, mittig) ist empfehlenswert.
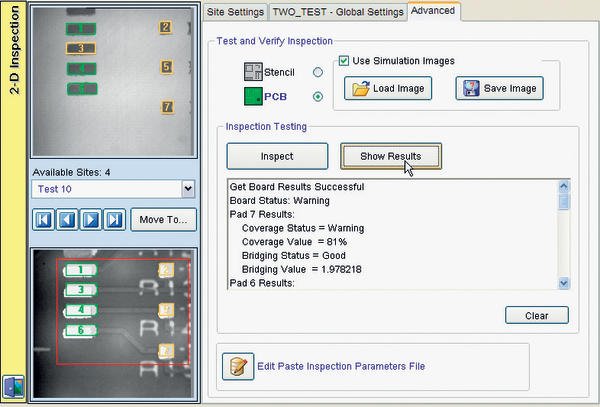
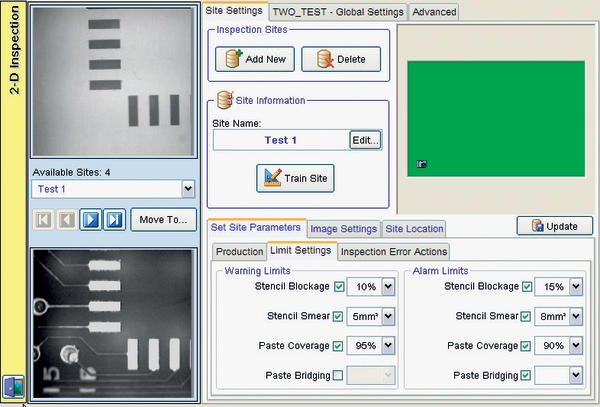
Bei dem R29-Spectrum hat die hierfür eingesetzte Doppel-Kamera ein Field-of-View von 10 x 10 mm, und kann ca. zwei Stellen pro Sekunde inspizieren. Eine digitale Vergrößerung der Bilder für Ultra-Fine-Pitch-Bauteile ist möglich. Für die Inspektion werden die Bilder der Schablone mit denen der Leiterplatte verglichen, und die Bedeckung der Pads sowie die Aperturen optisch vermessen. Die Reprint-Drucker können Aperturenblockaden, Schablonenunterseitenverunreinigungen, die Vollständigkeit des Drucks (Kontaktflächenbedeckung), Brückenbildungen zwischen Pads und die Ausrichtung des Druckbildes erkennen. Die Parameter und Schwellwerte werden in Prozent bzw. als Quadratmillimeter-Messungen definiert. Der Drucker kann so programmiert werden, dass er selbständig entsprechende Maßnahmen zur Behebung von Problemen einleitet (z.B. Reinigung der Schablone) oder sich optisch und akustisch bemerkbar macht.
Man kann zwischen einem Standard-Schablonenreinigungssystem (nass/trocken) oder einem mit Vakuumunterstützung wählen. Bei der Nassreinigung wird das Reinigungsmittel gleichmäßig auf die Papieroberfläche abgegeben. Hierbei ist insbesondere darauf zu achten, dass das Reinigungsmittel mit der Lotpaste verträglich ist, also nicht negativ mit ihr interagiert.
Je nach Wunsch können die Reinigungszyklen beim R29-Spectrum periodisch erfolgen oder sie können an das Inspektionssystem gekoppelt werden, und nur bei erkannten Verunreinigungen zum Einsatz kommen. Eine automatische Reinigung der Schablone in festen Zyklen hat sich zwar relativ gut bewährt, Reinigungen nur bei gegebenen Verschmutzungen sind jedoch ökonomischer. Der Vorteil einer automatischen Reinigung liegt insbesondere im verbesserten Arbeitsschutz, weil sie eine Reduzierung der VOC-Emissionen (Volatile Organic Compounds) bedeutet. Auf jeden Fall wird die Druckqualität sowie die Produktivität und Bedienfreundlichkeit durch ein automatisches Reinigungssystem verbessert.
Überzeugendes Gesamtkonzept
Die Lotpastendrucker erfordern minimalen Wartungsaufwand. Die Verfahrschlitten zum Drucken mit abgedecktem Kugelumlaufspindelsystem und seinen Qualitätslagern erfordern nahezu keine Wartung. Alle beweglichen Teile sind zur Vermeidung von Verschmutzungen speziell geschützt. Der Computer, die Elektronik und die Kontrollsysteme sind bequem erreichbar und modular austauschbar. Besonders praktisch ist die umfassende, vollständig integrierte Diagnostik, die einen schnellen Zugriff auf sämtliche Motoren und Sensoren erlaubt. Eine umfassende Produkt- und Maschinenstatistik ist insbesondere bei der Inline-Anlage R29-Spectrum selbstverständlich. In Sachen Traceability können verschiedene Speicheroptionen eingerichtet werden, optional sind auch Bar- code-Leser verfügbar. Anwender der Drucker haben neben der Verbesserung der Prozessstabilität eine geringere Anzahl von Fehldrucken sowie eine Reduktion der Defekte bei Fine-Pitch-Bauteilen festgestellt. Auch eine deutliche Reduktion des Lotpastenverbrauchs konnte verzeichnet werden. In Deutschland sind sie ausschließlich bei Rubröder zu beziehen.
EPP 419
Rubröder GmbH Factory Automation:
Das 1996 gegründete Familienunternehmen Rubröder GmbH Factory Automation mit Sitz in Bendorf bietet ein umfassendes Produktspektrum, um die anspruchsvollen Anforderungen seiner Kunden zu erfüllen. Rubröder hat es sich zur Aufgabe gemacht, Kunden alle Elemente einer automatisierten Elektronikfertigung aus einer Hand anzubieten, inklusive kompetenter Beratung und Service. Das Gesamtunternehmen bietet neben seiner umfangreichen Produktpalette für die SMT-Fertigung und Halbleiterproduktion auch kundenspezifische Dienstleistungen nach streng kontrollierten Qualitätsstandards an. Das Angebot reicht von Lotpastendruckern über Bestückautomaten und Selektiv-Lötanlagen bis hin zu verschiedenen Handling-Lösungen, die auch mehrspurige Produktionslinien ermöglichen. Inline- und Offline-AOI-Systeme, bleifreifähige Selektivlöt-Tischsysteme für manuelle Produktion und Reparatur von THT-Elementen und Steckerleisten, Gurtungsanlagen, patentierte Leiterplattenmagazine mit Schnelljustierung sowie ein breites Angebot an Zubehörteilen wie Bestücknozzlen etc. komplettieren das Produktspektrum. Jederzeit können Sonderanfertigungen für Spezialanwendungen hergestellt werden. Dies, gekoppelt mit individueller Beratung und professionellem Service, garantiert Elektronikherstellern aus ganz Europa ein Top-of-the-line-Gesamtpaket, welches weithin renommiert ist.
Unsere Webinar-Empfehlung

SAKI is a Japanese supplier of SPI, AOI, AXI, THD and coating inspection solutions as an all-in-one hardware and software platform.
Teilen:








{kind=link}