
Eine Stufenschablone ist eine Schablone mit unterschiedlichen Materialstärken. Man unterscheidet die Stufenschablonen nach der Art des Herstellverfahrens: Stufenätzen, Highspeed-Fräsen, Additiv-Technik und elektrogalvanischer Aufbau.
Axel Lindloff, DEK, Bad Vilbel
Durch ein nass-chemisches Ätzverfahren wird die Materialstärke der Schablone an ausgewählten Stellen reduziert. Dies kann von der Oberseite (Stufenätzung), von der Unterseite (Unterätzung) oder beidseitig geschehen. Der Nachteil der Stufenätzung ist, dass die Walzhaut des Blechs aufgebrochen wird. Dadurch verliert das Blech an Spannung und Stabilität – die Standzeit der Schablone verringert sich. Ferner zeigt die Paste auf der geätzten Oberfläche ein schlechteres Abrollverhalten und neigt zum Verschmieren.
Ähnlich dem nass-chemischen Ätzen ist das High-Speed-Fräsen ebenfalls ein abrasiver Prozess mit den gleichen negativen Konsequenzen. Der Vorteil der Fräse ist die höhere Positionsgenauigkeit. Die Genauigkeit in der Z-Achse steht und fällt mit der Güte der Werkstückaufnahme und der Maschinengenauigkeit. Bei einem 150 µm starken Schablonenblech bleibt wenig Spielraum für Toleranzen.
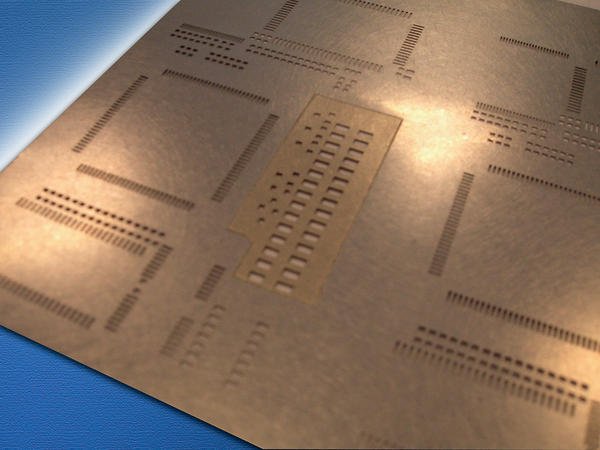
Bei der Additiv-Technik wird über einen elektrogalvanischen Prozess partiell Material aufgetragen. Das heißt, an einer beliebigen Stelle wird das Schablonenblech verdickt. Dieser Aufbau kann von der Unterseite, von der Oberseite oder beidseitig geschehen. Bei der Additiv-Technik wird die Walzhaut nicht zerstört – der Schablonenrohling behält seine Materialeigenschaften. Kritisch ist allerdings eine zu hohe Anzahl von Additivflächen! Da in der Additivfläche eine andere Oberflächenspannung als in dem Schablonenrohling herrscht, kann eine zu hohe Flächenanzahl zu Verwerfungen im Schablonenblech führen.
Theoretisch lassen sich bei der Herstellung von elektrogalvanischen Schablonen Stufen aufbauen. Hierbei wird die Schablone in verschiedenen Lagen aufgebaut. Jede Lage muss wieder genau zur ersten Lage ausgerichtet werden, damit in den Durchbrüchen der Schablone keine Stufen und Kanten entstehen. Der Aufwand ist enorm und die Ausbeute (qualitativ guter Schablonen) recht gering. Das führt zu hohen Herstellkosten und langen Lieferzeiten. Deshalb greifen die Hersteller elektrogalvanischer Schablonen auch gern auf die bekannten abrasiven Verfahren Ätzen oder Fräsen zur Stufenherstellung zurück.
Die Regel zur Auswahl des geeigneten Herstellverfahrens ist einfach: Wähle immer den Weg des geringsten Aufwands! Warum? – Weil eine geringe Anzahl von geätzten, gefrästen oder additiven Stufen die Materialeigenschaften und Standzeit der Schablonen nur gering beeinflussen. Das heißt, benötigen zum Beispiel die Bauteile meiner Leiterplatte überwiegend eine Schablonenstärke von 150 µm und nur eine geringe Anzahl von Bauteilen die geringere Schablonenstärke von 125 µm, wähle ich eines der abrasiven Verfahren zur Herstellung einer Stufe in die Tiefe. Im umgekehrten Fall, wenn der überwiegende Teil der Bauteile eine Schablonenstärke von 125 µm verlangt, aber ein geringerer Teil der Bauteile mit 175 µm gedruckt werden muss, wähle ich das Additiv-Verfahren.
Wann ist der Einsatz einer Stufenschablone sinnvoll?
Eine Stufenschablone ist eine Sonderlösung und sollte auch als solche behandelt werden. In der Regel befinden wir uns mit der Stufenschablone außerhalb der üblichen Standards einer SMT-Fertigung. Das heißt, eine Stufenschablone sollte nur dann eingesetzt werden, wenn die Möglichkeiten der konventionellen Schablonentechnik erschöpft sind. Typische Anwendungsfälle von Stufenschablonen sind:
1. Co-Planarität
Steckverbinder in SMT-Bauweise zeichnen sich in der Regel durch starke Höhentoleranzen der Anschlüsse aus. Bei einem überwiegend groben Bauteilspektrum, das mit einer 175-µm-Schablone verarbeitet werden kann, fällt diese Toleranz nicht ins Gewicht. Heute ist allerdings ein 0,5-mm-Raster schon lange Standard. D.h., die Schablonenstärke reduziert sich auf 125 bis 150 µm. Bei dieser Schablonenstärke sind offene Lötkontakte bereits vorprogrammiert, da bei einem Steckverbinder eine Co-Planarität von 180 µm nicht ungewöhnlich ist. Abhilfe bietet in diesem Fall eine Stufenschablone, um partiell einen höheren Pastenauftrag zu realisieren. Da es sich um eine partielle Verstärkung der Schablonenstärke handelt, ist die Additivschablone die erste Wahl.
2. Hoher Bauteilmix
Es gibt Bauteile mit hohem und Bauteile mit geringem Pastenbedarf! Treffen beide Arten aufeinander, muss ein Kompromiss gefunden werden. Dieser Kompromiss ist die Schablone mit dem entsprechenden Design. Versagen alle Design-Regeln, bleibt nur noch der Griff zur Stufenschablone. Dabei sind zwei Anwendungsfälle zu unterscheiden:
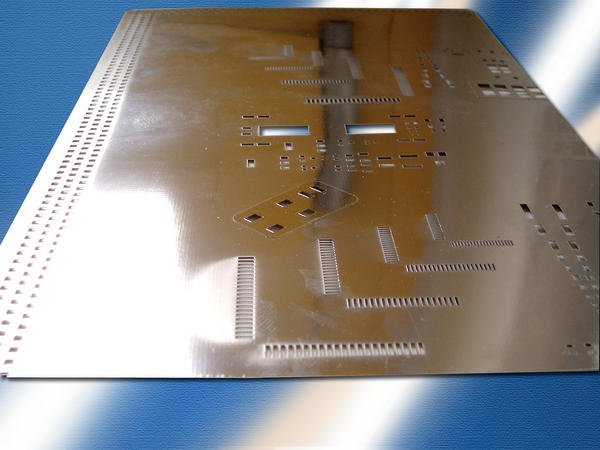
- a) Ein Fine-Pitch-Bauteil zwischen Bauteilen mit einem hohen Pastenbedarf. In diesem Fall muss die Schablonenstärke partiell reduziert werden, d. h. eines der abrasiven Verfahren kommt zum Tragen (Fräsen oder Stufenätzen).
- b) Ein Bauteil mit hohem Pastenbedarf zwischen überwiegend Fine-Pitch-Bauteilen. In der Regel handelt es sich dabei um Steckverbinder, Übertrager, Leistungselektronik oder THR(Through-Hole-Reflow)-Bauteile. Hier wird wieder eine partielle Verstärkung der Schablonenstärke verlangt. Also ist auch an dieser Stelle die Additiv-Schablone die erste Wahl.
3. Aufträge/Erhebungen auf der Leiterplatte
Damit Aufkleber, Lötstoppmasken oder andere Erhebungen auf der Leiterplattenoberfläche die Abdichtung beim Druck nicht beeinträchtigen, werden Schablonen auf der Unterseite mit Kavitäten versehen. Hierzu werden wieder die bekannten abrasiven Verfahren verwendet. In der Regel entspricht die Tiefe der Kavitäten der halben Materialstärke, damit die Schablone eine ausreichende Stabilität behält. Bei Materialstärken größer als 150 µm wird dieses Maß bei Bedarf überschritten.
4. Zweiter Aufdruck
In manchen Anwendungsfällen ist ein zweiter Druckschritt sinnvoll, z. B. wenn über einen ersten Pastendruck ein Klebstoffdruck zum Fixieren der Bauteile erfolgt oder über einen ersten Pastendruck mit einer wesentlich stärkere Schablone eine zweite Pastenschicht gedruckt wird. Die Schablonentechnologie ist die gleiche wie unter 3.
Stufendesign
Um einen sicheren Prozess zu gewährleisten, sollten beim Design einer Stufenschablone Grundregeln zur Position, Anordnung und Höhe der Stufen, sowie die Mindestabstände der Bauteile zu den Stufenkanten beachtet werden.
Position und Stufenanordnung
Bei der Anordnung der Stufen sollte auf die Rakelrichtung geachtet werden. Die Rakel läuft recht leicht die Stufen herauf und herab. D. h., in Rakelrichtung dürfen die Bauteile näher an den Stufen liegen. Anders bei den Bauteilen, die parallel zur Stufe und Rakelrichtung liegen! Seitlich der Stufen bildet sich ein Schattenbereich, in dem die Rakel die Schablonenoberfläche nicht sauber abzieht. Kritische Bauteile sollten auf jeden Fall außerhalb dieser Bereiche liegen. Die Größe des Schattenbereichs hängt von der Stufenhöhe, den Stufenpositionen, der Stufengröße und der Flexibilität der Rakel ab. Die Tabelle zeigt eine Übersicht empfohlener Abstände für eine Stahlrakel mit 15 mm Überhang bei unterschiedlichen Stufenhöhen. Additiv-Stufen sollten nicht zu dicht beieinanderliegen, da sonst die Rakel nicht mehr zwischen den Stufen sauber abziehen kann. Abrasive Stufen sollten aus demselben Grund breit genug sein, da sonst die Rakel auf dem Basismaterial aufliegt und nicht in die Stufe eintaucht.
Design der Stufe
Beim Design der Stufen sollte ein Mindestabstand der Bauteil-Pads in der Stufe zum Stufenrand von 0,5 mm eingehalten werden. Fantasievolle Stufenformen, um kritische Bauteile herum, ergeben nur dann einen Sinn, wenn der entstehende Schattenbereich der Rakel diese Pads nicht abdeckt.
Additiv-Stufen auf der Schablonenunterseite
Von additiven Stufen auf der Schablonenunterseite ist dringend abzuraten, da die Schattenbereiche wesentlich größer sind als bei den Stufen auf der Oberseite. Außerdem sind die negativen Einflüsse auf das Druckergebnis zu groß. Die Stufe verursacht einen künstlichen Absprung, der eine schlechte Abdichtung während des Drucks verursacht. Die Folgen sind Verschmierungen auf der Schablonenunterseite und ein überhöhter Druck an den Pads im Schattenbereich der Stufe.
Beachtet man diese Grundregeln, so ist der Einsatz einer Stufenschablone unkritisch. Allerdings sollte man beim Einsatz von Stufenschablonen auf die Auswahl der richtigen Rakel achten. Die Rakel sollte flexibel genug sein, um sich den Stufen anzupassen und um einen möglichst kleinen Rakelschatten zu verursachen. Jedoch steif genug, um größere Pads nicht auszuschöpfen. Kunststoff, bzw. Gummirakel, sind zwar flexibel, aber durch ihre geringe Härte verschleißanfällig. Ferner schöpfen sie die Pads stark aus. D. h. bei großen Öffnungen könnte das Pastenvolumen nicht ausreichen. Dieser Umstand sorgt für ein kleines Prozessfenster für den Rakeldruck. Schon bei geringen Rakeldruckerhöhungen nimmt das Ausschöpfen stark zu. Die Stahlrakel weist dagegen ein breiteres Rakeldruckfenster auf. Es ist verschleißarm und mit einem Überhang von 15 mm ist es flexibel genug Stufen von bis zu 100 µm zu verarbeiten. Heute ist das 60 °-Stahlrakel mit 15 mm Überhang bereits in den meisten Elektronikfertigungen Standard.
SMT, Stand 7-205 & 7-204
EPP 438
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}