
Es ist bekannt dass derzeitige bleifreie Löttemperaturen temperatursensible Bauteile und auch das Leiterplattenbasismaterial schädigen können. Fast jede elektronische Baugruppe hat wenigstens ein Paar kritische Bauteile. Dies können zum Beispiel Kondensatoren , BGAs, Sicherungen, Displays, Kristalloszillatoren, Bauteile mit einem Plastik Gehäuse, Spulen und Transformatoren sein. Die Beschädigung durch thermischen Stress kann meistens mittels visueller oder optischer Inspektion, Röntgen, ICT oder eines funktionelles Testes anerkannt werden.
Es ist weniger bekannt dass derzeitige bleifreie Löttemperaturen auch eine Verschiebung in den Eigenschaften mancher Bauteile verursachen kann, die die Funktionalität und Genauigkeit von sensiblen Schaltungen wie z. B. Messgeräte beeinträchtigen kann. Diese Art Fehler sind meistens schwieriger anzuerkennen.
Ein einfacher Weg, Probleme wegen zu hoher Löttemperaturen zu lösen, ist der Einsatz einer Legierung mit niedrigem Schmelzpunkt. Niedrigere Schmelztemperaturen erlauben niedrigere Löttemperaturen. Momentan haben diese niedrigschmelzenden Legierungen aber Einschränkungen in mechanischer Festigkeit. Schock- und Vibrationsfestigkeit scheinen die Schwachpunkte zu sein, welche den Einsatzbereich für diese Lote eingrenzt.
Die niedrigschmelzende Legierung LMPA-Q ist spezifisch entwickelt worden, um diese Begrenzung zu beseitigen. Die Fallstudie untersucht die Eignung dieser Legierung für ein mobiles Handmessgerät mit hoher Genauigkeit der Megger Instruments Ltd aus Dover, Kent (UK). Dieses Gerät wird momentan mit einer SnAg3Cu0,5 Legierung gelötet, wobei es empfindlich gegenüber der Temperatur im Lötprozess ist. Zusätzlich soll das Gerät im Gebrauch schockresistent sein.
Aufbau der elektronischen Baugruppe
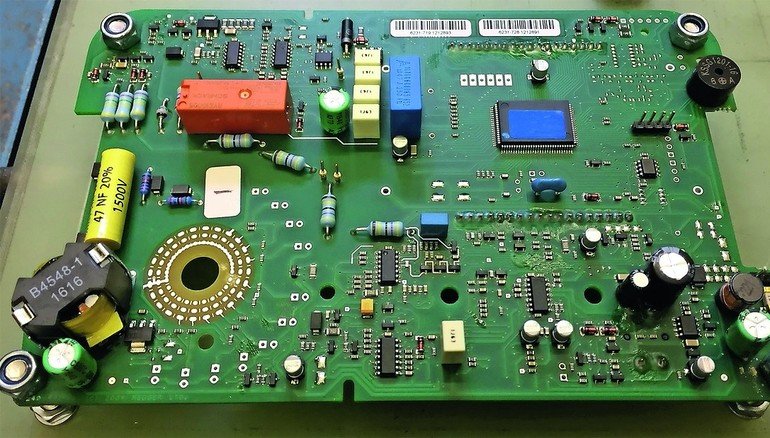
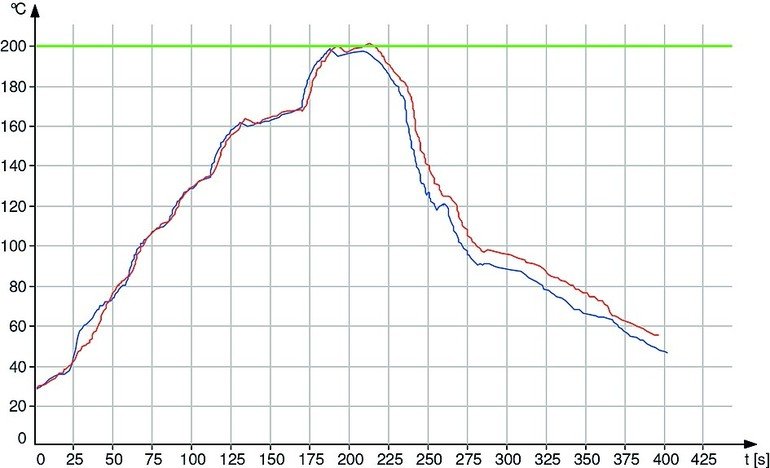
Die elektronische Baugruppe besteht aus einer doppelseitigen I-Ag Leiterplatte mit SMD und durchkontaktierten Bauteilen. Die Temperaturempfindlichkeit liegt hauptsächlich bei den verschiedenen Kondensatoren, welche von der Löttemperatur beeinträchtigt werden. Die Leiterplatten werden mit der DP 5600 LMPA-Q Lotpaste mit ROL0 Klassifizierung gedruckt. Gelötet werden die Baugruppen in einem Konvektionsofen ohne Stickstoff mit einem Reflowprofil mit Peaktemperatur von 205 °C. Das Reflowprofil schont die temperatursensiblen Bauteile. Die durchkontaktierten Bauteile werden mit einem LMPA-Q Lötdraht gelötet.
Vibration- und Schockfestigkeitstest
Handgeräte sollen im Gebrauch schockfest sein. In der Vergangenheit war genau das der Schwachpunkt von traditionellen niedrigschmelzenden Legierungen. Demzufolge muss diesbezüglich die Eignung der LMPA-Q Legierung für das Gerät getestet werden.
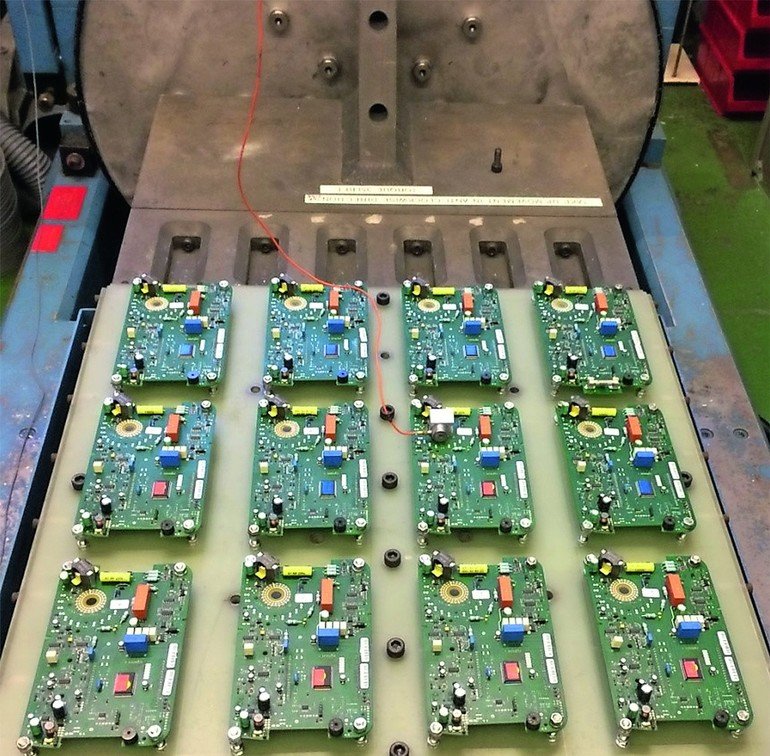
Die elektronische Baugruppe wird an Vibration- und Schockfestigkeitstests wie beschrieben in den Teststandards BS EN 60945 und BS EN 60068 unterworfen. Aus Objektivitätsgründen werden die Tests in einem unabhängigen spezialisierten Testlabor durchgeführt.
Der ‘Half Sine’ Schocktest übt Schocks in beiden Richtungen von den drei Achsen aus. Die Schocks dauern 11ms mit einer Peak-Beschleunigung von 30 G oder bestimmt von den praktischen Einschränkungen des Testaufbaues. In diesem Fall wäre der Schock in der X-Achse limitiert auf 10 G, da der Messfühler bei höheren Beschleunigungen abgebrochen ist. Schocks in Y-und Z-Achse sind mit 30 G durchgeführt worden.
Zur Verdeutlichung: 10 G ist gleichzusetzen wie viermal der Schock, den ein Mobiltelefon erfährt, wenn es von 1 m Höhe auf einen Betonboden fällt.
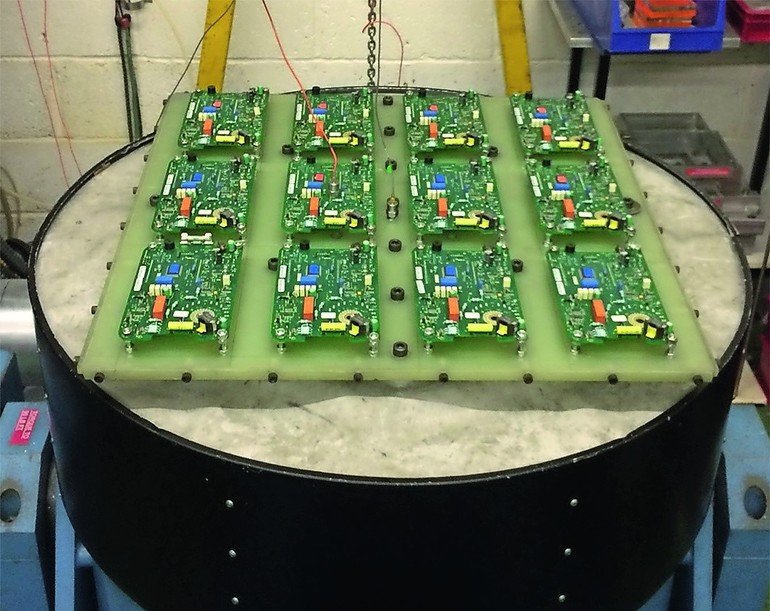
Der Vibrationstest fängt an mit einer Resonanzfrequenzsuche auf der elektronischen Baugruppe in den drei Achsen. Die Resonanzfrequenz ist die Frequenz, wo die Baugruppe die meisten Kräfte empfindet. Sie ist unterschiedlich für jede Baugruppe sowie für jede Achse.
Eine Zwei-Stunden-Dauervibration mit Peak-Beschleunigung von 3 G wird mit der gefundenen Resonanzfrequenz durchgeführt. Ist keine Resonanzfrequenz auffindbar, wird eine standardisierte Frequenz von 30 Hz mit einer Peak-Beschleunigung von 3 G genommen.
In diesem Fall würde nur in der X-Achse eine Resonanzfrequenz von 82,92 HZ gefunden.
Ergebnisse und verlängertes Testen
Nach dem Schock- und Vibrationsfestigkeitstest wurden die Baugruppen mit der LMPA-Q Legierung gelötet und visuell überprüft. Es waren weder Fehler noch Achsenversetzungen feststellbar. Bei Megger Instruments wurden die Baugruppen im Incircuit-Test und funktionell geprüft. Alle Baugruppen bestanden die Tests. Aus den Ergebnissen lässt sich ableiten, dass die Legierung ausreichende mechanische Stärke für mobile Handgeräte aufweist.
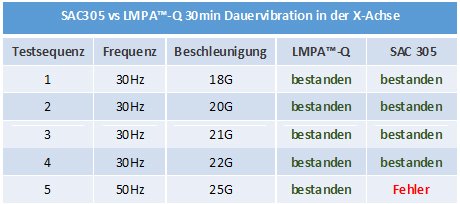
Um aber ein bessere Einschätzung zu erhalten, wie sich die Legierung gegenüber der SnAg3Cu0,5 Legierung verhält, wurden zusätzliche vergleichende Dauervibrationstests gestartet. Vergleichende Schocktests sind wegen der bereits genannten Begrenzungen im Testaufbau schwieriger durchzuführen. Schock- und Vibrationsfestigkeit gehen Hand in Hand, denn eine Vibration ist eine schnelle Sequenz von kleinen Schocks.
Dasselbe mobile Handmessgerät mit hoher Genauigkeit wurde für den Test verwendet. Im Testlabor wurden elektronische Baugruppen, gelötet sowohl SnAg3Cu0,5 als auch LMPA-Q, zur Verfügung gestellt. Da die Vibration in der X-Achse kritischer war, wurde ausschließlich diese Achse für den vergleichenden Vibrationstest verwendet. Als initiale Parametereinstellung für eine 30-minütige Dauervibration wurde eine Standardtestfrequenz mit einer Peak-Beschleunigung von 18 G genutzt. Nach der visuellen Kontrolle wurde die Peak-Beschleunigung oder Frequenz schrittweise bis zum ersten festgestellten Fehler erhöht. Der erste Fehler ergab sich bei einer mit SnAg3Cu0,5 Legierung gelöteten Baugruppe sowie einer Frequenz von 50 Hz und Peak-Beschleunigung von 25 G.
Schlussfolgerung
Da die LMPA-Q Legierung die erforderliche Schock- und Vibrationstests bestanden hat und sich bei SnAg3Cu0,5 der erste Fehler in dem vergleichenden Dauervibrationstest zeigte, erweist sich die LMPA-Q Legierung für die Fertigung der mobilen Handmessgeräte mit hoher Genauigkeit als die geeignetere. Die Legierung ermöglicht niedrigere Löttemperaturen in den Lötprozessen, so dass temperaturempfindliche Bauteile wesentlich weniger durch die Temperatur beeinträchtigt werden können. Daraus ergibt sich ein Fertigungsprozess mit höherer Zuverlässigkeit und Qualität der elektronischen Geräte. Aufgrund der guten Ergebnisse setzt Megger Instruments Ltd. nun die LMPA-Q Legierung ein, für stabile Prozesse mit besseren Produkten.
Unsere Webinar-Empfehlung
Stehen Sie vor der Herausforderung, die Lötstellen bei Automotive-Leiterplatten genau zu inspizieren? Entdecken Sie in unserem Vortrag, warum IPC-konforme 3D-Röntgeninspektion für verdeckte Lötstellen essenziell ist. Erfahren Sie die Potenziale und Grenzen der Fehlerdetektion.…
Teilen:








{kind=link}